You might also like
- Design_and_manufacturing_of_spiral_bevel_gears_usiDocument11 pagesDesign_and_manufacturing_of_spiral_bevel_gears_usiducquan1501No ratings yet
- Tsiafis 2018 IOP Conf. Ser. Mater. Sci. Eng. 393 012066Document11 pagesTsiafis 2018 IOP Conf. Ser. Mater. Sci. Eng. 393 012066QC Gishnu Gears Unit IINo ratings yet
- Non Circular GearsDocument10 pagesNon Circular GearsihaNo ratings yet
- GearsDocument46 pagesGearsNarender NarruNo ratings yet
- Effects of The Hob Cutter Regrinding PDFDocument13 pagesEffects of The Hob Cutter Regrinding PDFdanielk32No ratings yet
- Project PPT On Effect of Parameters On Bending and Contact Stresses Developed in GearsDocument21 pagesProject PPT On Effect of Parameters On Bending and Contact Stresses Developed in GearsHrushikesh S BharadwajNo ratings yet
- Computer Modeling of Rack-Generated Spur Gears: KnorrDocument10 pagesComputer Modeling of Rack-Generated Spur Gears: KnorrRobin MachargNo ratings yet
- Hypoid Gears With Involute Teeth: David B. DoonerDocument6 pagesHypoid Gears With Involute Teeth: David B. DoonerLibardo Cardenas PNo ratings yet
- Face Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannDocument8 pagesFace Gears: Geometry and Strength: Ulrich Kissling and Stefan BeermannosaniamecNo ratings yet
- Gear ShavingDocument6 pagesGear ShavingRuchira Chanda InduNo ratings yet
- Profile Correction of A Helical Gear Shaping CutterDocument11 pagesProfile Correction of A Helical Gear Shaping Cutterdanielk32No ratings yet
- Analytical Geometry of Straight Conical Involute GearsDocument15 pagesAnalytical Geometry of Straight Conical Involute GearsJoy JungNo ratings yet
- Tribology Aspects in Angular Transmission Systems: Hypoid GearsDocument7 pagesTribology Aspects in Angular Transmission Systems: Hypoid GearspiruumainNo ratings yet
- Parametric Stress Analysis of Spiral Bevel Gear Using Ansys PDFDocument8 pagesParametric Stress Analysis of Spiral Bevel Gear Using Ansys PDFJuanCa BarbosaNo ratings yet
- Tooth Wear Effects On Spur Gear Dynamics: Jozef Wojnarowski, Valentin OnishchenkoDocument18 pagesTooth Wear Effects On Spur Gear Dynamics: Jozef Wojnarowski, Valentin OnishchenkoCan CemreNo ratings yet
- Design of Spur GearDocument67 pagesDesign of Spur GearShubham DhurjadNo ratings yet
- Analysis of Stress and Deflection of Spur Gear by Using New Analytical Method Based On Taguchi Method and Finite Element AnalysisDocument7 pagesAnalysis of Stress and Deflection of Spur Gear by Using New Analytical Method Based On Taguchi Method and Finite Element AnalysisEditor IJTSRDNo ratings yet
- Design and Performance of Gear Pumps With A Non-Involute Tooth ProfileDocument13 pagesDesign and Performance of Gear Pumps With A Non-Involute Tooth ProfileMorteza ShakerienNo ratings yet
- Determination of Surface Singularities of A Cycloidal Gear Drive With Inner MeshingDocument15 pagesDetermination of Surface Singularities of A Cycloidal Gear Drive With Inner MeshingtashanzhiyuNo ratings yet
- 1 s2.0 S0094114X23000137 MainDocument30 pages1 s2.0 S0094114X23000137 MainLucas Araujo de AlmeidaNo ratings yet
