You might also like
- Sctx6Arx6A: Remote Controller With Secen FunctionsDocument7 pagesSctx6Arx6A: Remote Controller With Secen FunctionsGebert TorresNo ratings yet
- SV-81 Rev02Document20 pagesSV-81 Rev02Mohid HossainNo ratings yet
- Service Manual: SV01-NHX40AX03-01E NHX4000 MSX-853 Axis Adjustment Procedure of Z-Axis Zero Return PositionDocument5 pagesService Manual: SV01-NHX40AX03-01E NHX4000 MSX-853 Axis Adjustment Procedure of Z-Axis Zero Return Positionmahdi elmay100% (3)
- Alignment & AdjustmentDocument18 pagesAlignment & AdjustmentJesús RamírezNo ratings yet
- Sbeg Omni-Rwy-11-29 Sid 20211104Document1 pageSbeg Omni-Rwy-11-29 Sid 20211104Fábio KastelamaryNo ratings yet
- SN54AHC05, SN74AHC05 Hex Inverters With Open-Drain Outputs: Description/ordering InformationDocument13 pagesSN54AHC05, SN74AHC05 Hex Inverters With Open-Drain Outputs: Description/ordering InformationStuxnetNo ratings yet
- Air Duct Inner PartsDocument1 pageAir Duct Inner Partseshopmanual limaNo ratings yet
- Verify The Gain Setting Through The SV Command Before Continuing!Document1 pageVerify The Gain Setting Through The SV Command Before Continuing!LUISNo ratings yet
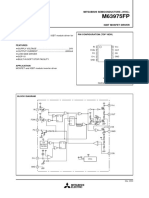
- M63975FPDocument5 pagesM63975FPnk7562527No ratings yet
- Easy9: Green Range of MCBS, Rccbs and Isolators Reliable Protection - Now Simplified!Document2 pagesEasy9: Green Range of MCBS, Rccbs and Isolators Reliable Protection - Now Simplified!chauhanrinkuNo ratings yet
- SV-81 Instruction Manual 使用說明書 Ver - 02Document16 pagesSV-81 Instruction Manual 使用說明書 Ver - 02Amjad HossenNo ratings yet
- SBGR Cgo 1g-Rwy-27l-27r - Sid - 20191107Document1 pageSBGR Cgo 1g-Rwy-27l-27r - Sid - 20191107Rodrigo HalzenthNo ratings yet
- SBST Rnp-Z-Rwy-35 Iac 20220324Document1 pageSBST Rnp-Z-Rwy-35 Iac 20220324Vinicius LinsNo ratings yet
- Service Manual: SV01-NHX40AX02-01E NHX4000 MSX-853 Axis Adjustment Procedure of Y-Axis Zero Return PositionDocument4 pagesService Manual: SV01-NHX40AX02-01E NHX4000 MSX-853 Axis Adjustment Procedure of Y-Axis Zero Return Positionmahdi elmayNo ratings yet
- Phonic - Powerpod 620 Plus v1 - SM PDFDocument37 pagesPhonic - Powerpod 620 Plus v1 - SM PDFWilliam Ricardo0% (1)
- SBCT Iac-Sbct-Vor-Rwy11 Iac 20150205 PDFDocument1 pageSBCT Iac-Sbct-Vor-Rwy11 Iac 20150205 PDFFelipe MotaNo ratings yet
- GPD 505 Technical Manual: MagnetekDocument151 pagesGPD 505 Technical Manual: MagnetekMa LhNo ratings yet
- SPG ReglerDocument1 pageSPG Reglerمراد احمدNo ratings yet
- UntitledDocument9 pagesUntitledAjay SahuNo ratings yet
- Briggs 170400 171400 176400Document2 pagesBriggs 170400 171400 176400Richie RichNo ratings yet
- RWY 17L / 17R Buvgu 1A (SID) : SorocabaDocument1 pageRWY 17L / 17R Buvgu 1A (SID) : Sorocabamike jackNo ratings yet
- Pt. Kingkata Kharisma Artha Pt. Padasa Enam Utama: Siti JuliasniDocument16 pagesPt. Kingkata Kharisma Artha Pt. Padasa Enam Utama: Siti JuliasniKingkataKA AutomationNo ratings yet
- Alpha 900 User Manual Rev9Document4 pagesAlpha 900 User Manual Rev9Fabio Martins100% (1)
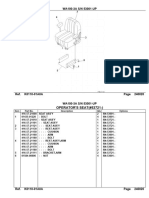
- Operator S Seat 53721Document1 pageOperator S Seat 53721angga setyawanNo ratings yet
- Procedure of Exchange S-TYPE INVERTER E (050804)Document4 pagesProcedure of Exchange S-TYPE INVERTER E (050804)Leonardo VelasquezNo ratings yet
- Adjustment Procedure of B-Axis Zero Return Position - Rotary Table SpecificationDocument4 pagesAdjustment Procedure of B-Axis Zero Return Position - Rotary Table Specificationmahdi elmayNo ratings yet
- PS2 Positioner Calibration ProcedureDocument6 pagesPS2 Positioner Calibration ProcedureSakthi Sekar Cbi100% (1)
