You might also like
- The Use of Bowties To Aid Risk Management in Mining IndustriesDocument21 pagesThe Use of Bowties To Aid Risk Management in Mining IndustriesTimNo ratings yet
- Safety Magement 2014 IsrsDocument47 pagesSafety Magement 2014 Isrsvaidish1100% (1)
- 1ngc Guide Nov 14 Spec v622112017511437Document69 pages1ngc Guide Nov 14 Spec v622112017511437khalidNo ratings yet
- Campbell Institute An Implementation Guide To Leading IndicatorsDocument24 pagesCampbell Institute An Implementation Guide To Leading IndicatorsjrcoachNo ratings yet
- HSW Book ExtractDocument10 pagesHSW Book ExtractSammie WilliamsNo ratings yet
- Module 2 Management CommitmentDocument18 pagesModule 2 Management CommitmentKavin Raj100% (1)
- 3 - Operational Risk Management - 1Document39 pages3 - Operational Risk Management - 1MikealayNo ratings yet
- Incident Investigation Studybook CompleteDocument151 pagesIncident Investigation Studybook CompleteAzeem Khan AfridiNo ratings yet
- TN 015 Overrides 15Document8 pagesTN 015 Overrides 15Luis SantosNo ratings yet
- 10.4324 9780080970691 PreviewpdfDocument131 pages10.4324 9780080970691 PreviewpdfAlexNo ratings yet
- Accident Investigation and ReportingDocument13 pagesAccident Investigation and ReportingGiamaica LegaspiNo ratings yet
- Health and Safety Management Manual With Procedures ExampleDocument13 pagesHealth and Safety Management Manual With Procedures ExampleVepxvia NadiradzeNo ratings yet
- Basic Elements of Safety ProgramDocument2 pagesBasic Elements of Safety Programgemrief5No ratings yet
- Safety Moments ProcessDocument13 pagesSafety Moments Processvisutsi100% (1)
- Leading Indicators GN Feb14 PDFDocument78 pagesLeading Indicators GN Feb14 PDFPippo TopolinoNo ratings yet
- Conducted & Prepared By: Green Circle, IncDocument60 pagesConducted & Prepared By: Green Circle, IncRupal PandyaNo ratings yet
- Quiz 8 - Health & Safety FoundationsDocument5 pagesQuiz 8 - Health & Safety FoundationsekkyagungNo ratings yet
- GRI 403 - Occupational Health and Safety 2018 PresentationDocument28 pagesGRI 403 - Occupational Health and Safety 2018 PresentationCostas JacovidesNo ratings yet
- PDO Hse AuditDocument21 pagesPDO Hse Auditnagul kmtcNo ratings yet
- Pressure Testing PR86POGC001Document20 pagesPressure Testing PR86POGC001naren_013No ratings yet
- CEP2010 Heat TransferDocument8 pagesCEP2010 Heat TransferamsukdNo ratings yet
- First Aid Program OSHA Compliant From GDIDocument14 pagesFirst Aid Program OSHA Compliant From GDIGrant Davis100% (2)
- HSE-P-11 Planned General Inspection Issue 2.1Document5 pagesHSE-P-11 Planned General Inspection Issue 2.1eng20072007No ratings yet
- Is 14489 1998Document19 pagesIs 14489 1998Imran Bagwan100% (1)
- P5-Procedure For Identification and Evaluation of Environmental Aspects.Document4 pagesP5-Procedure For Identification and Evaluation of Environmental Aspects.Samsu Sams100% (1)
- Role and Responsibility of HSE ProfessionalDocument5 pagesRole and Responsibility of HSE Professionalrnp2007123No ratings yet
- AI-PS Element Guide No 9Document8 pagesAI-PS Element Guide No 9rahul kavirajNo ratings yet
- UN Global Compact Guide For Anti-Corruption Risk AssessmentDocument74 pagesUN Global Compact Guide For Anti-Corruption Risk AssessmentPeterRNWNo ratings yet
- AzSPU Internal and External Material Release Reporting ProcedureDocument19 pagesAzSPU Internal and External Material Release Reporting ProcedureAmir M. ShaikhNo ratings yet
