You might also like
- Multipurpose Crane SystemDocument12 pagesMultipurpose Crane SystemPhu DoNo ratings yet
- Hydraulics and Pneumatics: A Technician's and Engineer's GuideFrom EverandHydraulics and Pneumatics: A Technician's and Engineer's GuideRating: 4 out of 5 stars4/5 (8)
- Special Report: Freedom MultiplierDocument59 pagesSpecial Report: Freedom MultiplierDeniz Cirpan100% (1)
- XCMG Qy25K5-I: Construction Machine BrochureDocument7 pagesXCMG Qy25K5-I: Construction Machine BrochureFernando0% (1)
- Some Aspects of Hydraulics in Mechanical Handling and Mobile EquipmentFrom EverandSome Aspects of Hydraulics in Mechanical Handling and Mobile EquipmentRating: 3.5 out of 5 stars3.5/5 (2)
- Schedule D SAFETY, HEALTH AND ENVIRONMENTAL REQUIREMENTSDocument26 pagesSchedule D SAFETY, HEALTH AND ENVIRONMENTAL REQUIREMENTSxue jun xiangNo ratings yet
- Farm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsFrom EverandFarm Machinery - Tractors - A Collection of Articles on the Operation, Mechanics and Maintenance of TractorsNo ratings yet
- Compilation of Eminent Domain Case DigestsDocument29 pagesCompilation of Eminent Domain Case DigestsEra Yvonne KillipNo ratings yet
- Eng - HR - Hire Employee Without Workday Recruiting PDFDocument5 pagesEng - HR - Hire Employee Without Workday Recruiting PDFSwathi BinduNo ratings yet
- Konecranes Brochure Rubber Tyred Gantry Crane English 201003Document2 pagesKonecranes Brochure Rubber Tyred Gantry Crane English 201003Eyad OsNo ratings yet
- Assignment Sample: Business Strategy of An OrganizationDocument25 pagesAssignment Sample: Business Strategy of An OrganizationInstant Assignment Help100% (4)
- IndiGo RFP - Wheel and Brake Servicing - 240817Document11 pagesIndiGo RFP - Wheel and Brake Servicing - 240817Sargunan Nandagopal100% (2)
- Tm2500 Mobile Gas TurbineDocument2 pagesTm2500 Mobile Gas TurbineMuhammad Syaifulhaq100% (1)
- Tab. Carga XCMG-QY60KDocument10 pagesTab. Carga XCMG-QY60KPauloCatu100% (1)
- Tm2500 Mobile Gas TurbineDocument2 pagesTm2500 Mobile Gas TurbinegustiramadaniNo ratings yet
- Ash Handling SystemsDocument32 pagesAsh Handling Systemsamit14326367% (9)
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsFrom EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsRating: 5 out of 5 stars5/5 (1)
- New High Capacity Bucket Elevator DevelopmentsDocument53 pagesNew High Capacity Bucket Elevator Developmentsnathaniel villanueva100% (1)
- China Banking V CADocument3 pagesChina Banking V CARaymart SalamidaNo ratings yet
- PPL Leaflet Amaccao 7-2 UpdateDocument2 pagesPPL Leaflet Amaccao 7-2 UpdateNguyen Khanh MinhNo ratings yet
- Pneumatic Cement Conveying SystemsDocument8 pagesPneumatic Cement Conveying SystemsKendra TerryNo ratings yet
- 3.3 Pretreatment CHEM-C1150 Wood Chips PreparationDocument62 pages3.3 Pretreatment CHEM-C1150 Wood Chips PreparationmaiquelernNo ratings yet
- Sany Scc1500e 150 Ton Crawler CranesDocument56 pagesSany Scc1500e 150 Ton Crawler CranesJSP Sudipta SekhNo ratings yet
- Bucket Elevator Vs AirliftDocument10 pagesBucket Elevator Vs AirliftSunil D Pujari100% (1)
- Fdocuments - in XCMG Qay220 XCMG Cranes XCMG Qay220 Construction Machine Brochure Max TotalDocument14 pagesFdocuments - in XCMG Qay220 XCMG Cranes XCMG Qay220 Construction Machine Brochure Max TotalRaphael100% (1)
- Waste4Change Jan2019Document27 pagesWaste4Change Jan2019Hari SaptoadisaNo ratings yet
