You might also like
- Surface Treatment of Powder Material by Metal Coatings - Study of Corrosion PropertiesDocument6 pagesSurface Treatment of Powder Material by Metal Coatings - Study of Corrosion PropertiesVaibhav Sharad DhandeNo ratings yet
- Investigating Corrosion Processes in TheDocument13 pagesInvestigating Corrosion Processes in TheAida VargasNo ratings yet
- Track Pore Matrixes For The Preparation of Co, Ni and Fe Nanowires: Electrodeposition and Their PropertiesDocument4 pagesTrack Pore Matrixes For The Preparation of Co, Ni and Fe Nanowires: Electrodeposition and Their PropertiesFaz ZacharyNo ratings yet
- Electrochemical SynthesisDocument12 pagesElectrochemical SynthesisArun MNo ratings yet
- PH On CopperDocument12 pagesPH On CopperNoura Nour ElshamsNo ratings yet
- Determination of Gold by Stripping Voltammetry in Platinum Gol 2014 ProcediaDocument4 pagesDetermination of Gold by Stripping Voltammetry in Platinum Gol 2014 ProcediavaleryNo ratings yet
- Cosido Chem Lab ReportDocument7 pagesCosido Chem Lab ReportVladimer CosidoNo ratings yet
- Influence of Titanium Oxide Films On Copper Nucleation During ElectrodepositionDocument12 pagesInfluence of Titanium Oxide Films On Copper Nucleation During Electrodepositionapi-19973331No ratings yet
- Electrodeposition of CoWP Film III. Effect of PH and TemperDocument10 pagesElectrodeposition of CoWP Film III. Effect of PH and TempermomenziNo ratings yet
- T Rasatti 1984Document10 pagesT Rasatti 1984lizethNo ratings yet
- Sun 1992Document9 pagesSun 1992NidhiNo ratings yet
- Corrosion Behaviour of Tinplate in SynthDocument11 pagesCorrosion Behaviour of Tinplate in SynthdouslasNo ratings yet
- Advanced Materials Letters: Accepted ManuscriptDocument14 pagesAdvanced Materials Letters: Accepted ManuscripttarquitaNo ratings yet
- JCIS HysteresisDocument9 pagesJCIS HysteresisShibsekhar RoyNo ratings yet
- The Anodic Dissolution Processes of Copper in Sodium Fluoride SolutionDocument10 pagesThe Anodic Dissolution Processes of Copper in Sodium Fluoride Solution戴海龙No ratings yet
- Electrolyzer Modules A) Unipolar and B) Bipolar Cell ConfigurationsDocument8 pagesElectrolyzer Modules A) Unipolar and B) Bipolar Cell ConfigurationsAnuj ShahiNo ratings yet
- Cicatrices Et Kinésithérapie Après Cancer Du Sein.Document5 pagesCicatrices Et Kinésithérapie Après Cancer Du Sein.Calloch DamienNo ratings yet
- Mössbauer Spectra and Electric Relaxation of Some Iron Bismuth Borate GlassesDocument13 pagesMössbauer Spectra and Electric Relaxation of Some Iron Bismuth Borate GlassesAJER JOURNALNo ratings yet
- 2007 A Model For The Silver-Zinc Battery During High Rates of DischargeDocument12 pages2007 A Model For The Silver-Zinc Battery During High Rates of DischargeNatasha NatyNo ratings yet
- Gold Electrowinning From Diluted Cyanide LiquorsDocument12 pagesGold Electrowinning From Diluted Cyanide LiquorsLuis BarboNo ratings yet
- Sintesis Serbuk Tembaga Dengan Metode Elektrolisis: Studi Perilaku Elektrokimia Dan Karakaterisasi SerbukDocument10 pagesSintesis Serbuk Tembaga Dengan Metode Elektrolisis: Studi Perilaku Elektrokimia Dan Karakaterisasi SerbukOnggy Aries SekaNo ratings yet
- AC Electrodeposition of Amorphous CoP Nanowires Embedded in An Alumina TemplateDocument5 pagesAC Electrodeposition of Amorphous CoP Nanowires Embedded in An Alumina Templatefardin65No ratings yet
