You might also like
- Clean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementFrom EverandClean Ironmaking and Steelmaking Processes: Efficient Technologies for Greenhouse Emissions AbatementNo ratings yet
- Study of A Full Scale Oxy-Fuel Cement Rotary Kiln PDFDocument10 pagesStudy of A Full Scale Oxy-Fuel Cement Rotary Kiln PDFclaralisieNo ratings yet
- Cement DryingDocument13 pagesCement DryingCyrilia K.No ratings yet
- Various Configurations of Co2 CaptureDocument16 pagesVarious Configurations of Co2 CaptureMaythee SaisriyootNo ratings yet
- 144-Article Text-284-1-10-20220502Document16 pages144-Article Text-284-1-10-20220502Marco HernandezNo ratings yet
- ATR Compared To Other Shit PDFDocument7 pagesATR Compared To Other Shit PDFĐỗ Vũ ThưNo ratings yet
- Application of A Chilled Ammonia-Based Process For CO Capture To Cement PlantsDocument9 pagesApplication of A Chilled Ammonia-Based Process For CO Capture To Cement PlantsAkash NamdeoNo ratings yet
- Part 1: Design, Modeling and Simulation of Post-Combustion CO Capture Systems Using Reactive SolventsDocument24 pagesPart 1: Design, Modeling and Simulation of Post-Combustion CO Capture Systems Using Reactive SolventsBenjamin F ZavalaNo ratings yet
- Coal To Methanol p2Document8 pagesCoal To Methanol p2moeeezNo ratings yet
- Metal Scrap Preheating Using Flue Gas Waste HeatDocument8 pagesMetal Scrap Preheating Using Flue Gas Waste HeatDiptoNo ratings yet
- CO2 Capture Tech at Large ScaleDocument8 pagesCO2 Capture Tech at Large ScaleottovelardeNo ratings yet
- Eff 7Document10 pagesEff 7Kalil BashaNo ratings yet
- Cooler System For Cryogenic CO 2 CaptureDocument11 pagesCooler System For Cryogenic CO 2 CaptureJulian De BedoutNo ratings yet
- Aspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectDocument10 pagesAspen Plus® Process Simulation of Calcium Looping With Different Indirect Calciner Heat Transfer Concepts - ScienceDirectZhofran BintangNo ratings yet
- Methanol Production From Natural Gas Reforming and CO2 CapturingDocument12 pagesMethanol Production From Natural Gas Reforming and CO2 Capturingguigoal2010No ratings yet
- Exothermic Oxidation: Carbon Capture From Power GenerationDocument12 pagesExothermic Oxidation: Carbon Capture From Power GenerationDaniel GuerraNo ratings yet
- 2019-Process Simulation of Hydrogen Rich Gas Production From Producer Gasusing HTS CatalysisDocument11 pages2019-Process Simulation of Hydrogen Rich Gas Production From Producer Gasusing HTS CatalysisChantelleNo ratings yet
- Energies 15 00425Document43 pagesEnergies 15 00425kalokosNo ratings yet
- Oxy-Combustion Techno-Economic Analysis for Large Scale CCS ProjectDocument8 pagesOxy-Combustion Techno-Economic Analysis for Large Scale CCS ProjectBidesh M KirtaniaNo ratings yet
- The Usability and Limits of The Steady Flamelet Approach in Oxy-Fuel CombustionsDocument13 pagesThe Usability and Limits of The Steady Flamelet Approach in Oxy-Fuel CombustionsCehanNo ratings yet
- Technical and Economic Considerations of Post-Combustion Carbon Capture in A Coal Fired Power PlantDocument34 pagesTechnical and Economic Considerations of Post-Combustion Carbon Capture in A Coal Fired Power PlantRohan SinghaniyaNo ratings yet
- Coal Case Study1Document12 pagesCoal Case Study1sattar aljabairNo ratings yet