- Ne555 DatasheetDocument31 pagesNe555 DatasheetEddy Cadena GrandaNo ratings yet
- VLB1T VBC1T W Ind Batt PDFDocument1 pageVLB1T VBC1T W Ind Batt PDFFitrax AprilNo ratings yet
- Manual Leviathan-V2.7Document20 pagesManual Leviathan-V2.7Javier GarciaNo ratings yet
- SBGR Ils-W-Rwy-28l Iac 20220908Document1 pageSBGR Ils-W-Rwy-28l Iac 20220908junior a,oiNo ratings yet
- SBCT - Omni Rwy 11 29 15 33 - Sid - 20231102Document1 pageSBCT - Omni Rwy 11 29 15 33 - Sid - 20231102Nivaldo FernandesNo ratings yet
- Rops Cab 2 3 Interior TrimDocument1 pageRops Cab 2 3 Interior Trimangga setyawanNo ratings yet
- Ds Sgsthompson Ne556 TimerDocument9 pagesDs Sgsthompson Ne556 TimerAguilaSolitariaNo ratings yet
- Variable Displacements Axial Piston Pumps: Edition: 06/06.2020 Replaces: MVP 05 T ADocument72 pagesVariable Displacements Axial Piston Pumps: Edition: 06/06.2020 Replaces: MVP 05 T ARidha AbbassiNo ratings yet
- BD FMP A1 TZ 015 F3015P Series Pro2.0 CEDocument15 pagesBD FMP A1 TZ 015 F3015P Series Pro2.0 CEVictor PATIÑONo ratings yet
- MT-554 10a OvpDocument1 pageMT-554 10a Ovpbadruz zamaniNo ratings yet
- WA320-5 S/N 60001-UP: Damper (Inner Parts)Document2 pagesWA320-5 S/N 60001-UP: Damper (Inner Parts)eshopmanual limaNo ratings yet
- Ne555 Sa555 - Se555Document20 pagesNe555 Sa555 - Se555Wasantha MunasinghaNo ratings yet
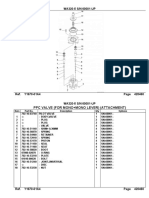
- PPC VALVE FOR MONO MONO LEVER - pdf1Document1 pagePPC VALVE FOR MONO MONO LEVER - pdf1eshopmanual limaNo ratings yet
- Sharp AR-M277-237-276-236 Part Catalog PDFDocument48 pagesSharp AR-M277-237-276-236 Part Catalog PDFmehdi_palangiNo ratings yet
- A Guia Completo Maca Énica Maquina Costura-1 (220-220)Document1 pageA Guia Completo Maca Énica Maquina Costura-1 (220-220)Marcos OlliveiraNo ratings yet
- Hitachi Seiki HITEC-TURN 20 25 Maintenance ManualDocument63 pagesHitachi Seiki HITEC-TURN 20 25 Maintenance ManualsunhuynhNo ratings yet
- GFx-BRO-001-E TornatechDocument4 pagesGFx-BRO-001-E TornatechIrcham MaulanaNo ratings yet
- Torque Chart For Snubber Capacitors: Capacitor Part # Voltage Rect/ Inver Torque/ BoltDocument2 pagesTorque Chart For Snubber Capacitors: Capacitor Part # Voltage Rect/ Inver Torque/ BoltwiyasatamaNo ratings yet
- YASKAWA AC Drive - J1000Document25 pagesYASKAWA AC Drive - J1000moskys.07No ratings yet
- Vacuum CBDocument56 pagesVacuum CBAngel MarinovNo ratings yet
- PPC Valve For AttachmentDocument1 pagePPC Valve For Attachmenteshopmanual limaNo ratings yet
- Official Inventory Form 2021 2Document2 pagesOfficial Inventory Form 2021 2JohnNo ratings yet
- MANUAL DE USUARIO LVHM MUST SOLAR - IMPROINDE New ModelDocument20 pagesMANUAL DE USUARIO LVHM MUST SOLAR - IMPROINDE New Modeljairsolano30No ratings yet
- Electrical Control Circuits ExplainedDocument16 pagesElectrical Control Circuits ExplainedManuelNo ratings yet
- Limpia ParabrisasDocument8 pagesLimpia Parabrisasluisjavier1820No ratings yet
- SBBV - Rnav Anlol 1a Rwy 08 - Sid - 20191107Document1 pageSBBV - Rnav Anlol 1a Rwy 08 - Sid - 20191107Rafael GeraldoNo ratings yet
- BL 5000SLX Parts Diagram QuickJackDocument1 pageBL 5000SLX Parts Diagram QuickJackjavierNo ratings yet
- Data Sheet Timer 555Document6 pagesData Sheet Timer 555RaulNo ratings yet
- SBSJ Vor-Z-Rwy-16 Iac 20230323Document1 pageSBSJ Vor-Z-Rwy-16 Iac 20230323Iasmin CamposNo ratings yet
- (IAC) Ils Z Rwy 35L: Alt, Elev, HGT: FT Dist: NM BRG: Mag VA/CHG: 06'WDocument1 page(IAC) Ils Z Rwy 35L: Alt, Elev, HGT: FT Dist: NM BRG: Mag VA/CHG: 06'WGuilherme Kazuo OgawaNo ratings yet