- Parametric Modelling of Straight Bevel Gearing System and Analyze The Forces and Stresses by Analytical ApproachDocument5 pagesParametric Modelling of Straight Bevel Gearing System and Analyze The Forces and Stresses by Analytical ApproachseventhsensegroupNo ratings yet
- A Crowning Achievement For Automotive ApplicationsDocument10 pagesA Crowning Achievement For Automotive ApplicationsCan CemreNo ratings yet
- AGMA Technical PaperDocument14 pagesAGMA Technical PaperLuis TestaNo ratings yet
- Research ArticleDocument9 pagesResearch ArticleADII 2701No ratings yet
- Rating of Asymmetric Tooth Gears: Alex L. Kapelevich and Yuriy V. ShekhtmanDocument6 pagesRating of Asymmetric Tooth Gears: Alex L. Kapelevich and Yuriy V. ShekhtmanDavide MaranoNo ratings yet
- Gear OptimizationDocument8 pagesGear OptimizationGogyNo ratings yet
- TV 25 2018 2 643 648Document6 pagesTV 25 2018 2 643 648QC Gishnu Gears Unit IINo ratings yet
- 625 1Document12 pages625 1tuongnvNo ratings yet
- Sheng Et Al 2021 Geometry and Design of Spur Gear Drive Associated With Low Sliding RatioDocument12 pagesSheng Et Al 2021 Geometry and Design of Spur Gear Drive Associated With Low Sliding RatioluuthuanNo ratings yet
- Static and Dynamic Transmissin Error in Spur GearsDocument5 pagesStatic and Dynamic Transmissin Error in Spur GearsKrishna PrasadNo ratings yet
- Load Sharing Based Fillet Stress Analysis of Involute Helical GearsDocument5 pagesLoad Sharing Based Fillet Stress Analysis of Involute Helical GearsR Prabhu SekarNo ratings yet
- Synthesis and Analysis of Plastic Curved Facewidth Spur GearsDocument9 pagesSynthesis and Analysis of Plastic Curved Facewidth Spur GearsMarilena MereutaNo ratings yet
- Design and Performance Analysis of Helical Gear For Al and Steel Material by Using AnsysDocument10 pagesDesign and Performance Analysis of Helical Gear For Al and Steel Material by Using AnsysankNo ratings yet
- DME AllDocument36 pagesDME AllBashu Dev SanjelNo ratings yet
- Research Article Design and Investigation of An Asymmetric Logarithmic Spiral Gear DriveDocument15 pagesResearch Article Design and Investigation of An Asymmetric Logarithmic Spiral Gear DriveAHMED WALIDNo ratings yet
- Converção de Valores AGMA - ISO - ArtigoDocument8 pagesConverção de Valores AGMA - ISO - ArtigoWagner AbreuNo ratings yet
- Tooth Contact Analysis and Manufacturing of Dual Lead Worm Gears in ISO Type IDocument13 pagesTooth Contact Analysis and Manufacturing of Dual Lead Worm Gears in ISO Type Ivignesh seenirajNo ratings yet
- Safarov 2019 J. Phys. Conf. Ser. 1260 032034Document11 pagesSafarov 2019 J. Phys. Conf. Ser. 1260 032034DAN CARLO AMBROCENo ratings yet
- Bevel ExplanationDocument4 pagesBevel ExplanationVarun VaidyaNo ratings yet
- Robust Gear Transmission Error DesignDocument6 pagesRobust Gear Transmission Error DesignVijay KarmaNo ratings yet
- Transient Stress Analysis On Spur GearDocument8 pagesTransient Stress Analysis On Spur GearPrithviraj DagaNo ratings yet
- Cycloid Drive - Replaced by Planocentric Involute GearingDocument6 pagesCycloid Drive - Replaced by Planocentric Involute GearingMax GrandeNo ratings yet
- Zeng-Aday2018 Article WaveletApplicationResearchOnTo PDFDocument10 pagesZeng-Aday2018 Article WaveletApplicationResearchOnTo PDFBinay AkhuriNo ratings yet