- A2P: Airslide To Pump Fly Ash Handling SystemDocument4 pagesA2P: Airslide To Pump Fly Ash Handling SystemVikas SuryavanshiNo ratings yet
- XCMG 25Document7 pagesXCMG 25Islam AttiaNo ratings yet
- XCMG 25Document7 pagesXCMG 25Islam AttiaNo ratings yet
- Conveying and Cooling in The Iron and Steel IndustryDocument16 pagesConveying and Cooling in The Iron and Steel IndustryMohammad KhazaieNo ratings yet
- Introduction Pneumatic System: Course ContentsDocument54 pagesIntroduction Pneumatic System: Course ContentsBabita JiNo ratings yet
- Hindalco IndustriesDocument10 pagesHindalco IndustriesPrashant Kumar RaiNo ratings yet
- Alimak Raise MiningDocument2 pagesAlimak Raise Miningsydneyyun100% (1)
- Intrabulk Bulk Reception Unit: Above Ground, Controlled Bulk IntakeDocument8 pagesIntrabulk Bulk Reception Unit: Above Ground, Controlled Bulk Intakebashok20No ratings yet
- Hum Vertical SeedDocument2 pagesHum Vertical SeedJayaseelan GNo ratings yet
- Energo CatalogueDocument8 pagesEnergo CatalogueVivek SinghalNo ratings yet
- p9005 Issue 4Document4 pagesp9005 Issue 4hggcfghjvfthhvcfhbbNo ratings yet
- Thermodynamics: TechnologyDocument4 pagesThermodynamics: TechnologydfvgdfvdfvdsvsfvssacsasNo ratings yet
- 128824795680597571Document7 pages128824795680597571vishnusankarNo ratings yet
- Cement ManufacturningDocument15 pagesCement ManufacturningTaufique aliNo ratings yet
- KPH 3033002 em 3 enDocument16 pagesKPH 3033002 em 3 enAhmad ShaheenNo ratings yet
- SkyMotion 800 MachineDocument2 pagesSkyMotion 800 Machinexyzk555llNo ratings yet
- WWW - MINEPORTAL.in: Download Mineportal App From Google Play StoreDocument4 pagesWWW - MINEPORTAL.in: Download Mineportal App From Google Play StoreShiva KrishnaNo ratings yet
- Chapter One - IntroductionDocument31 pagesChapter One - IntroductionAbrham ChanieNo ratings yet
- SUPER 1900-3i: Highway ClassDocument22 pagesSUPER 1900-3i: Highway ClassТракия Билд0% (2)
- Trans Dust To KilnDocument1 pageTrans Dust To Kilnchenghongwei2008No ratings yet
- Xylem - Reliable and Efficient Wastewater Pumping in CBS - MY Final - IEM SeminarDocument61 pagesXylem - Reliable and Efficient Wastewater Pumping in CBS - MY Final - IEM SeminarAnonymous IGtWHoi0No ratings yet
- In Plant Tarining Repot Adani Electricity Final VersionDocument35 pagesIn Plant Tarining Repot Adani Electricity Final VersionSiddharth MhatreNo ratings yet
- J.D. Neuhaus L.P.: The Force To Lift Your BusinessDocument7 pagesJ.D. Neuhaus L.P.: The Force To Lift Your BusinessRavi PatelNo ratings yet
- Flying Wind Mill: by Shantanu Mandal Roll - 16ME62R015 Department of Mechanical Engineering IIT KharagpurDocument14 pagesFlying Wind Mill: by Shantanu Mandal Roll - 16ME62R015 Department of Mechanical Engineering IIT Kharagpuranon_688074713No ratings yet
- Agd Grab Unloader BrochureDocument6 pagesAgd Grab Unloader Brochurelutfi_ismailNo ratings yet
- Anemoi Brochure EnglishDocument3 pagesAnemoi Brochure Englishluan jackNo ratings yet
- Ilchmann GMBH EDocument6 pagesIlchmann GMBH ELLNo ratings yet
- Schmidt - Senior 2000 - Trailer Sweeping MachineDocument2 pagesSchmidt - Senior 2000 - Trailer Sweeping Machinekavka corner100% (2)
- TUKAN EnglDocument6 pagesTUKAN EnglAndi Fatimah Azzahra Azwar0% (1)
- Power Plants Services Company S.a.E.Document9 pagesPower Plants Services Company S.a.E.khalafNo ratings yet
