You might also like
- Process Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentFrom EverandProcess Engineering for a Small Planet: How to Reuse, Re-Purpose, and Retrofit Existing Process EquipmentNo ratings yet
- Choosing A Selective Hydrogenation SystemDocument9 pagesChoosing A Selective Hydrogenation SystemrizaherNo ratings yet
- The Data Industry: The Business and Economics of Information and Big DataFrom EverandThe Data Industry: The Business and Economics of Information and Big DataNo ratings yet
- Solve The Five Most Common FCC ProblemsDocument21 pagesSolve The Five Most Common FCC ProblemsOMID464No ratings yet
- New Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsFrom EverandNew Aspects of Spillover Effect in Catalysis: For Development of Highly Active CatalystsNo ratings yet
- Convert Bottom-Of-The-Barrel Into Diesel and Light OlefinsDocument5 pagesConvert Bottom-Of-The-Barrel Into Diesel and Light OlefinsAmjad HaniNo ratings yet
- RFCC Process Characteristics and Numerical StudiesDocument3 pagesRFCC Process Characteristics and Numerical StudiesMinh Tuấn PhạmNo ratings yet
- Hydroprocessing Rate Increase Using Shaped ChangeDocument11 pagesHydroprocessing Rate Increase Using Shaped ChangeAndri SaputraNo ratings yet
- BPCL Executive Summary EnglishDocument5 pagesBPCL Executive Summary EnglishRavikant KumarNo ratings yet
- APC and Ethylene RTO - 160713Document35 pagesAPC and Ethylene RTO - 160713Andy LuthorNo ratings yet
- Reliable Hydro Processing Reactor Air Cooler OperationDocument15 pagesReliable Hydro Processing Reactor Air Cooler OperationAvinawNo ratings yet
- OlifinDocument90 pagesOlifinsgrsthNo ratings yet
- History of ZSM-5Document8 pagesHistory of ZSM-5heliodarimNo ratings yet
- How To Find Energy Savings in Process Plants PDFDocument13 pagesHow To Find Energy Savings in Process Plants PDFCamilo RuaNo ratings yet
- Honeywell Uop FCC Related Processes DatasheetDocument4 pagesHoneywell Uop FCC Related Processes Datasheetduraid ahmadNo ratings yet
- Selective Hydrogenation of Methyl Acetylene and Propadiene in An IndustrialDocument7 pagesSelective Hydrogenation of Methyl Acetylene and Propadiene in An IndustrialAdrian Fernandez BelloNo ratings yet
- Simulation Optimization of Propylene-Propane SplitterDocument4 pagesSimulation Optimization of Propylene-Propane SplitterAnonymous UY9QffNo ratings yet
- FCC Catalyst-Key Element in Refinery TechnologyDocument11 pagesFCC Catalyst-Key Element in Refinery TechnologyJenny TrochezNo ratings yet
- CBI Ethylene Enhancement ArticleDocument4 pagesCBI Ethylene Enhancement ArticleChi-Hao LoNo ratings yet
- So Many Tuning Rules, So Little Time: Control Talk ColumnsDocument36 pagesSo Many Tuning Rules, So Little Time: Control Talk ColumnsIvan BevandaNo ratings yet
- Maximising Heat Exchanger CleaningDocument4 pagesMaximising Heat Exchanger CleaningAlexNo ratings yet
- Preheat Exchnger MonitoringDocument4 pagesPreheat Exchnger Monitoringrvkumar61No ratings yet
- Pce-II Unit-I & II 1Document84 pagesPce-II Unit-I & II 1Pavan SatishNo ratings yet
- KLM Refining Technical Rev 3Document6 pagesKLM Refining Technical Rev 3Muhammad Abdul RaufNo ratings yet
- Isomax ProcessDocument8 pagesIsomax ProcessKarthick RaghuNo ratings yet
- Simulation of The Styrene Production Process Via Catalytic Dehydrogenation of Ethylbenzene Using CHEMCAD® Process SimulatorDocument18 pagesSimulation of The Styrene Production Process Via Catalytic Dehydrogenation of Ethylbenzene Using CHEMCAD® Process Simulatorjabbar akbarNo ratings yet
- Ethylene Recovery Through Dephlegmator TechnologyDocument9 pagesEthylene Recovery Through Dephlegmator TechnologyMohamed Abushrida100% (1)