- Bending Load Capacity Enhancement Using Asymmetric Tooth ProfilesDocument7 pagesBending Load Capacity Enhancement Using Asymmetric Tooth ProfilesJavier Antonio Cardenas OliverosNo ratings yet
- Performance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisFrom EverandPerformance-Based Gear Metrology: Kinematic - Transmission - Error Computation and DiagnosisNo ratings yet
- Research Article: Tooth Surface Modification For Helical Gear Pairs Considering Mesh Misalignment ToleranceDocument13 pagesResearch Article: Tooth Surface Modification For Helical Gear Pairs Considering Mesh Misalignment Toleranceranim najibNo ratings yet
- International Journal of Computational Engineering Research (IJCER)Document7 pagesInternational Journal of Computational Engineering Research (IJCER)International Journal of computational Engineering research (IJCER)No ratings yet
- ME 322 Machine Design Gear and Bearing Design PrinciplesDocument13 pagesME 322 Machine Design Gear and Bearing Design PrinciplesVishak ReguNo ratings yet
- Stress Analysis of a Ring gear of Planetary GearboxDocument7 pagesStress Analysis of a Ring gear of Planetary GearboxramkumarNo ratings yet
- 1 s2.0 S0307904X1300379X MainDocument10 pages1 s2.0 S0307904X1300379X MainPradita FirmansyahNo ratings yet
- Gear Trains: Qassim University Unayzah College of Engineering Mechanical Engineering DeptDocument42 pagesGear Trains: Qassim University Unayzah College of Engineering Mechanical Engineering DeptDanialNo ratings yet
- Algo For Involute Octoidal Bevel Gear GenerationDocument9 pagesAlgo For Involute Octoidal Bevel Gear GenerationTanmay MathurNo ratings yet
- 2 Gear BasicsDocument6 pages2 Gear BasicsMohamed Adel RizkNo ratings yet
- Cycloid Drive - Replaced by Planocentric Involute Gearing PDFDocument6 pagesCycloid Drive - Replaced by Planocentric Involute Gearing PDFMax GrandeNo ratings yet
- Experimental Measurement and Numerical Validation of Single Tooth Stiffness For Involute Spur GearsDocument9 pagesExperimental Measurement and Numerical Validation of Single Tooth Stiffness For Involute Spur GearsRudolph ScheepersNo ratings yet
- A Mathematical Model For Parametric Tooth Profile of Spur GearsDocument12 pagesA Mathematical Model For Parametric Tooth Profile of Spur GearsDejan AntanasijevicNo ratings yet
- Bevel GearDocument28 pagesBevel Gearmahesh kitturNo ratings yet
- Gears Design With Shape Uncertainties Using Monte Carlo SimulationsDocument14 pagesGears Design With Shape Uncertainties Using Monte Carlo SimulationsZvonko TNo ratings yet
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Universal Joints: in This SectionDocument12 pagesUniversal Joints: in This SectionBurak KoyuncuogluNo ratings yet
- IEEERAL 20-1351 Final SubmissionDocument8 pagesIEEERAL 20-1351 Final SubmissionBurak KoyuncuogluNo ratings yet
- Ijett V38P253Document7 pagesIjett V38P253Burak KoyuncuogluNo ratings yet
- Flywheel Inspect SMCS 1156 040Document4 pagesFlywheel Inspect SMCS 1156 040Burak KoyuncuogluNo ratings yet
- 1150 Ewea2012Document11 pages1150 Ewea2012Burak KoyuncuogluNo ratings yet
