You might also like
- 8 Model Verification: Model Overview in DeltavDocument3 pages8 Model Verification: Model Overview in DeltavGarabigNo ratings yet
- S ∆ X ∆u (k) ∆ X S ∆ u (k) ∆ u ∆ u ∆ u Г Г Г Г Г Г: Dynamic matrix vector by the vectorDocument2 pagesS ∆ X ∆u (k) ∆ X S ∆ u (k) ∆ u ∆ u ∆ u Г Г Г Г Г Г: Dynamic matrix vector by the vectorGarabigNo ratings yet
- S ∆ X ∆u (k) ∆ X S ∆ u (k) b b b b b b b b b b b b b b ∆u ∆ u ∆ u Г Г Г Г Г ГDocument3 pagesS ∆ X ∆u (k) ∆ X S ∆ u (k) b b b b b b b b b b b b b b ∆u ∆ u ∆ u Г Г Г Г Г ГGarabigNo ratings yet
- X Y, Y, Y,, Y: 4 MPC TheoryDocument5 pagesX Y, Y, Y,, Y: 4 MPC TheoryGarabigNo ratings yet
- ELE 4623: Control Systems: Faculty of Engineering TechnologyDocument14 pagesELE 4623: Control Systems: Faculty of Engineering TechnologyMaitha SaeedNo ratings yet
- PD Compensator Design for Robot Arm Position Control SystemDocument16 pagesPD Compensator Design for Robot Arm Position Control SystemMaitha SaeedNo ratings yet
- IFAC Berlin 2020Document6 pagesIFAC Berlin 2020JLuis LuNaNo ratings yet
- Lab 7 Pid ControlDocument6 pagesLab 7 Pid ControlFatin FarehahNo ratings yet
- MPC Tuning For Systems With Right Half Plane ZerosDocument6 pagesMPC Tuning For Systems With Right Half Plane ZerosAhmed Chahine ZorganeNo ratings yet
- Quadratic Programming Solution of Dynamic Matrix Control (QDMC)Document16 pagesQuadratic Programming Solution of Dynamic Matrix Control (QDMC)pusikurac1234567No ratings yet
- Control of Integrating Processes Using Dynamic Matrix ControlDocument6 pagesControl of Integrating Processes Using Dynamic Matrix ControlManoharChintaNo ratings yet
- MPC implementation on distillation columnDocument4 pagesMPC implementation on distillation columnGarabigNo ratings yet
- 29-04-2021-1619691188-6-Ijeee-11. Ijeee - Model Predictive Control of Active Power and Reactive Power Control in Three Phase Grid Connected InverterDocument10 pages29-04-2021-1619691188-6-Ijeee-11. Ijeee - Model Predictive Control of Active Power and Reactive Power Control in Three Phase Grid Connected Inverteriaset123No ratings yet
- yang1991Document2 pagesyang1991dora guzmanNo ratings yet
- PWM DC-AC Converter Regulation Using A Multi-LoopDocument8 pagesPWM DC-AC Converter Regulation Using A Multi-LoopErsin CanakNo ratings yet
- ELE 4623: Control Systems: Faculty of Engineering TechnologyDocument14 pagesELE 4623: Control Systems: Faculty of Engineering TechnologyMaitha SaeedNo ratings yet
- e-ISSN: 2320-0847 p-ISSN: 2320-0936 Volume-02, Issue-12, pp-75-82Document8 pagese-ISSN: 2320-0847 p-ISSN: 2320-0936 Volume-02, Issue-12, pp-75-82AJER JOURNALNo ratings yet
- Controller TuningDocument7 pagesController TuningsaxenanikitaNo ratings yet
- Dynamic interactions and optimization in distillation columnsDocument6 pagesDynamic interactions and optimization in distillation columnsGarabigNo ratings yet
- Digital PID Controllers: Different Forms of PIDDocument11 pagesDigital PID Controllers: Different Forms of PIDสหายดิว ลูกพระอาทิตย์No ratings yet
- Combined Design of Disturbance Model and Observer For Offset-Free MPCDocument6 pagesCombined Design of Disturbance Model and Observer For Offset-Free MPCrawand ehssanNo ratings yet
- 9.2 - P, I, D, PI, PD, and PID Control - Engineering LibreTextsDocument9 pages9.2 - P, I, D, PI, PD, and PID Control - Engineering LibreTextsChandrasekar ElankannanNo ratings yet
- Composite Predictive Functional Control Strategies, Application To Positioning AxesDocument10 pagesComposite Predictive Functional Control Strategies, Application To Positioning AxesAndreeaNo ratings yet
- APC CH5202 Midsem Key 20102021Document18 pagesAPC CH5202 Midsem Key 20102021Tapasya DangiNo ratings yet