- Ethylene CrackerDocument28 pagesEthylene CrackerAbhinav AjmaniNo ratings yet
- 2020-Catalysis PDFDocument72 pages2020-Catalysis PDFNelly Quintana ZapataNo ratings yet
- CFC 1criterionbrochureDocument19 pagesCFC 1criterionbrochureSuraj Amin100% (1)
- Fluid Catalytic CrackingDocument9 pagesFluid Catalytic CrackingAntonitoNo ratings yet
- 3 CDU W Pinch Analysis LiebmannDocument13 pages3 CDU W Pinch Analysis LiebmannAnsinath Barathi100% (1)
- Hydrotreating Catalytic Processes For Oxygen RemovalDocument31 pagesHydrotreating Catalytic Processes For Oxygen Removalr_nagpalNo ratings yet
- UOP - Cat PaperDocument0 pagesUOP - Cat Paperbinapaniki6520No ratings yet
- Cracking PDFDocument53 pagesCracking PDFShabnam BanuNo ratings yet
- Optimization PDFDocument11 pagesOptimization PDFياسر وليد خالد عبد الباقيNo ratings yet
- China Petroleum Processing Technology Review - Desulfurization ProgressDocument6 pagesChina Petroleum Processing Technology Review - Desulfurization ProgressjoseNo ratings yet
- Hydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFDocument18 pagesHydroprocessing Reactor and Process Design To Optimize Catalyst Performance PDFJupichi TMNo ratings yet
- Oleochemicals Series Complete VersionDocument10 pagesOleochemicals Series Complete VersionMenoddin shaikhNo ratings yet
- Future Refinery FCCs Role in Refinery Petrochemical IntegrationDocument12 pagesFuture Refinery FCCs Role in Refinery Petrochemical IntegrationAzif RahmanNo ratings yet
- ROSE® Process Offers Energy Savings For Solvent ExtractionDocument14 pagesROSE® Process Offers Energy Savings For Solvent Extractiona_abbaspourNo ratings yet
- Improve The Reliability of High Flux Reboilers PDFDocument7 pagesImprove The Reliability of High Flux Reboilers PDFAbhik BanerjeeNo ratings yet
- Advances in The OCC Process For Propylene ProductionDocument6 pagesAdvances in The OCC Process For Propylene ProductionAngel Richard MamaniNo ratings yet
- CATALYTIC CONVERSION PROCESSES GUIDEDocument27 pagesCATALYTIC CONVERSION PROCESSES GUIDEKuldeep singh ChandelNo ratings yet
- Treat LPGs With AminesDocument12 pagesTreat LPGs With Amineskaaskopdawie5755No ratings yet
- Oil Ref Walk ThroughDocument7 pagesOil Ref Walk ThroughSumedh SinghNo ratings yet
- Maximise Ethylene Gain PDFDocument4 pagesMaximise Ethylene Gain PDFRaj KumarNo ratings yet
- Coke Formation in The Thermal CrackinDocument7 pagesCoke Formation in The Thermal Crackinfaez100% (1)
- Hydrotrating Unit Simulation PDFDocument17 pagesHydrotrating Unit Simulation PDFAhmed HassanNo ratings yet
- Composition Gas OilDocument14 pagesComposition Gas OilRavikant KumarNo ratings yet
- Refining-Petrochemical Integration-FCC Gasoline To PetrochemicalsDocument4 pagesRefining-Petrochemical Integration-FCC Gasoline To PetrochemicalsKwangsjungNo ratings yet
- CHAPTER 3 - Synthesis of Separation TrainsDocument53 pagesCHAPTER 3 - Synthesis of Separation TrainsDev VekariyaNo ratings yet
- Debutaniser OptimisationDocument5 pagesDebutaniser OptimisationAntonNo ratings yet
- Shot CokeDocument9 pagesShot CokeaminNo ratings yet
- PHD Thesis Naveen BhutaniDocument252 pagesPHD Thesis Naveen BhutaniSagar SrinivasNo ratings yet
- Advanced Process Control Quick and Easy Energy SavingDocument3 pagesAdvanced Process Control Quick and Easy Energy SavingRobert MontoyaNo ratings yet
- Hydrotreating - UOP - A Honeywell CompanyDocument59 pagesHydrotreating - UOP - A Honeywell CompanySamNo ratings yet
- PETROLEUM CRACKING PROCESS GUIDEDocument23 pagesPETROLEUM CRACKING PROCESS GUIDESrikrishnan KrishNo ratings yet