- Hidrolik Urunler KataloguDocument33 pagesHidrolik Urunler KataloguBurak KoyuncuogluNo ratings yet
- 3314 Ijmech 11Document8 pages3314 Ijmech 11Burak KoyuncuogluNo ratings yet
- Bearing FitsDocument7 pagesBearing FitsBurak KoyuncuogluNo ratings yet
- Hydraulics Products Guide enDocument36 pagesHydraulics Products Guide enbee140676No ratings yet
- Positive Clutches Square - Jaw Clutch Spiral-Jaw Clutch Friction ClutchesDocument6 pagesPositive Clutches Square - Jaw Clutch Spiral-Jaw Clutch Friction ClutchesBurak KoyuncuogluNo ratings yet
- 1839-Article Text PDF-5402-1-10-20130303Document7 pages1839-Article Text PDF-5402-1-10-20130303ajay dattNo ratings yet
- 042 Mares M-FTDocument12 pages042 Mares M-FTBurak KoyuncuogluNo ratings yet
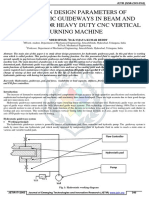
- Study On Design Parameters of Hydrostatic Guideways in Beam and Slide-Rest For Heavy Duty CNC Vertical Turning MachineDocument6 pagesStudy On Design Parameters of Hydrostatic Guideways in Beam and Slide-Rest For Heavy Duty CNC Vertical Turning MachineBurak KoyuncuogluNo ratings yet
- ''Smoothness of Maybach Dog Clutch Shift in The Automotive Gearbox''Document11 pages''Smoothness of Maybach Dog Clutch Shift in The Automotive Gearbox''thisisjineshNo ratings yet
- Involute Spiral Face Couplings and Gears: Design Approach and Manufacturing TechniqueDocument5 pagesInvolute Spiral Face Couplings and Gears: Design Approach and Manufacturing TechniqueBurak KoyuncuogluNo ratings yet
- Dynamic Analysis of Lathe Machine Tool: KeywordsDocument9 pagesDynamic Analysis of Lathe Machine Tool: KeywordsBurak KoyuncuogluNo ratings yet
- WEISS Produktkatalog en WebDocument220 pagesWEISS Produktkatalog en WebBurak KoyuncuogluNo ratings yet
- 1839-Article Text PDF-5402-1-10-20130303Document7 pages1839-Article Text PDF-5402-1-10-20130303ajay dattNo ratings yet
- Types of Clutches ExplainedDocument12 pagesTypes of Clutches ExplainedvijayNo ratings yet
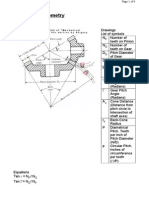
- Bevel Gear GeometryDocument4 pagesBevel Gear GeometryNawaz JaswalNo ratings yet
- KHK Bevel GearsDocument34 pagesKHK Bevel GearsBurak KoyuncuogluNo ratings yet
- 9.7 - Calculation For Standard Straight Bevel Gear - TechnicalData - KGSTOCKGEARS PDFDocument2 pages9.7 - Calculation For Standard Straight Bevel Gear - TechnicalData - KGSTOCKGEARS PDFJm DaguimolNo ratings yet
- Bevel Gear InstallationDocument10 pagesBevel Gear InstallationvishalNo ratings yet
- Bevel Gears PDFDocument21 pagesBevel Gears PDFilijakljNo ratings yet
- Jessy Cusack Thesis FinalDocument147 pagesJessy Cusack Thesis FinalBurak KoyuncuogluNo ratings yet
- Bevel Gears PDFDocument21 pagesBevel Gears PDFilijakljNo ratings yet
- 042 Mares M-FTDocument12 pages042 Mares M-FTBurak KoyuncuogluNo ratings yet
- American Chains OnDocument31 pagesAmerican Chains OnmichaelNo ratings yet
- WEISS Produktkatalog en WebDocument220 pagesWEISS Produktkatalog en WebBurak KoyuncuogluNo ratings yet
- Alcohols, Phenols and Ethers Worksheet Answer Grade 12Document6 pagesAlcohols, Phenols and Ethers Worksheet Answer Grade 12sethu100% (1)
- SteganographyDocument13 pagesSteganographyIgloo JainNo ratings yet