- Assessment of CO Capture Options From Various Points in Steam Methane Reforming For Hydrogen ProductionDocument10 pagesAssessment of CO Capture Options From Various Points in Steam Methane Reforming For Hydrogen ProductionSaif EvonyNo ratings yet
- Integrated Catalytic Membrane Reactor For Hydrogen Production Using Hydrocarbon-Based FuelsDocument4 pagesIntegrated Catalytic Membrane Reactor For Hydrogen Production Using Hydrocarbon-Based FuelsMazen OthmanNo ratings yet
- Paper Accepted For Publication at Chemical Engineering Research and DesignDocument57 pagesPaper Accepted For Publication at Chemical Engineering Research and Designjhay thegreatNo ratings yet
- Environmental and Economic Benefits of Hydrogen Fuel Production From Heavy Fuel Oil in NigeriaDocument11 pagesEnvironmental and Economic Benefits of Hydrogen Fuel Production From Heavy Fuel Oil in NigeriaKolawole OsafehintiNo ratings yet
- CcsDocument16 pagesCcsandreaNo ratings yet
- Simulation of Steam Gasification of Coal With Precombustion Enabling Cleaner Coal ConversionDocument6 pagesSimulation of Steam Gasification of Coal With Precombustion Enabling Cleaner Coal ConversionSonu KumarNo ratings yet
- Tem UreaDocument21 pagesTem UreaChaeeon LimNo ratings yet
- Dattatray 2019Document15 pagesDattatray 2019Bidesh M KirtaniaNo ratings yet
- Processes 10 01879 v2Document21 pagesProcesses 10 01879 v2Imran AriffNo ratings yet
- Improving Prediction Accuracy of A Rate-Based Model of An MEA-Based Carbon Capture Process For Large-Scale Commercial DeploymentDocument12 pagesImproving Prediction Accuracy of A Rate-Based Model of An MEA-Based Carbon Capture Process For Large-Scale Commercial DeploymentXiaobo LuoNo ratings yet
- Keipi2018Document10 pagesKeipi2018Gavoutha BisnisNo ratings yet
- Energy: ArticleinfoDocument7 pagesEnergy: Articleinfoayemyattheint kyawNo ratings yet
- Hydrogen from Waste TyresDocument3 pagesHydrogen from Waste Tyresbrayancortes077No ratings yet
- CO Capture and Storage: Options and Challenges For The Cement IndustryDocument49 pagesCO Capture and Storage: Options and Challenges For The Cement IndustryMohamedRaahimNo ratings yet
- Keipi2016Document12 pagesKeipi2016Gavoutha BisnisNo ratings yet
- 1-S2.0-S2212982021004194-Main Methanol Production4Document14 pages1-S2.0-S2212982021004194-Main Methanol Production4octasyaNo ratings yet
- CO2 Capture Research for Czech Power PlantsDocument4 pagesCO2 Capture Research for Czech Power PlantsLuana BarretoNo ratings yet
- Green Cement Production: Potentials and Achievements: Emad Benhelal, Alireza Rafiei, and Ezzatollah ShamsaeiDocument3 pagesGreen Cement Production: Potentials and Achievements: Emad Benhelal, Alireza Rafiei, and Ezzatollah ShamsaeierniNo ratings yet
- Chemical Conversion of Steel Mill Gases To Urea - An Analysis of Plant CapacityDocument8 pagesChemical Conversion of Steel Mill Gases To Urea - An Analysis of Plant CapacityNestor TamayoNo ratings yet
- 2016 - Application of Organic Rankine Cycle in Integration of Thermal PowerDocument10 pages2016 - Application of Organic Rankine Cycle in Integration of Thermal PowerBruno BunyaNo ratings yet
- Calcium Looping Technology for CO2 CaptureDocument58 pagesCalcium Looping Technology for CO2 Capturejhay thegreatNo ratings yet
- System Use: Methanol Carbon andDocument8 pagesSystem Use: Methanol Carbon andakshukNo ratings yet