- 765565.an Oil Refinery Production OptimizationDocument11 pages765565.an Oil Refinery Production OptimizationwhoismeNo ratings yet
- Water Reduction and Reuse in The Petroleum IndustryNovemberDocument57 pagesWater Reduction and Reuse in The Petroleum IndustryNovemberwaheed2286No ratings yet
- Fundamentals of ULSD ProductionDocument6 pagesFundamentals of ULSD Productionsaleh4060No ratings yet
- HDS Benefits From Plate Heat ExchangersDocument6 pagesHDS Benefits From Plate Heat Exchangerssaleh4060No ratings yet
- Kepner Tregoe Problem SolvingDocument8 pagesKepner Tregoe Problem Solvingsaleh4060No ratings yet
- ULSD Production - Improved Feed Stream QualityDocument6 pagesULSD Production - Improved Feed Stream Qualitysaleh4060No ratings yet
- Residue Desulphurisation and ConversionDocument5 pagesResidue Desulphurisation and Conversionsaleh4060No ratings yet
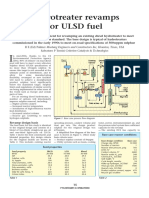
- Hydrotreater Revamps For ULSD FuelDocument4 pagesHydrotreater Revamps For ULSD Fuelsaleh4060No ratings yet
- Refining hydrotreater operationsDocument5 pagesRefining hydrotreater operationssaleh4060No ratings yet
- Comparative Study of DEA and MDEADocument4 pagesComparative Study of DEA and MDEAsaleh4060No ratings yet
- Reformer Technology For HydrogenDocument6 pagesReformer Technology For Hydrogensaleh4060No ratings yet
- Comtaminents in Amine Gas Treating UnitDocument13 pagesComtaminents in Amine Gas Treating Unitarvindgupta_2005No ratings yet
- Hydrogen plant safety reviewDocument3 pagesHydrogen plant safety reviewsaleh4060100% (2)
- Accuracy of Measured Lean Amine H S LoadingDocument4 pagesAccuracy of Measured Lean Amine H S Loadingjamy862004No ratings yet
- DOE RCFA Guideline Document PDFDocument69 pagesDOE RCFA Guideline Document PDFrosyidnurdinfauziNo ratings yet
- Greece VDU ZF Picture DigitalDocument1 pageGreece VDU ZF Picture Digitalsaleh4060No ratings yet
- Fuel Burning Nox and Voc Calculation ToolDocument3 pagesFuel Burning Nox and Voc Calculation Toolsaleh4060No ratings yet
- DistillationDocument7 pagesDistillationAbdus Saboor KhalidNo ratings yet
- Natural Gas Hydrocarbon Contamination in AmineDocument8 pagesNatural Gas Hydrocarbon Contamination in AmineRicardo BecNo ratings yet
- Emissions Calculation Tool For Comfort/Water Heating (Nautral Gas)Document26 pagesEmissions Calculation Tool For Comfort/Water Heating (Nautral Gas)saleh4060No ratings yet
- Prime G+ Commercial BulletinDocument2 pagesPrime G+ Commercial Bulletinsaleh4060No ratings yet
- FUEL CALCULATORDocument5 pagesFUEL CALCULATORviswanathanbv1128No ratings yet
- FINAL Presentation For ARA ConferenceDocument26 pagesFINAL Presentation For ARA Conferencesaleh4060No ratings yet
- NALCO Optimized Desalting As A Key in Development of A Refinery Profitability and ReliabilityDocument11 pagesNALCO Optimized Desalting As A Key in Development of A Refinery Profitability and Reliabilitysaleh4060No ratings yet
- Reactions and Separations Simulations: 3 Key IssuesDocument7 pagesReactions and Separations Simulations: 3 Key Issuesken910076100% (1)
- Distillation Column Troubleshooting Part IIDocument8 pagesDistillation Column Troubleshooting Part IINishat M PatilNo ratings yet
- FCC Profitability Assessment Via Advanced ModelingDocument10 pagesFCC Profitability Assessment Via Advanced Modelingsaleh4060No ratings yet
- Distillation Column Troubleshooting Part IDocument8 pagesDistillation Column Troubleshooting Part INishat M PatilNo ratings yet
- Pilot Plant Catalyst DilutionDocument7 pagesPilot Plant Catalyst Dilutionsaleh4060No ratings yet
- Mckee1970 PDFDocument7 pagesMckee1970 PDFSandra GilbertNo ratings yet