- OHS-PR-02-01 Leadership, Responsibility and Accountability (Updated)Document20 pagesOHS-PR-02-01 Leadership, Responsibility and Accountability (Updated)مهندس محمد مباركNo ratings yet
- (I) GC2 Element 2 Transport v7 October 2015 RevisionDocument42 pages(I) GC2 Element 2 Transport v7 October 2015 RevisionMuhammad Ramzan100% (1)
- Camden Gas Project - Environmental Health and Safety Management PlanDocument82 pagesCamden Gas Project - Environmental Health and Safety Management PlanHesham HassanNo ratings yet
- NEBOSH IGC2 Past Exam Paper March 2012Document2 pagesNEBOSH IGC2 Past Exam Paper March 2012SOHAIB AWANNo ratings yet
- EQMS Manual & Policy Document Example PDFDocument14 pagesEQMS Manual & Policy Document Example PDFs3dbw0% (1)
- Safety - Preventing Serious Injury and Fatalities - Chevrons Field Guide - Part 1Document12 pagesSafety - Preventing Serious Injury and Fatalities - Chevrons Field Guide - Part 1Priyo DjatmikoNo ratings yet
- Managing Health and Safety: Five Steps To SuccessDocument7 pagesManaging Health and Safety: Five Steps To SuccessSAYED100% (1)
- Frequently Asked Questions About The Life-Saving RulesDocument6 pagesFrequently Asked Questions About The Life-Saving RulesTFattahNo ratings yet
- QP Procedure For Managing HSE in Contracts PDFDocument34 pagesQP Procedure For Managing HSE in Contracts PDFIrshad AlamNo ratings yet
- Getting Approval To Deliver Managing Safely v5Document6 pagesGetting Approval To Deliver Managing Safely v5eastNo ratings yet
- Unit Diploma Nebosh DniDocument32 pagesUnit Diploma Nebosh DniScribdTranslationsNo ratings yet
- Guideline No. en - 015 Control of Substances Hazardous To Health and DangerDocument20 pagesGuideline No. en - 015 Control of Substances Hazardous To Health and Dangertp101267No ratings yet
- Chelston Decorators Health and Safety PolicyDocument13 pagesChelston Decorators Health and Safety PolicySam MurrayNo ratings yet
- BOSH Module 4 Integrating Activity (Synerquest)Document53 pagesBOSH Module 4 Integrating Activity (Synerquest)William BautistaNo ratings yet
- Ramp Safety CultureDocument11 pagesRamp Safety CultureRumesh ThilakarathnaNo ratings yet
- Ide Guide Sep 16 Spec v4Document56 pagesIde Guide Sep 16 Spec v4Manish KumarNo ratings yet
- Emergency Response Plan: Berrima Cement WorksDocument44 pagesEmergency Response Plan: Berrima Cement WorksDanu HenantyoNo ratings yet
- Aim Vision Safety - Brochure-new-Safety First Is Safety Always. PDFDocument7 pagesAim Vision Safety - Brochure-new-Safety First Is Safety Always. PDFGurji SirajNo ratings yet
- ISO 14001 Certification ChecklistDocument4 pagesISO 14001 Certification ChecklistEyob SNo ratings yet
- Delegate Workbook - Modules 1 and 2Document24 pagesDelegate Workbook - Modules 1 and 2sushant_moreyNo ratings yet
- Traffic Management Control ProcedureDocument52 pagesTraffic Management Control Procedureshanoj tharayilNo ratings yet
- IOSHCPD Export 2021-09-07 03 58 43Document1 pageIOSHCPD Export 2021-09-07 03 58 43besongNo ratings yet
- Bowtie ExplicadoDocument10 pagesBowtie ExplicadoVan SotNo ratings yet
- MIHAPNo 3Document125 pagesMIHAPNo 3lopezmoramiguelNo ratings yet
- 9 - Audit and Inspection ProgramDocument7 pages9 - Audit and Inspection ProgramNur NurNo ratings yet
- LOPA - Quantifying Human Performance in IE and IPLDocument25 pagesLOPA - Quantifying Human Performance in IE and IPLfelisianus100% (1)
- 1 Class 2018Document6 pages1 Class 2018ahmadgamal070No ratings yet
- HS329Document10 pagesHS329chahiNo ratings yet