- Product Brochure R 9200Document28 pagesProduct Brochure R 9200sutopo am2fastNo ratings yet
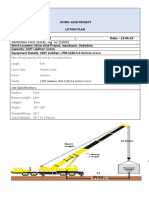
- Lifting Plan Ammonia Feed VessalDocument4 pagesLifting Plan Ammonia Feed VessalShubham ShuklaNo ratings yet
- Product Focus TUKAN K 3000 ENDocument1 pageProduct Focus TUKAN K 3000 ENAndrius MikolaitisNo ratings yet
- PC2000 11R - Cen00912 00Document24 pagesPC2000 11R - Cen00912 00edibagus401No ratings yet
- MT 3000-2i Offset: Special ClassDocument19 pagesMT 3000-2i Offset: Special ClassConsorcio El dorado 2019No ratings yet
- MMT LTC4000Document8 pagesMMT LTC4000Yossef Sami El DidiNo ratings yet
- Ash Handling Systems: Limestone Handling For DesulphurisationDocument8 pagesAsh Handling Systems: Limestone Handling For DesulphurisationFarid AhmedNo ratings yet
- Program HMD Hull 2575 2583 2494 - 2498Document3 pagesProgram HMD Hull 2575 2583 2494 - 2498Şansal DikmenerNo ratings yet
- Antai Mounting Product CatalogDocument24 pagesAntai Mounting Product Catalogae1205jtNo ratings yet
- PK 92002 SHDocument12 pagesPK 92002 SHSofean AbojaradehNo ratings yet
- Mvu l95 Data Sheet Eng 395238Document8 pagesMvu l95 Data Sheet Eng 395238JohnNo ratings yet
- Dseasy 4000zcDocument2 pagesDseasy 4000zcForum PompieriiNo ratings yet
- SidewallDocument6 pagesSidewallmaiquelernNo ratings yet
- G 440 XT 8x4 Heavy Tipper: 23 CU.m ROCK BodyDocument2 pagesG 440 XT 8x4 Heavy Tipper: 23 CU.m ROCK BodymaiquelernNo ratings yet
- Bauer - Catalogo IE3-IE4 PMSMDocument476 pagesBauer - Catalogo IE3-IE4 PMSMmaiquelernNo ratings yet
- TechPlasty - PE1000 - Polyethylene 1000 - 2020-06-02Document2 pagesTechPlasty - PE1000 - Polyethylene 1000 - 2020-06-02maiquelernNo ratings yet
- FM 400 8X4 Tipper With 29 Cu.M Coal BodyDocument4 pagesFM 400 8X4 Tipper With 29 Cu.M Coal BodymaiquelernNo ratings yet
- Roller Chain Drive DesignDocument19 pagesRoller Chain Drive DesignmaiquelernNo ratings yet
- Lorbrand Idler Catalogue Reduced SizeDocument88 pagesLorbrand Idler Catalogue Reduced SizemaiquelernNo ratings yet
- 3% 5Hylvwd'Lvwlqomr 5Hylvwd'LvwlqomrDocument24 pages3% 5Hylvwd'Lvwlqomr 5Hylvwd'LvwlqomrmaiquelernNo ratings yet
- MSHA's Guide To Equipment GuardingDocument40 pagesMSHA's Guide To Equipment GuardingmaiquelernNo ratings yet
- AND Accessories: Elevator BoltsDocument3 pagesAND Accessories: Elevator BoltsmaiquelernNo ratings yet
- Delft University of Technology Faculty Mechanical, Maritime and Materials EngineeringDocument51 pagesDelft University of Technology Faculty Mechanical, Maritime and Materials EngineeringmaiquelernNo ratings yet
- Titan Horizontal Grinder Flyer v5Document2 pagesTitan Horizontal Grinder Flyer v5maiquelernNo ratings yet
- 176 EN Hardox 400 Roundbars V1 2020 SSABDocument4 pages176 EN Hardox 400 Roundbars V1 2020 SSABmaiquelernNo ratings yet
- M3891Document44 pagesM3891maiquelernNo ratings yet
- PP Woodprocessing Chipstorage Powerscrew DataDocument2 pagesPP Woodprocessing Chipstorage Powerscrew DatamaiquelernNo ratings yet
- Types of Log Debarkes - Guide To Advantages and Disadvantages - Veneer ServicesDocument11 pagesTypes of Log Debarkes - Guide To Advantages and Disadvantages - Veneer ServicesmaiquelernNo ratings yet
- VAUTID ASW 145 Engl 041016Document1 pageVAUTID ASW 145 Engl 041016maiquelernNo ratings yet
- THIELE CATALOG Gabellaschen-Forged-Link-Chains ENDocument49 pagesTHIELE CATALOG Gabellaschen-Forged-Link-Chains ENmaiquelernNo ratings yet