- Robust Tuning of Simplest Dead Time CompensatorsDocument6 pagesRobust Tuning of Simplest Dead Time CompensatorsBodoShowNo ratings yet
- 8.1. Lab ObjectiveDocument6 pages8.1. Lab ObjectiveJang-Suh Justin LeeNo ratings yet
- Pic FBDocument65 pagesPic FBSamaid AbdullahNo ratings yet
- Embedded Systems Interfacing Speed ControlDocument7 pagesEmbedded Systems Interfacing Speed ControlAndy MeyerNo ratings yet
- Simple Fuzzy PID Controllers For DC-DC Converters: K.-W. Seo and Han Ho ChoiDocument6 pagesSimple Fuzzy PID Controllers For DC-DC Converters: K.-W. Seo and Han Ho Choiankit407No ratings yet
- PID ControlDocument12 pagesPID ControlpsreedheranNo ratings yet
- Activity 05Document17 pagesActivity 05Joshua AbadNo ratings yet
- CEIC3006 Lab 2 ReportDocument18 pagesCEIC3006 Lab 2 ReportAdzamNo ratings yet
- A PID Decoupling Controller Based On DRNNDocument4 pagesA PID Decoupling Controller Based On DRNNIJEC_EditorNo ratings yet
- PID Control: Modeling Controls Tutorials Menu Root LocusDocument9 pagesPID Control: Modeling Controls Tutorials Menu Root LocusXavier Freire ZamoraNo ratings yet
- Similarity Analysis of Disturbance Observer and Active Disturbance Rejection Control For Typical Motor-Driven SystemDocument6 pagesSimilarity Analysis of Disturbance Observer and Active Disturbance Rejection Control For Typical Motor-Driven SystemAleksandar MicicNo ratings yet
- CHAPTER 1: Plant Process Characterization and PID: TheoryDocument10 pagesCHAPTER 1: Plant Process Characterization and PID: Theorynttu53No ratings yet
- InTech-Pid Control TheoryDocument17 pagesInTech-Pid Control TheoryAbner BezerraNo ratings yet
- Optimal Tuning of Fractional Order PI D Controllers Using Genetic AlgorithmsDocument6 pagesOptimal Tuning of Fractional Order PI D Controllers Using Genetic AlgorithmsabdieljosadacNo ratings yet
- A Direct PIDgainstuningmethodfor DC Motorcontrol Usinganinput-OutputdatageneraDocument6 pagesA Direct PIDgainstuningmethodfor DC Motorcontrol Usinganinput-OutputdatageneragersonNo ratings yet
- Design and Analysis of Closed Loop Capacity Control For A Multi 2005 CIRP AnDocument4 pagesDesign and Analysis of Closed Loop Capacity Control For A Multi 2005 CIRP AnMaría Paula SánchezNo ratings yet
- Pid ControlDocument34 pagesPid Controlciocioi iancuNo ratings yet
- Generalidades PIDDocument3 pagesGeneralidades PIDJeferson GonzálezNo ratings yet
- Modul 3Document7 pagesModul 3Rifki YafiNo ratings yet
- Process Modeling Equations for Distillation Column ControlDocument5 pagesProcess Modeling Equations for Distillation Column ControlGarabigNo ratings yet
- Hardware in The Loop Simulation of Direct Synthesis Based Two Degree of Freedom PID Control of DC-DC Boost Converter Using Real Time Digital Simulation in FPGADocument5 pagesHardware in The Loop Simulation of Direct Synthesis Based Two Degree of Freedom PID Control of DC-DC Boost Converter Using Real Time Digital Simulation in FPGADr Tarakanath KobakuNo ratings yet
- Multiple Controllers For Boost Converters Under Large Load Range: A GA and Fuzzy Logic Based ApproachDocument6 pagesMultiple Controllers For Boost Converters Under Large Load Range: A GA and Fuzzy Logic Based ApproachDaltonVidorNo ratings yet
- Nonlinear PD Controllers With Gravity Compensation For Robot ManipulatorsDocument10 pagesNonlinear PD Controllers With Gravity Compensation For Robot ManipulatorsSenju TobiramaNo ratings yet
- Kpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsDocument6 pagesKpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsGarabigNo ratings yet
- Standard LTI Feedback Optimization Setup: 6.245: Multivariable Control Systems by A. MegretskiDocument8 pagesStandard LTI Feedback Optimization Setup: 6.245: Multivariable Control Systems by A. Megretskinishantdon007No ratings yet