- Osh Communication - Ytd 04feb2024Document1 pageOsh Communication - Ytd 04feb2024roland magoNo ratings yet
- CCTV Monitoring ReportDocument1 pageCCTV Monitoring Reportroland mago100% (1)
- ESMS Minutes of The Meeting (MOM)Document3 pagesESMS Minutes of The Meeting (MOM)roland magoNo ratings yet
- Cross Fam FeedbackDocument5 pagesCross Fam Feedbackroland magoNo ratings yet
- Emergency Preparedness PolicyDocument5 pagesEmergency Preparedness Policyroland magoNo ratings yet
- 7s New Revised 2020Document3 pages7s New Revised 2020roland magoNo ratings yet
- Mod 001 Overview To Osh (Participant Rev0) .Document59 pagesMod 001 Overview To Osh (Participant Rev0) .roland magoNo ratings yet
- Mod 007 Capacity Building of Trainers Osh (Participant Rev0)Document49 pagesMod 007 Capacity Building of Trainers Osh (Participant Rev0)roland magoNo ratings yet
- CHSP - Manila Waterfront City Reclamation ProjectDocument88 pagesCHSP - Manila Waterfront City Reclamation Projectroland magoNo ratings yet
- Orientation MonitoringDocument1 pageOrientation Monitoringroland magoNo ratings yet
- MDR 020255745922Document1 pageMDR 020255745922roland magoNo ratings yet
- Working On Extreme Hot Weather ConditionDocument16 pagesWorking On Extreme Hot Weather Conditionroland magoNo ratings yet
- Punchlist and Balance of WorKS (HWA LUN) - 8!23!2021Document17 pagesPunchlist and Balance of WorKS (HWA LUN) - 8!23!2021roland magoNo ratings yet
- Weekly ReportDocument276 pagesWeekly Reportroland magoNo ratings yet
- Citation For CleanersDocument1 pageCitation For Cleanersroland magoNo ratings yet
- Manpower ChecklistDocument1 pageManpower Checklistroland magoNo ratings yet
- Written Assessment-ISO45001 Rev.03Document3 pagesWritten Assessment-ISO45001 Rev.03roland magoNo ratings yet
- List of Glass Railing PulloutDocument1 pageList of Glass Railing Pulloutroland magoNo ratings yet
- Work at Heights PermitDocument4 pagesWork at Heights Permitrashid zamanNo ratings yet
- MegaphoneDocument1 pageMegaphoneroland magoNo ratings yet
- Citation For CleanersDocument1 pageCitation For Cleanersroland magoNo ratings yet
- Gou Dun JunDocument1 pageGou Dun Junroland magoNo ratings yet
- MegaphoneDocument1 pageMegaphoneroland magoNo ratings yet
- Reconsideration of Safety Violation PenaltyDocument1 pageReconsideration of Safety Violation Penaltyroland magoNo ratings yet
- August 05Document1 pageAugust 05roland magoNo ratings yet
- Manpower ChecklistDocument1 pageManpower Checklistroland magoNo ratings yet
- January 05Document2 pagesJanuary 05roland magoNo ratings yet
- Roland Mago Mr. Tang HuaDocument2 pagesRoland Mago Mr. Tang Huaroland magoNo ratings yet
- August 04Document1 pageAugust 04roland magoNo ratings yet
- August 07Document1 pageAugust 07roland magoNo ratings yet
- IG 1 Book FinalDocument117 pagesIG 1 Book FinalAmir Khan100% (1)
- Overhead Crane: Maintenance ProgramDocument3 pagesOverhead Crane: Maintenance ProgramMuhammad RafiNo ratings yet
- Motorized Cable Reel Owner's Manual: Type Series HFI and HFIIDocument58 pagesMotorized Cable Reel Owner's Manual: Type Series HFI and HFIIMike PoseidonNo ratings yet
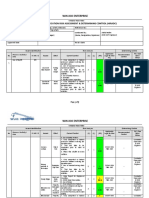
- Win Joo Enterprise: Hazard Identification Risk Assessment & Determining Control (Hiradc)Document8 pagesWin Joo Enterprise: Hazard Identification Risk Assessment & Determining Control (Hiradc)anas zubir100% (2)
- CSB: West Fertilizer FINAL ReportDocument267 pagesCSB: West Fertilizer FINAL ReportTexas Watch100% (1)