- A Company Continually Evolving.: Introduzione Inglese 14-01-2003 11:04 Pagina 3Document115 pagesA Company Continually Evolving.: Introduzione Inglese 14-01-2003 11:04 Pagina 3maiquelernNo ratings yet
- Assignment AgileDocument29 pagesAssignment Agilearisha khanNo ratings yet
- WAKE UP INDIA - Bajrang Jadav Dy Registrar Co-Op Scty of MHADA & V P Mahajan Administrator High Level Corruption ExposedDocument4 pagesWAKE UP INDIA - Bajrang Jadav Dy Registrar Co-Op Scty of MHADA & V P Mahajan Administrator High Level Corruption ExposedRushabh ChitaliaNo ratings yet
- Plant Design and Economics Chapter 1 NotesDocument23 pagesPlant Design and Economics Chapter 1 NotesNegese Teklearegay100% (1)
- ENGIE Services Thailand Menus V2Document20 pagesENGIE Services Thailand Menus V2ฐานพล ภาสวัตNo ratings yet
- Allied BankDocument3 pagesAllied BankHamzaNo ratings yet
- Research Report The Contribution of Micro Finance Banks in The Empowerment of Small-Scale BusinessDocument59 pagesResearch Report The Contribution of Micro Finance Banks in The Empowerment of Small-Scale BusinessAvik BarmanNo ratings yet
- Multi-Board Residential Real Estate Contract 6.0: (Check Type) Deeded Space, PINDocument13 pagesMulti-Board Residential Real Estate Contract 6.0: (Check Type) Deeded Space, PINEd williamsonNo ratings yet
- Kasneb Entrepreneurship and Communication For More Free Past Papers Visit May 2014 Section 1 Question OneDocument1 pageKasneb Entrepreneurship and Communication For More Free Past Papers Visit May 2014 Section 1 Question OneTimo PaulNo ratings yet
- Imtiaz Ahmed: House No.B-1485 B.Ali .Shah Sukkur Contacts # 0334-4242180 0333-2434626Document3 pagesImtiaz Ahmed: House No.B-1485 B.Ali .Shah Sukkur Contacts # 0334-4242180 0333-2434626Muhammad ZeeshanNo ratings yet
- Tutorial 4 v1Document4 pagesTutorial 4 v1vendetta82pgNo ratings yet
- Federal Budget FY2022-23 - 110622Document15 pagesFederal Budget FY2022-23 - 110622hatn1234No ratings yet
- Weekly Business Update - Business Development - 032519-032919Document26 pagesWeekly Business Update - Business Development - 032519-032919Nate TrinityNo ratings yet
- SBI Genral Claim Form & Check List (1) SssDocument6 pagesSBI Genral Claim Form & Check List (1) Ssspshantanu123No ratings yet
- Assessment 1 FMDocument11 pagesAssessment 1 FMEllah AmponganNo ratings yet
- Maru Molla MSC Acc& FNC (R) 2021. Assignment (ADV - Audit)Document18 pagesMaru Molla MSC Acc& FNC (R) 2021. Assignment (ADV - Audit)maruNo ratings yet
- 5102 - Presentation On Target CostingDocument32 pages5102 - Presentation On Target CostingAbdulAhadNo ratings yet
- 454516-Marketing ManagementDocument4 pages454516-Marketing ManagementAnannya SinhaNo ratings yet
- Classifications of Retail Stores and Shopping Centres - Some Methodological IssuesDocument10 pagesClassifications of Retail Stores and Shopping Centres - Some Methodological IssuesSita W. SuparyonoNo ratings yet
- Business Studies Questions (2021 - 2017)Document92 pagesBusiness Studies Questions (2021 - 2017)Prisha PopatNo ratings yet
- Project Management Project Quality and Risk Management PDFDocument7 pagesProject Management Project Quality and Risk Management PDFCharlotteNo ratings yet
- CompReg 14MARCH2020Document1,620 pagesCompReg 14MARCH2020GorrillaNo ratings yet
- Project PeeDocument38 pagesProject PeeHatta AimanNo ratings yet