- Hybrid Modelling and Optimal Control of Switch-Mode DC-DC ConvertersDocument8 pagesHybrid Modelling and Optimal Control of Switch-Mode DC-DC ConvertersNeerajNo ratings yet
- Experimental Study of The GPC Applied To Separately Excited DC MotorDocument11 pagesExperimental Study of The GPC Applied To Separately Excited DC MotorIslo BenNo ratings yet
- Linear Programming and Model Predictive Control: Christopher V. Rao, James B. RawlingsDocument7 pagesLinear Programming and Model Predictive Control: Christopher V. Rao, James B. Rawlingsranjeet_ranjitdonNo ratings yet
- Robust Iterative PID Controller Based On Linear Matrix Inequality For A Sample Power SystemDocument9 pagesRobust Iterative PID Controller Based On Linear Matrix Inequality For A Sample Power Systemsjo05No ratings yet
- NI Tutorial 6440Document7 pagesNI Tutorial 6440mahi9892No ratings yet
- CE Model Question Paper 2019 - 16ME72Document3 pagesCE Model Question Paper 2019 - 16ME72ashitaNo ratings yet
- Nonlinear Control Feedback Linearization Sliding Mode ControlFrom EverandNonlinear Control Feedback Linearization Sliding Mode ControlNo ratings yet
- Control of DC Motor Using Different Control StrategiesFrom EverandControl of DC Motor Using Different Control StrategiesNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- HI 800 071 AEA: Module Fan K 9212Document1 pageHI 800 071 AEA: Module Fan K 9212GarabigNo ratings yet
- Semi 2Document3 pagesSemi 2GarabigNo ratings yet
- Four Steps To HMI Screen Design: 1. Create, Define StandardsDocument2 pagesFour Steps To HMI Screen Design: 1. Create, Define StandardsGarabigNo ratings yet
- M3410 19 eDocument1 pageM3410 19 eGarabigNo ratings yet
- Semi 1Document3 pagesSemi 1GarabigNo ratings yet
- FibreDocument1 pageFibreGarabigNo ratings yet
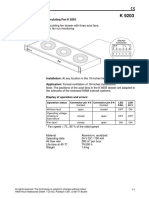
- HI 800 069 AEA: Circulating Fan K 9203Document1 pageHI 800 069 AEA: Circulating Fan K 9203GarabigNo ratings yet
- 10 Conclusion: 94.45% 69.95KPP H 71.13 BPD 76.90 Bbl/day 92.48% 65.11KPP H 70.25 BPD 74.75 Bbl/dayDocument1 page10 Conclusion: 94.45% 69.95KPP H 71.13 BPD 76.90 Bbl/day 92.48% 65.11KPP H 70.25 BPD 74.75 Bbl/dayGarabigNo ratings yet
- 08 - 03R300 - 1 - Intro. To HMIWeb Display Builder DynamicsDocument18 pages08 - 03R300 - 1 - Intro. To HMIWeb Display Builder DynamicsGarabigNo ratings yet
- 19 - 03R300 - 1 - Final Projects - HMIWeb Display BuilderDocument10 pages19 - 03R300 - 1 - Final Projects - HMIWeb Display BuilderGarabigNo ratings yet
- Kpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsDocument6 pagesKpe τ ps +1 Kpe τ S+1 θ τ: 6 Process Modeling EquationsGarabigNo ratings yet
- 7.1 Model Identification: Bottom Side Temperature Reboiler Valve Position Upper Sidetemperature Reflux Valve PositionDocument4 pages7.1 Model Identification: Bottom Side Temperature Reboiler Valve Position Upper Sidetemperature Reflux Valve PositionGarabigNo ratings yet
- 10 Conclusion: How Better Interactive Process Is Handled by MPC Over PIDDocument1 page10 Conclusion: How Better Interactive Process Is Handled by MPC Over PIDGarabigNo ratings yet
- F F 218.91 F F 217.62 F: 10 ConclusionDocument1 pageF F 218.91 F F 217.62 F: 10 ConclusionGarabigNo ratings yet
- 2 Process of Distillation ColumnDocument1 page2 Process of Distillation ColumnGarabigNo ratings yet
- 3 Challenges For DesignDocument1 page3 Challenges For DesignGarabigNo ratings yet
- Dynamic interactions and optimization in distillation columnsDocument6 pagesDynamic interactions and optimization in distillation columnsGarabigNo ratings yet
- F F 218.91 F F 217.62 F: 10 ConclusionDocument1 pageF F 218.91 F F 217.62 F: 10 ConclusionGarabigNo ratings yet
- 3 Challenges For DesignDocument1 page3 Challenges For DesignGarabigNo ratings yet
- 3 Challenges For DesignDocument1 page3 Challenges For DesignGarabigNo ratings yet