- 2001 JSCSDocument9 pages2001 JSCSPerica PaunovicNo ratings yet
- 12 PDFDocument5 pages12 PDFAngel JonNo ratings yet
- DanilovDocument6 pagesDanilovNguyễn Duy LongNo ratings yet
- A Seminar On Electrolytic Production of Metallic Powder: Prepared By: Darshit Fadadu ROLL NO: 938Document13 pagesA Seminar On Electrolytic Production of Metallic Powder: Prepared By: Darshit Fadadu ROLL NO: 938Devashish JoshiNo ratings yet
- Magnetically-Induced Flow During ElectropolishingDocument6 pagesMagnetically-Induced Flow During Electropolishingmohammadreza hajialiNo ratings yet
- Corrosion Resistance and Microstructure of Electrodeposited Nickel - Cobalt Alloy CoatingsDocument10 pagesCorrosion Resistance and Microstructure of Electrodeposited Nickel - Cobalt Alloy CoatingsHaydee VNo ratings yet
- Corrosion Behavior of Copper at Elevated Temperature: Int. J. Electrochem. Sci., 7 (2012) 7902 - 7914Document13 pagesCorrosion Behavior of Copper at Elevated Temperature: Int. J. Electrochem. Sci., 7 (2012) 7902 - 7914idanfriNo ratings yet
- Synthesis of Amorphous Fe O Nanoparticles by Microwave IrradiationDocument6 pagesSynthesis of Amorphous Fe O Nanoparticles by Microwave IrradiationMamata ManjariNo ratings yet
- Electrometallurgy: Electrochemical, Economic and Environmental (3e) AspectsDocument11 pagesElectrometallurgy: Electrochemical, Economic and Environmental (3e) AspectsEdon BediNo ratings yet
- Corrosion of Copper Tubes XPS ET Mécanism 23Document13 pagesCorrosion of Copper Tubes XPS ET Mécanism 23chérifa boulechfarNo ratings yet
- Elec Opt4Document8 pagesElec Opt4Anjan GhoshNo ratings yet
- Influence of Current Density On Microstructure of Pulse Electrodeposited Tin CoatingsDocument11 pagesInfluence of Current Density On Microstructure of Pulse Electrodeposited Tin CoatingsSeyed Mohsen AdyaniNo ratings yet
- Micro System Technologies 2008 VDocument9 pagesMicro System Technologies 2008 VOmar ReynosoNo ratings yet
- 2007 Eletrodeposição ZN GomesDocument10 pages2007 Eletrodeposição ZN GomesJuliermes CarvalhoNo ratings yet
- Preparation and Characterisation of Electrodeposited AmorphDocument8 pagesPreparation and Characterisation of Electrodeposited AmorphmomenziNo ratings yet
- Introduction To Electrolysis: 2H 0 + 2SO 2H SO + 0Document14 pagesIntroduction To Electrolysis: 2H 0 + 2SO 2H SO + 0Priyadarshi MNo ratings yet
- Structure Ferroelectric Properties and Magnetic Properties of TDocument5 pagesStructure Ferroelectric Properties and Magnetic Properties of TAryan BajajNo ratings yet
- Tin Dioxide: Trends in Metal Oxide Thin Films: Syn-Thesis and Applications of Tin OxideDocument18 pagesTin Dioxide: Trends in Metal Oxide Thin Films: Syn-Thesis and Applications of Tin OxideqayesNo ratings yet
- Wo3 NanorodsDocument6 pagesWo3 NanorodsinfinitopNo ratings yet
- JP - ACS - Photoelectric Energy Conversion of Plasmon-Generated Hot Carriers in Metal-Insulator-Semiconductor StructuresDocument8 pagesJP - ACS - Photoelectric Energy Conversion of Plasmon-Generated Hot Carriers in Metal-Insulator-Semiconductor StructuresDr-Mandeep SinghNo ratings yet
- Segregation Effects Iii Welded Stairless Steels: Pinstech/Npd-121Document26 pagesSegregation Effects Iii Welded Stairless Steels: Pinstech/Npd-121Lenin CórdovaNo ratings yet