- Italy Hydrogen Production SteamDocument10 pagesItaly Hydrogen Production Steamsorincarmen88No ratings yet
- 6 Qian Profile CCCDocument2 pages6 Qian Profile CCCslmngurbuzNo ratings yet
- Coal Gasification Using AspenDocument6 pagesCoal Gasification Using AspenTaniadi Suria100% (1)
- 1 s2.0 S1876610214008881 Main PDFDocument10 pages1 s2.0 S1876610214008881 Main PDFSanaNo ratings yet
- Performance and Emission Characteristics of The Thermal Barrier Coated SI Engine by Adding Argon Inert Gas To Intake MixtureDocument8 pagesPerformance and Emission Characteristics of The Thermal Barrier Coated SI Engine by Adding Argon Inert Gas To Intake MixturegouthamNo ratings yet
- Catalytic Coal Gasification For Methane Production: A ReviewDocument11 pagesCatalytic Coal Gasification For Methane Production: A ReviewEmilio Jose Carrillo CardenasNo ratings yet
- Exothermic Oxidation: Carbon Capture From Power GenerationDocument12 pagesExothermic Oxidation: Carbon Capture From Power GenerationDaniel GuerraNo ratings yet
- Process Overview For The Production of Hydrogen by Natural Gas Pyrolysis - Schneider - 2020Document28 pagesProcess Overview For The Production of Hydrogen by Natural Gas Pyrolysis - Schneider - 2020c675jjNo ratings yet
- IJEDR1703010Document8 pagesIJEDR1703010Belay AyalewNo ratings yet
- Calculation of The Combustion Air Needed For The Clinker Kiln in Case of Using Primary and Alternative Fuels For BurningDocument5 pagesCalculation of The Combustion Air Needed For The Clinker Kiln in Case of Using Primary and Alternative Fuels For Burningamee operationsNo ratings yet
- Novel Hot Gas Cleaning/Heat Recovery System: Report No. COAL R269 DTI/Pub URN 04/1794Document42 pagesNovel Hot Gas Cleaning/Heat Recovery System: Report No. COAL R269 DTI/Pub URN 04/1794Nicoleta UngureanuNo ratings yet
- Effect of Process Parameters On Power Requirements of Vacuumswing Adsorption Technology For CO2capture From Flue GasDocument11 pagesEffect of Process Parameters On Power Requirements of Vacuumswing Adsorption Technology For CO2capture From Flue GasGiuseppe PezzellaNo ratings yet
- Design of Pyrolysis ReactorDocument72 pagesDesign of Pyrolysis Reactork_asiamah201296% (27)
- Fuel Processing Technology: Zainab Ibrahim S G Adiya, Valerie Dupont, Tariq MahmudDocument17 pagesFuel Processing Technology: Zainab Ibrahim S G Adiya, Valerie Dupont, Tariq MahmudhendraNo ratings yet
- Coal Based Power Plant Using Oxy-Combustionfor CO2 Capture - Pressurized Coal CombustionDocument8 pagesCoal Based Power Plant Using Oxy-Combustionfor CO2 Capture - Pressurized Coal CombustionJahangir MalikNo ratings yet
- Bahan - BIOMASS METHODOLOGYDocument1 pageBahan - BIOMASS METHODOLOGYiimcaemdwNo ratings yet
- HTL Lignosel BioOilDocument134 pagesHTL Lignosel BioOiliimcaemdwNo ratings yet
- Padina CompositionDocument9 pagesPadina CompositioniimcaemdwNo ratings yet
- Used Tire 3Document5 pagesUsed Tire 3iimcaemdwNo ratings yet
- Costs and Benefits Analysis of Clean Cooking in GhanaDocument75 pagesCosts and Benefits Analysis of Clean Cooking in GhanaiimcaemdwNo ratings yet
- Data TeknisDocument1 pageData TeknisiimcaemdwNo ratings yet
- BCIT biomass waste projectDocument17 pagesBCIT biomass waste projectiimcaemdwNo ratings yet
- Perawatan (Maintenance) BoilerDocument4 pagesPerawatan (Maintenance) BoileriimcaemdwNo ratings yet
- Risk Analysis Sosial Ekonomi ImpactDocument1 pageRisk Analysis Sosial Ekonomi ImpactiimcaemdwNo ratings yet