- Troubleshooting FCC Unit Circulation and Fluidization ProblemsDocument4 pagesTroubleshooting FCC Unit Circulation and Fluidization Problemssaleh4060No ratings yet
- Repetitive Pump Seal Failure Can Cause DisastersDocument1 pageRepetitive Pump Seal Failure Can Cause Disasterssaleh4060No ratings yet
- Fuchs Titan Cargo Maxx 10w 40 eDocument3 pagesFuchs Titan Cargo Maxx 10w 40 erecio_IIINo ratings yet
- Off Hire Bunker Survey Report for MV Vishva EktaDocument5 pagesOff Hire Bunker Survey Report for MV Vishva EktaVikkiVikiNo ratings yet
- Wood Powder in Lime Kilns PDFDocument16 pagesWood Powder in Lime Kilns PDFFerNo ratings yet
- Air Intake System: Click HereDocument2 pagesAir Intake System: Click HereErlangga Yudha PratamaNo ratings yet
- Engineering ChemistryDocument3 pagesEngineering ChemistrySanthosh Kumar NeelamNo ratings yet
- HRSG BoilersDocument40 pagesHRSG BoilersNadeem KhanNo ratings yet
- TPS QA KA AA 001 (C01) Welding Tank ProcedureDocument10 pagesTPS QA KA AA 001 (C01) Welding Tank ProcedureTouil HoussemNo ratings yet
- Convert Gasoline Engine To Run On Alcohol 2008Document4 pagesConvert Gasoline Engine To Run On Alcohol 2008david2325100% (1)
- UOP Amine Guard Technology For Acid Gas Removal Tech Presentation PDFDocument40 pagesUOP Amine Guard Technology For Acid Gas Removal Tech Presentation PDFzaini_irawantoNo ratings yet
- APPENDIX E SPARE PARTS CHECKLISTDocument11 pagesAPPENDIX E SPARE PARTS CHECKLISTMohammed IlliasuddinNo ratings yet
- Carry Out Vehicle Road Test - EnGLISHDocument25 pagesCarry Out Vehicle Road Test - EnGLISHAhmad Tuah AlwiNo ratings yet
- Gas BumiDocument17 pagesGas BumiAthia Hasna NurhanifahNo ratings yet
- 210 MW Turbine SpecsDocument45 pages210 MW Turbine Specskamal100% (1)
- Dgca Approved Labs IndiaDocument17 pagesDgca Approved Labs IndiaSandeep ReddyNo ratings yet
- Compresores de Aire Pequeños Atlas CopcoDocument8 pagesCompresores de Aire Pequeños Atlas CopcoFernando CaffroniNo ratings yet
- Customer Satisfaction Bharat Gas Project Report Mba MarketingDocument69 pagesCustomer Satisfaction Bharat Gas Project Report Mba MarketingGurpadam Luther75% (4)
- IDBC-CM-OMOPR-NG1022 Rev B Installation, Operation and Maintenance Manuals For Essential DEG (Cummins)Document37 pagesIDBC-CM-OMOPR-NG1022 Rev B Installation, Operation and Maintenance Manuals For Essential DEG (Cummins)Agus SetiawanNo ratings yet
- Cat TH336C PDFDocument2 pagesCat TH336C PDFlesantiagoNo ratings yet
- TNK500P Taneko Industrial Generator (TNK JKT)Document2 pagesTNK500P Taneko Industrial Generator (TNK JKT)Rizki Heru HermawanNo ratings yet
- Manual Martillo Atlas Copco 2200 7000 3390500505Document3 pagesManual Martillo Atlas Copco 2200 7000 3390500505Cesar QuintanillaNo ratings yet
- Usulan Alat Lab HidraulikaDocument4 pagesUsulan Alat Lab Hidraulikarobi arianta sembiringNo ratings yet
- CH 05Document14 pagesCH 05hirenpatel_universalNo ratings yet
- 4BY150Document2 pages4BY150Angga ClevneztNo ratings yet
- Calculating Process Heater Thermal Efficiency PDFDocument57 pagesCalculating Process Heater Thermal Efficiency PDFDavid RodriguesNo ratings yet
- 0620 s09 QP 1Document32 pages0620 s09 QP 1h7h8No ratings yet
- Wartsila 32 Project GuideDocument2 pagesWartsila 32 Project GuideTarek Esmail ElsherifNo ratings yet
- Vapor Recovery BrochureDocument8 pagesVapor Recovery BrochureMehdi Hajd KacemNo ratings yet
- E7 Service Manual GB r3Document109 pagesE7 Service Manual GB r3cristina75% (4)
- Slick Jute Elk ItDocument2 pagesSlick Jute Elk ItkrarNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Mooring System Engineering for Offshore StructuresFrom EverandMooring System Engineering for Offshore StructuresRating: 5 out of 5 stars5/5 (1)