- Guide For Scavenge InspectionDocument36 pagesGuide For Scavenge InspectionNeelakantan SankaranarayananNo ratings yet
- IP46 - Guide To Use BAPCO WPS & Welding ProceduresDocument4 pagesIP46 - Guide To Use BAPCO WPS & Welding ProceduressajiNo ratings yet
- Maintenance Recommendations: Operation and Maintenance ManualDocument10 pagesMaintenance Recommendations: Operation and Maintenance ManualAmy Nur SNo ratings yet
- Requirements Elicitation and AnalysisDocument74 pagesRequirements Elicitation and AnalysisSadam GebiNo ratings yet
- 384 TungaloyDocument32 pages384 Tungaloyp.designNo ratings yet
- PEA ClocksDocument50 pagesPEA ClocksSuresh Reddy PolinatiNo ratings yet
- Unit Testing in Delphi by Nick Hodges 110214Document36 pagesUnit Testing in Delphi by Nick Hodges 110214air4gbNo ratings yet
- A Framework For Transforming Artifacts From Data Flow Diagrams ToDocument7 pagesA Framework For Transforming Artifacts From Data Flow Diagrams Tow_mahmudNo ratings yet
- Waterproof BoxDocument129 pagesWaterproof BoxVenkata Narayana BoddapatiNo ratings yet
- Energy Criteria in GRIHA PDFDocument71 pagesEnergy Criteria in GRIHA PDFAnisha Prakash100% (1)
- CH 3Document19 pagesCH 3Abhishek GiriNo ratings yet
- ME4111 Engineering and Mechanical PrinciplesDocument5 pagesME4111 Engineering and Mechanical PrinciplesEdvard StarcevNo ratings yet
- Kill Sheet CalculationsDocument16 pagesKill Sheet CalculationsYash SinghNo ratings yet
- Design of Rigid Pavement CC Road With M30Document2 pagesDesign of Rigid Pavement CC Road With M30Yedla Neelakanteshwar100% (3)
- It Tigear2Document2 pagesIt Tigear2rrobles011No ratings yet
- Influence of Ring-Stiffeners On Buckling Behavior of Pipelines UnderDocument16 pagesInfluence of Ring-Stiffeners On Buckling Behavior of Pipelines UnderSUBHASHNo ratings yet
- Mste 3.0 Plane Geometry Hand OutsDocument8 pagesMste 3.0 Plane Geometry Hand OutsJasmine MartinezNo ratings yet
- 11 Risks and Rates of Return KEYDocument12 pages11 Risks and Rates of Return KEYkNo ratings yet
- Malpresentation and MalpositionDocument33 pagesMalpresentation and MalpositionPeprah Ondiba100% (1)
- Science8 Q2 Module3 (Week6)Document30 pagesScience8 Q2 Module3 (Week6)Mary Grace Lemon100% (1)
- Pioneer Deh-1300 1350 1390mpDocument71 pagesPioneer Deh-1300 1350 1390mpJorge LavezziNo ratings yet
- Cork Properties Capabilities and ApplicationsDocument22 pagesCork Properties Capabilities and ApplicationsVijay AnandNo ratings yet
- Mic 2282Document10 pagesMic 2282mariusz sNo ratings yet
- Chapter 13: The Electronic Spectra of ComplexesDocument42 pagesChapter 13: The Electronic Spectra of ComplexesAmalia AnggreiniNo ratings yet
- Properties of Common Liquids Solids and Foods 2Document2 pagesProperties of Common Liquids Solids and Foods 2Šhëënà de LeonNo ratings yet
- Thinsat®300 Installation and User'S Manual: Thinkom Solutions, IncDocument39 pagesThinsat®300 Installation and User'S Manual: Thinkom Solutions, IncHiep Mai Van100% (1)
- Arm Assembly Language ProgrammingDocument170 pagesArm Assembly Language ProgrammingAnup Kumar Yadav100% (4)
- Booklet Momentum BWFDocument22 pagesBooklet Momentum BWFReem AshrafNo ratings yet