- Pyro 4Document6 pagesPyro 4iimcaemdwNo ratings yet
- Text MeetingDocument2 pagesText MeetingiimcaemdwNo ratings yet
- SLIDE EXPLANATION No. 36 & 39Document1 pageSLIDE EXPLANATION No. 36 & 39iimcaemdwNo ratings yet
- Engineering Design Guideline - Furnace Rev02 WebDocument23 pagesEngineering Design Guideline - Furnace Rev02 WebShashank MuduliNo ratings yet
- Limbah PltuDocument6 pagesLimbah PltuSamsiatun MudzkhiyahNo ratings yet
- Brine Effluents: Characteristics, Environmental Impacts, and Their HandlingDocument21 pagesBrine Effluents: Characteristics, Environmental Impacts, and Their HandlingEnrique MartinezNo ratings yet
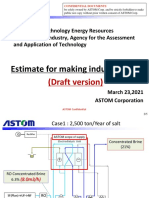
- Estimate Draft Ver AC140 or AC100 ASTOM Corp.Document16 pagesEstimate Draft Ver AC140 or AC100 ASTOM Corp.iimcaemdwNo ratings yet
- Article in Press: Journal of Analytical and Applied PyrolysisDocument6 pagesArticle in Press: Journal of Analytical and Applied PyrolysisiimcaemdwNo ratings yet
- 2017.02 Fives-WHRDocument48 pages2017.02 Fives-WHRiimcaemdwNo ratings yet
- Biomass and Bioenergy: Research PaperDocument7 pagesBiomass and Bioenergy: Research PaperiimcaemdwNo ratings yet
- 10chapter 5Document17 pages10chapter 5iimcaemdwNo ratings yet
- Chapter 19 Membrane FiltrationDocument12 pagesChapter 19 Membrane FiltrationDheeraj ShuklaNo ratings yet
- Rotary Kiln Cement 1Document13 pagesRotary Kiln Cement 1iimcaemdwNo ratings yet
- 14 - Ayu Et AlDocument20 pages14 - Ayu Et AlDurjoy ChakrabortyNo ratings yet
- A S W H R: Luminum Melter Aste EAT EcoveryDocument68 pagesA S W H R: Luminum Melter Aste EAT EcoveryiimcaemdwNo ratings yet
- Project 1Document21 pagesProject 1iimcaemdwNo ratings yet
- Cement Kiln Flue Gas Recovery Scrubber Project: A DOE AssessmentDocument27 pagesCement Kiln Flue Gas Recovery Scrubber Project: A DOE AssessmentiimcaemdwNo ratings yet
- Sustainability 11 06433Document21 pagesSustainability 11 06433iimcaemdwNo ratings yet
- Tanaman AglonemaDocument2 pagesTanaman AglonemaiimcaemdwNo ratings yet
- PBR - LiINPRESSDesign PDFDocument13 pagesPBR - LiINPRESSDesign PDFiimcaemdwNo ratings yet
- Kinematics-IGCSE Pure MathematicsDocument9 pagesKinematics-IGCSE Pure MathematicsAsowad UllahNo ratings yet
- 73 Magazine 1961 06 June PDFDocument76 pages73 Magazine 1961 06 June PDFCatalin ZestranNo ratings yet
- DS-PDSMK-4 (BAR) Wired Smoke Sensor 20190917Document2 pagesDS-PDSMK-4 (BAR) Wired Smoke Sensor 20190917jose paredesNo ratings yet
- Appian Developer Skills Self-AssessmentDocument6 pagesAppian Developer Skills Self-AssessmentSrikanthchowdary Maguluri100% (1)
- SMC Imu Data Sheet Motion SensorDocument2 pagesSMC Imu Data Sheet Motion SensorErwin ArdiasNo ratings yet
- Applied Thermodynamics by Onkar Singh.0003 14-16Document3 pagesApplied Thermodynamics by Onkar Singh.0003 14-16ZeenathulFaridaAbdulGaniNo ratings yet
- Dbmsunit 3Document362 pagesDbmsunit 3pradeepaNo ratings yet
- January 2019 Paper 2Document16 pagesJanuary 2019 Paper 2Anderson AlfredNo ratings yet
- How To Explort Gerber Files From KicadDocument10 pagesHow To Explort Gerber Files From KicadjackNo ratings yet
- Maxtor Hard DriveDocument64 pagesMaxtor Hard DriveKondwani AndreahNo ratings yet
- Engineering and Material Standard For Double Pipe Heat ExchangersDocument13 pagesEngineering and Material Standard For Double Pipe Heat ExchangersRezaNo ratings yet