- Gold and Silver Micro-Wire Electrodes For Trace Analysis of MetalsDocument9 pagesGold and Silver Micro-Wire Electrodes For Trace Analysis of Metalsmaster antares fernandezNo ratings yet
- Schiavi Electrochemical-Synthesis 2019Document8 pagesSchiavi Electrochemical-Synthesis 2019kkamolvisitNo ratings yet
- The Effect of Antimony Presence in Anodic Copper On Kinetics and Mechanism of Anodic Dissolution and Cathodic Deposition of CopperDocument8 pagesThe Effect of Antimony Presence in Anodic Copper On Kinetics and Mechanism of Anodic Dissolution and Cathodic Deposition of CopperEugenia Araneda HernandezNo ratings yet
- Electroplating Lab FinalDocument10 pagesElectroplating Lab Finalanak gamerNo ratings yet
- Chemistry Investigatory Project 1Document16 pagesChemistry Investigatory Project 1Shubhankar Oad100% (1)
- The Effect of Alloying and of The Structure On Active-Passive Transition Potential Range of 17% Chromium Ferritic Stainless SteelsDocument6 pagesThe Effect of Alloying and of The Structure On Active-Passive Transition Potential Range of 17% Chromium Ferritic Stainless SteelsBANUNo ratings yet
- Hybrid Metal FoamsDocument11 pagesHybrid Metal FoamsSEP-PublisherNo ratings yet
- Electroslag Remelting: A Process Overview: Elektropretaljevanje Pod @lindro - Pregled ProcesaDocument9 pagesElectroslag Remelting: A Process Overview: Elektropretaljevanje Pod @lindro - Pregled ProcesaChaitanya DattaNo ratings yet
- Mathematical Modeling For Corrosion AnalysisDocument12 pagesMathematical Modeling For Corrosion AnalysisRaees MazharNo ratings yet
- Arh PDFDocument9 pagesArh PDFMin HanNo ratings yet
- Electrochemical Cleaningof Artificially Tarnished SilverDocument11 pagesElectrochemical Cleaningof Artificially Tarnished SilverRahmi Nur Anisah Nasution 2003114489No ratings yet
- 10 1016@j Corsci 2014 07 001Document32 pages10 1016@j Corsci 2014 07 001uocmogiandi_aNo ratings yet
- Unit-3 Chemical MethodsDocument99 pagesUnit-3 Chemical MethodsAkshay NachappaNo ratings yet
- Pyrite and Chalcopyrite, Liu, ME, 2010Document7 pagesPyrite and Chalcopyrite, Liu, ME, 2010María Pía Arancibia BravoNo ratings yet
- Cobalt Ferrite Nanoparticlesfor Supercapacitor ApplicationDocument4 pagesCobalt Ferrite Nanoparticlesfor Supercapacitor Applicationtruthmakeruni9752No ratings yet
- Dielectric and AC Conductivity Studies in Alkali Doped Vanadophosphate GlassesDocument8 pagesDielectric and AC Conductivity Studies in Alkali Doped Vanadophosphate GlassesTI Journals PublishingNo ratings yet
- 2020 CrestDocument44 pages2020 CrestPerica PaunovicNo ratings yet
- 2019 ElsDocument14 pages2019 ElsPerica PaunovicNo ratings yet
- 2020 BCCDocument8 pages2020 BCCPerica PaunovicNo ratings yet
- 2020 Mats AsmeDocument6 pages2020 Mats AsmePerica PaunovicNo ratings yet
- 2006 EaDocument8 pages2006 EaPerica PaunovicNo ratings yet
- 2007 EaDocument9 pages2007 EaPerica PaunovicNo ratings yet
- Modifications For The Improvement of Catalyst Materials For Hydrogen EvolutionDocument17 pagesModifications For The Improvement of Catalyst Materials For Hydrogen EvolutionPerica PaunovicNo ratings yet
- 2001 JSCSDocument9 pages2001 JSCSPerica PaunovicNo ratings yet