- 2 Process of Distillation ColumnDocument1 page2 Process of Distillation ColumnGarabigNo ratings yet
- 2 Process of Distillation ColumnDocument1 page2 Process of Distillation ColumnGarabigNo ratings yet
- 201Document1 page201GarabigNo ratings yet
- PIC16F877ADocument6 pagesPIC16F877AnitinmgNo ratings yet
- Bohr Model PowerpointDocument21 pagesBohr Model Powerpointengchemistry18No ratings yet
- Purlins Cold Formed SectionDocument5 pagesPurlins Cold Formed SectionHarjasa AdhiNo ratings yet
- SDN and OpenFlow For Beginners With Hands On LabsDocument17 pagesSDN and OpenFlow For Beginners With Hands On LabstiwarigNo ratings yet
- Mahmoud Kanan Mohsin: Prepared byDocument27 pagesMahmoud Kanan Mohsin: Prepared byVinisha Vipin SharmaNo ratings yet
- Sap Ehp 7 For Sap Erp 6Document9 pagesSap Ehp 7 For Sap Erp 6fiestamixNo ratings yet
- מפרט רכש טורבינות - - BoBo - UTEXDocument8 pagesמפרט רכש טורבינות - - BoBo - UTEXYoninNo ratings yet
- Data Sheet Hellenic 185mm 4 CoreDocument3 pagesData Sheet Hellenic 185mm 4 CoreNitesh GuptaNo ratings yet
- ICP WorkshopDocument2 pagesICP WorkshopOmar AyoubNo ratings yet
- Paragon Scientific Lubricant Certified Reference MaterialsDocument4 pagesParagon Scientific Lubricant Certified Reference MaterialsPutut WindujatiNo ratings yet
- HadiresumeDocument8 pagesHadiresumeSyazana AzlysyaNo ratings yet
- Ansible On AzureDocument141 pagesAnsible On AzurePendyala SrinivasNo ratings yet
- Design and test analog and digital circuitsDocument105 pagesDesign and test analog and digital circuitseshwari2000100% (1)
- All the Java system variables and PACS propertiesDocument2 pagesAll the Java system variables and PACS propertiesfire316No ratings yet
- Hydraulic Cartridge Logic Valves - Hydraulic ValveDocument2 pagesHydraulic Cartridge Logic Valves - Hydraulic Valveasif bashaNo ratings yet
- Syegon Leaflet 2012Document2 pagesSyegon Leaflet 2012kanteron6443No ratings yet
- BreezeAIR 8000 Data SheetDocument2 pagesBreezeAIR 8000 Data Sheetalfasukarno100% (1)
- Sample FMEADocument20 pagesSample FMEATaufikRasyadiNo ratings yet
- Mechanical Engineering Department: Republic of The Philippines Bicol University College of Engineering Legazpi CityDocument5 pagesMechanical Engineering Department: Republic of The Philippines Bicol University College of Engineering Legazpi CityJohn Carlo Balucio LlaveNo ratings yet
- Hilux Catalogue 2012 PDF-L0dxAt3980Document35 pagesHilux Catalogue 2012 PDF-L0dxAt3980Apal Vora100% (1)
- Abstract of Estimated Cost Project: Netra KharelDocument2 pagesAbstract of Estimated Cost Project: Netra KharelSandip BudhathokiNo ratings yet
- Flowforming Mortar Cannon Barrels: Matthew FonteDocument2 pagesFlowforming Mortar Cannon Barrels: Matthew FonteAdnan ColoNo ratings yet
- Regular Languages and Finite Automata: Lecture Notes OnDocument56 pagesRegular Languages and Finite Automata: Lecture Notes Onchandu903No ratings yet
- SGQ 1. Description: Technical Specification Wire Rod Quality: Sae1008Document1 pageSGQ 1. Description: Technical Specification Wire Rod Quality: Sae1008Sachin NambiarNo ratings yet
- ZAPOSH CONSULTANCY MAKES WORKPLACES SAFERDocument40 pagesZAPOSH CONSULTANCY MAKES WORKPLACES SAFERJohn Paul Marin ManzanoNo ratings yet
- 160 88-CL2Document6 pages160 88-CL2vanthe140591No ratings yet
- Delphi TipsDocument36 pagesDelphi TipsPILBNo ratings yet
- Journal of Loss Prevention in The Process Industries: Min-Soo Kim, Sang-Kwon LeeDocument5 pagesJournal of Loss Prevention in The Process Industries: Min-Soo Kim, Sang-Kwon LeeSrinivas GowdaNo ratings yet
- MB09807UDocument27 pagesMB09807URavishka SilvaNo ratings yet
- b2020-Tdc-Fas-004 Fasteners r3Document2 pagesb2020-Tdc-Fas-004 Fasteners r3Ramalingam PrabhakaranNo ratings yet