- حلول لوكDocument2 pagesحلول لوكاحمدعطيهNo ratings yet
- Lord Immanuel Institute Foundation, Inc.: First Periodical Test in Mathematics 9Document5 pagesLord Immanuel Institute Foundation, Inc.: First Periodical Test in Mathematics 9Cee Jay AbanillaNo ratings yet
- Lua ProgrammingDocument38 pagesLua ProgrammingPaul EduardNo ratings yet
- Problems With Commutation - Suaiso BSEE - 3BDocument4 pagesProblems With Commutation - Suaiso BSEE - 3BRolly Jr. SuaisoNo ratings yet
- Sample Question: Mathematics Sample Paper: Aviation ThrustDocument4 pagesSample Question: Mathematics Sample Paper: Aviation ThrustAisha SaNo ratings yet
- Weighted mean calculationDocument230 pagesWeighted mean calculationAkshay RajNo ratings yet
- Spec Sheet - Flare Stack DesignDocument2 pagesSpec Sheet - Flare Stack DesignScylarNo ratings yet
- Management ScienceDocument3 pagesManagement ScienceRevenlie GalapinNo ratings yet
- Basic Calculus 3rd DTDocument6 pagesBasic Calculus 3rd DTGrazeNo ratings yet
- Lecture Exercise No. 3 Cell Structures and Their Functions Name:Luis Miguel W. Bautista Section:7 Date SubmittedDocument3 pagesLecture Exercise No. 3 Cell Structures and Their Functions Name:Luis Miguel W. Bautista Section:7 Date Submittedessketit ruruNo ratings yet
- Simulating Unit Operations with HYSYSDocument5 pagesSimulating Unit Operations with HYSYSĐậu Bắp50% (2)
- Field and Laboratory Evaluation of A Soft Clay Southern IraqDocument14 pagesField and Laboratory Evaluation of A Soft Clay Southern Iraqvidyaranya_bNo ratings yet
- 3.01.01 - Acetaldehyde Determination by Enzymatic AnalysisDocument9 pages3.01.01 - Acetaldehyde Determination by Enzymatic AnalysisRiyanNo ratings yet
- BS en Iso 945 Part 3Document52 pagesBS en Iso 945 Part 3vkkt2016No ratings yet
- (Revised) Syllabus+Blue Print (Class-6th)Document9 pages(Revised) Syllabus+Blue Print (Class-6th)vipsinNo ratings yet
- EGCC ChartsDocument51 pagesEGCC Chartsmk45a0% (1)
- MQSeries Architecture - GeneraliDocument13 pagesMQSeries Architecture - GeneralirajsundarsNo ratings yet
- PracticeProblems 4315 SolutionsDocument9 pagesPracticeProblems 4315 SolutionsKashifRizwanNo ratings yet
- Sharp Lc-32ad5e-Bk LCD TV SMDocument92 pagesSharp Lc-32ad5e-Bk LCD TV SMsabre504No ratings yet
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Guidelines for Siting and Layout of FacilitiesFrom EverandGuidelines for Siting and Layout of FacilitiesNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- Conduct of Operations and Operational Discipline: For Improving Process Safety in IndustryFrom EverandConduct of Operations and Operational Discipline: For Improving Process Safety in IndustryRating: 5 out of 5 stars5/5 (1)
- Robotics: Designing the Mechanisms for Automated MachineryFrom EverandRobotics: Designing the Mechanisms for Automated MachineryRating: 4.5 out of 5 stars4.5/5 (8)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Perfume Engineering: Design, Performance and ClassificationFrom EverandPerfume Engineering: Design, Performance and ClassificationRating: 4 out of 5 stars4/5 (5)
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Major Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsFrom EverandMajor Accidents to the Environment: A Practical Guide to the Seveso II-Directive and COMAH RegulationsNo ratings yet