- 2001 JSCSDocument9 pages2001 JSCSPerica PaunovicNo ratings yet
- 2017 JeceDocument10 pages2017 JecePerica PaunovicNo ratings yet
- 2005 MjcceDocument9 pages2005 MjccePerica PaunovicNo ratings yet
- 6 Paunovich 149 160Document12 pages6 Paunovich 149 160Perica PaunovicNo ratings yet
- Modifications For The Improvement of Catalyst Materials For Hydrogen EvolutionDocument17 pagesModifications For The Improvement of Catalyst Materials For Hydrogen EvolutionPerica PaunovicNo ratings yet
- 2001 JSCSDocument9 pages2001 JSCSPerica PaunovicNo ratings yet
- Global Talent MonitorDocument30 pagesGlobal Talent Monitornitinsoni807359No ratings yet
- Intro To Psychological AssessmentDocument7 pagesIntro To Psychological AssessmentKian La100% (1)
- Covid-19 Mitigation PlanDocument8 pagesCovid-19 Mitigation PlanEkum EdunghuNo ratings yet
- Organogram - Qa / QC: Srinivasan SrinivasanDocument4 pagesOrganogram - Qa / QC: Srinivasan SrinivasanGowtham VenkatNo ratings yet
- CONTROLTUB - Controle de Juntas - New-Flare-Piping-Joints-ControlDocument109 pagesCONTROLTUB - Controle de Juntas - New-Flare-Piping-Joints-ControlVss SantosNo ratings yet
- Heat Transfer ExampleDocument4 pagesHeat Transfer Examplekero_the_heroNo ratings yet
- Soil SSCDocument11 pagesSoil SSCvkjha623477No ratings yet
- 107 2021 High Speed Rail Corridor RegDocument3 pages107 2021 High Speed Rail Corridor Rega siva sankarNo ratings yet
- CXC - Past - Paper - 2022 Solutions PDFDocument17 pagesCXC - Past - Paper - 2022 Solutions PDFDarren Fraser100% (1)
- DOWSIL™ 2-9034 Emulsion: Features & BenefitsDocument5 pagesDOWSIL™ 2-9034 Emulsion: Features & BenefitsLaban KantorNo ratings yet
- Business Plan Example - Little LearnerDocument26 pagesBusiness Plan Example - Little LearnerCourtney mcintosh100% (1)
- Q1. (A) The Diagram Shows A Microphone Being Used To Detect The Output From ADocument10 pagesQ1. (A) The Diagram Shows A Microphone Being Used To Detect The Output From ASivmi MalishaNo ratings yet
- Analysis of Pure Copper - A Comparison of Analytical MethodsDocument12 pagesAnalysis of Pure Copper - A Comparison of Analytical Methodsban bekasNo ratings yet
- Case Report CMV RetinitisDocument27 pagesCase Report CMV RetinitistaniamaulaniNo ratings yet
- 41 Assignment Worksheets For SchoolDocument26 pages41 Assignment Worksheets For Schoolsoinarana456No ratings yet
- 5SDD 71B0210Document4 pages5SDD 71B0210Merter TolunNo ratings yet
- Neurocisticercosis PDFDocument7 pagesNeurocisticercosis PDFFiorella Alexandra HRNo ratings yet
- Not Really A StoryDocument209 pagesNot Really A StorySwapnaNo ratings yet
- University of Puerto Rico at PonceDocument16 pagesUniversity of Puerto Rico at Ponceapi-583167359No ratings yet
- Comparative Pharmacology For AnesthetistDocument162 pagesComparative Pharmacology For AnesthetistGayatri PalacherlaNo ratings yet
- Assignment - Lab Accidents and PrecautionsDocument6 pagesAssignment - Lab Accidents and PrecautionsAnchu AvinashNo ratings yet
- Arsenal Strength Catalog 6.2-1Document41 pagesArsenal Strength Catalog 6.2-1Mohammed NavedNo ratings yet
- 208-Audit Checklist-Autoclave Operation - FinalDocument6 pages208-Audit Checklist-Autoclave Operation - FinalCherry Hope MistioNo ratings yet
- Appendix B - Distance Tables - Metric Units PDFDocument15 pagesAppendix B - Distance Tables - Metric Units PDFitisINo ratings yet