- Technical Service Bulletin: Hard To Start & Unstable Idle After Engine CrankingDocument2 pagesTechnical Service Bulletin: Hard To Start & Unstable Idle After Engine CrankingMichael TuiakhovNo ratings yet
- Mitel 415 and 430 System Manual Syd 0580Document266 pagesMitel 415 and 430 System Manual Syd 0580TatjanaNo ratings yet
- Activity Sheet in Reading and Writing - Properties of A Well-Written TextDocument3 pagesActivity Sheet in Reading and Writing - Properties of A Well-Written TextDianne Mae DagaNo ratings yet
- Courtney Wal SR Salesforce Developer ProfileDocument10 pagesCourtney Wal SR Salesforce Developer Profilekiran2710No ratings yet
- College Application Essay ExampleDocument3 pagesCollege Application Essay ExampleCristianNo ratings yet
- Ishmael (Moby-Dick) - WikipediaDocument8 pagesIshmael (Moby-Dick) - WikipediaAnas RafiNo ratings yet
- Grade 8 q3 m6Document6 pagesGrade 8 q3 m6SilvestrePariolanDionelaNo ratings yet
- Sahaba Ikram Quiz UrduDocument23 pagesSahaba Ikram Quiz Urduabdullahshaikh99100% (4)
- Silo Template SEODocument11 pagesSilo Template SEOesatporsuk2411No ratings yet
- Manner of Articulation (Translete)Document5 pagesManner of Articulation (Translete)alan.nevganNo ratings yet
- MeerabaiDocument10 pagesMeerabaianilhtNo ratings yet
- Verbs Followed by Gerunds and InfinitivesDocument2 pagesVerbs Followed by Gerunds and InfinitivesmenekshistivenNo ratings yet
- Rizals Family Background and TriviaDocument6 pagesRizals Family Background and TriviaCEEJAY LUMBAONo ratings yet
- Misa RobotDocument1 pageMisa RobotMelrhean GraceNo ratings yet
- TLE 6 Activity Sheet 2 Agriculture Orchard GrowersDocument3 pagesTLE 6 Activity Sheet 2 Agriculture Orchard GrowersBrendan Troy JavierNo ratings yet
- Assignment Lit Drama Gulp and Gasp by John TownsendDocument20 pagesAssignment Lit Drama Gulp and Gasp by John TownsendNoraini Ab HamidNo ratings yet
- Lesson Plan Unit 2-1Document1 pageLesson Plan Unit 2-1slin_46No ratings yet
- Bitter GourdDocument9 pagesBitter Gourdzuni zf50% (4)
- Mario Cesar Castillo Cajina - HW #3 - Study Guide For The Midterm TestDocument7 pagesMario Cesar Castillo Cajina - HW #3 - Study Guide For The Midterm TestIsma HNo ratings yet
- Voice and Speech DisordersDocument2 pagesVoice and Speech DisordersVishal Gaurav100% (1)
- English Final Test 15Document6 pagesEnglish Final Test 15Trifena IstiroahNo ratings yet
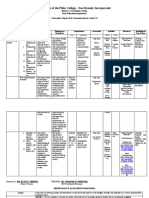
- Our Lady of The Pillar College - San Manuel, IncorporatedDocument4 pagesOur Lady of The Pillar College - San Manuel, IncorporatedEloisa Micah GuabesNo ratings yet
- Feedback Log-Fall 2018Document3 pagesFeedback Log-Fall 2018api-432634647No ratings yet
- Veeam Backup & Replication: User Guide For Vmware VsphereDocument1,545 pagesVeeam Backup & Replication: User Guide For Vmware VsphereSeguridad SecNo ratings yet
- Advanced Remote Desktop Sharing Guide V1.1Document29 pagesAdvanced Remote Desktop Sharing Guide V1.1Pranav SureshNo ratings yet
- File Organization in DBMSDocument13 pagesFile Organization in DBMSprasadNo ratings yet
- Noor Azlina Binti MD Norani 07 24Document24 pagesNoor Azlina Binti MD Norani 07 24Amy ZainNo ratings yet
- 10987C 01 PDFDocument33 pages10987C 01 PDFAyaminNo ratings yet
- SAS Enterprise Guide 4.1 A Basic Guide For Banner Finance UsersDocument83 pagesSAS Enterprise Guide 4.1 A Basic Guide For Banner Finance UsersNarendra ReddyNo ratings yet
- Elearning Project File (Final)Document68 pagesElearning Project File (Final)Manwinder Singh GillNo ratings yet
- CH9 BrightDocument10 pagesCH9 BrightdamasusdestaherdianNo ratings yet