- MATERIAL SAFETY DATA SHEET 3M™ Novec ™ 1230 Fire Protection Fluid (FK-5-1-12)Document8 pagesMATERIAL SAFETY DATA SHEET 3M™ Novec ™ 1230 Fire Protection Fluid (FK-5-1-12)Juan LuisNo ratings yet
- CN7010 Project Safety ManagementDocument85 pagesCN7010 Project Safety ManagementShanmugambalu78% (9)
- Qualification Procedure No. 4: SSPC: The Society For Protective CoatingsDocument8 pagesQualification Procedure No. 4: SSPC: The Society For Protective CoatingsRinush SinagaNo ratings yet
- DE-CORP-811 ASTM D3686 - 13 Standard Practice For Sampling Atmospheres To Collect Organica Compound VaporsDocument7 pagesDE-CORP-811 ASTM D3686 - 13 Standard Practice For Sampling Atmospheres To Collect Organica Compound VaporsCiroNo ratings yet
- Knowledge, Attitude and Practice of Workers Towards Accident Prevention in A Selected Construction Company, Kano State, NigeriaDocument31 pagesKnowledge, Attitude and Practice of Workers Towards Accident Prevention in A Selected Construction Company, Kano State, NigeriaEditor IJTSRDNo ratings yet
- Health Safety AwarenessDocument186 pagesHealth Safety AwarenessHarthwell Capistrano100% (1)
- Safety SupervisorDocument2 pagesSafety Supervisorapi-77775396No ratings yet
- Mechanical Component and MaintenanceDocument182 pagesMechanical Component and MaintenanceZahid Pocie100% (5)
- Accident Prevention SignsDocument6 pagesAccident Prevention SignsJaned PerwiraNo ratings yet
- Personal Protective Equipment: Healthcare WorkersDocument25 pagesPersonal Protective Equipment: Healthcare WorkerseastNo ratings yet
- Justrite Redbook 2018Document42 pagesJustrite Redbook 2018Tina MdaNo ratings yet
- Kub M108S TM 06070006Document228 pagesKub M108S TM 06070006Wee Chuan PoonNo ratings yet
- Osha 30Document49 pagesOsha 30juliki1No ratings yet
- OSHA3404laboratory Safety Guidance PDFDocument52 pagesOSHA3404laboratory Safety Guidance PDFHiwa MohammedNo ratings yet
- Model 125: Users' ManualDocument35 pagesModel 125: Users' ManualekasoecitNo ratings yet
- Safety& Health Program: (Topserve Service Solutions, Inc.)Document13 pagesSafety& Health Program: (Topserve Service Solutions, Inc.)Kent Benedict CabucosNo ratings yet
- Wright HD356B LHD Operating and Maintenance NEWDocument113 pagesWright HD356B LHD Operating and Maintenance NEWChester Dalitso Mwanza50% (2)
- OSHA Act 2004Document3 pagesOSHA Act 2004Keith SpencerNo ratings yet
- MANAGEMENT MCQsDocument52 pagesMANAGEMENT MCQsCO1I Shweta KidileNo ratings yet
- What Is ASME B30.30, and How Does It Apply To Wire Rope InspectionDocument22 pagesWhat Is ASME B30.30, and How Does It Apply To Wire Rope InspectionAfzaalUmairNo ratings yet
- Occupational Health - Lavoratori - Occupational Safety and Health - Wikipedia, The Free Encyclopedia PDFDocument12 pagesOccupational Health - Lavoratori - Occupational Safety and Health - Wikipedia, The Free Encyclopedia PDFsaospieNo ratings yet
- Assessing Risk Asimplified Methodology For Prejob Planning in Oil and Gas ProductionDocument8 pagesAssessing Risk Asimplified Methodology For Prejob Planning in Oil and Gas Productionkenoly123No ratings yet
- Introduction & Understanding of OshaDocument60 pagesIntroduction & Understanding of OshabenonNo ratings yet
- Component Maintenance Manual With Illustrated Parts List Main Brake AssemblyDocument128 pagesComponent Maintenance Manual With Illustrated Parts List Main Brake AssemblyCrobond6 KingNo ratings yet
- Modern Management: Concepts and Skills: Fifteenth Edition, Global EditionDocument29 pagesModern Management: Concepts and Skills: Fifteenth Edition, Global EditionnotsaudNo ratings yet
- Guidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisFrom EverandGuidelines for Initiating Events and Independent Protection Layers in Layer of Protection AnalysisRating: 5 out of 5 stars5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- A Complete Guide to Safety Officer Interview Questions and AnswersFrom EverandA Complete Guide to Safety Officer Interview Questions and AnswersRating: 4 out of 5 stars4/5 (1)
- Workbook to Accompany Maintenance & Reliability Best PracticesFrom EverandWorkbook to Accompany Maintenance & Reliability Best PracticesRating: 3.5 out of 5 stars3.5/5 (3)
- Guidelines for Auditing Process Safety Management SystemsFrom EverandGuidelines for Auditing Process Safety Management SystemsNo ratings yet
- Rules of Thumb for Maintenance and Reliability EngineersFrom EverandRules of Thumb for Maintenance and Reliability EngineersRating: 4.5 out of 5 stars4.5/5 (12)
- Fire Fighting Pumping Systems at Industrial FacilitiesFrom EverandFire Fighting Pumping Systems at Industrial FacilitiesRating: 4.5 out of 5 stars4.5/5 (3)
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- Healthy Buildings: How Indoor Spaces Drive Performance and ProductivityFrom EverandHealthy Buildings: How Indoor Spaces Drive Performance and ProductivityRating: 5 out of 5 stars5/5 (2)
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet
- Epidemiology and Demography in Public HealthFrom EverandEpidemiology and Demography in Public HealthJaphet KillewoRating: 5 out of 5 stars5/5 (1)
- Culture, Health and Illness: An Introduction for Health ProfessionalsFrom EverandCulture, Health and Illness: An Introduction for Health ProfessionalsNo ratings yet
- Plutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersFrom EverandPlutopia: Nuclear Families, Atomic Cities, and the Great Soviet and American Plutonium DisastersRating: 4 out of 5 stars4/5 (32)
- The ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemFrom EverandThe ISO 45001:2018 Implementation Handbook: Guidance on Building an Occupational Health and Safety Management SystemNo ratings yet
- Handbook of Hazardous Chemical PropertiesFrom EverandHandbook of Hazardous Chemical PropertiesRating: 5 out of 5 stars5/5 (1)
- The Invisible Rainbow: A History of Electricity and LifeFrom EverandThe Invisible Rainbow: A History of Electricity and LifeRating: 4.5 out of 5 stars4.5/5 (21)
- Handbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesFrom EverandHandbook of Fire and Explosion Protection Engineering Principles: for Oil, Gas, Chemical and Related FacilitiesRating: 4.5 out of 5 stars4.5/5 (2)
- Incidents That Define Process SafetyFrom EverandIncidents That Define Process SafetyNo ratings yet
- Nutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeFrom EverandNutritional and Therapeutic Interventions for Diabetes and Metabolic SyndromeNo ratings yet
- A Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesFrom EverandA Poison Like No Other: How Microplastics Corrupted Our Planet and Our BodiesRating: 5 out of 5 stars5/5 (1)
- Practical Industrial Safety, Risk Assessment and Shutdown SystemsFrom EverandPractical Industrial Safety, Risk Assessment and Shutdown SystemsRating: 4 out of 5 stars4/5 (11)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Redefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesFrom EverandRedefining Work Health and Safety: Systems, Strategies, and Progressive ApproachesNo ratings yet