- Chapter Three Liquid Piping SystemDocument51 pagesChapter Three Liquid Piping SystemMelaku TamiratNo ratings yet
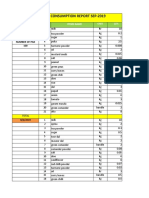
- Daily Staff Food Consumption Reports Sep-2019Document4 pagesDaily Staff Food Consumption Reports Sep-2019Manjit RawatNo ratings yet
- 7-Multiple RegressionDocument17 pages7-Multiple Regressionحاتم سلطانNo ratings yet
- Making Creams With Olive M 1000Document28 pagesMaking Creams With Olive M 1000Nicoleta Chiric0% (1)
- Intershield803 MDSDocument4 pagesIntershield803 MDSSahanNo ratings yet
- Maintenance Instructions, Parts Identification & Seal Kits For Series 2H / 2HD / 2HB & 3H / 3HD / 3HBDocument10 pagesMaintenance Instructions, Parts Identification & Seal Kits For Series 2H / 2HD / 2HB & 3H / 3HD / 3HBAtaa AssaadNo ratings yet
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Sodium Bicarbonate: Nature's Unique First Aid RemedyFrom EverandSodium Bicarbonate: Nature's Unique First Aid RemedyRating: 5 out of 5 stars5/5 (21)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Water-Based Paint Formulations, Vol. 3From EverandWater-Based Paint Formulations, Vol. 3Rating: 4.5 out of 5 stars4.5/5 (6)
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Phase Equilibria in Chemical EngineeringFrom EverandPhase Equilibria in Chemical EngineeringRating: 4 out of 5 stars4/5 (11)
- The Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Alkali Metals, Alkaline Earth Metals and Transition Metals | Children's Chemistry BookNo ratings yet
- The HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesFrom EverandThe HAZOP Leader's Handbook: How to Plan and Conduct Successful HAZOP StudiesNo ratings yet
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Fun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksFrom EverandFun Facts about Hydrogen : Chemistry for Kids The Element Series | Children's Chemistry BooksNo ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Lees' Process Safety Essentials: Hazard Identification, Assessment and ControlFrom EverandLees' Process Safety Essentials: Hazard Identification, Assessment and ControlRating: 4 out of 5 stars4/5 (4)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Distillation Design and Control Using Aspen SimulationFrom EverandDistillation Design and Control Using Aspen SimulationRating: 5 out of 5 stars5/5 (2)
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)
- The Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringFrom EverandThe Stress Analysis of Pressure Vessels and Pressure Vessel Components: International Series of Monographs in Mechanical EngineeringS. S. GillRating: 3.5 out of 5 stars3.5/5 (3)
- First U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86From EverandFirst U.K. National Conference on Heat Transfer: The Institution of Chemical Engineers Symposium Series, Volume 2.86No ratings yet
- Fundamentals of Risk Management for Process Industry EngineersFrom EverandFundamentals of Risk Management for Process Industry EngineersNo ratings yet
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Transport Phenomena in Heat and Mass TransferFrom EverandTransport Phenomena in Heat and Mass TransferJ.A. ReizesRating: 5 out of 5 stars5/5 (1)