You might also like
- CLG816C Service Manual 201404000-EN PDFDocument423 pagesCLG816C Service Manual 201404000-EN PDFJusto Paniagua100% (1)
- Hastelloy C-276 Alloy: Principal FeaturesDocument17 pagesHastelloy C-276 Alloy: Principal FeaturesLNo ratings yet
- Raw Mix Design by Rashid Jamal (16.02.2017)Document20 pagesRaw Mix Design by Rashid Jamal (16.02.2017)Muhammad Awais0% (1)
- Prosperity Game and TreatmentDocument5 pagesProsperity Game and TreatmentБојан ЈаковљевићNo ratings yet
- IMF and World Bank AssignmentDocument5 pagesIMF and World Bank AssignmentAmazing worldNo ratings yet
- Elecrama ExhDocument44 pagesElecrama ExhMayank Dixit100% (1)
- MulcoaDocument2 pagesMulcoaRolando Cordova100% (1)
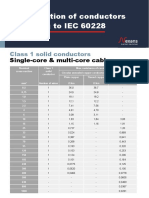
- Classification of Conductors According To IEC 60228Document3 pagesClassification of Conductors According To IEC 60228Jacob de Wilde100% (1)
- Frac SandDocument3 pagesFrac Sandcrazy boyNo ratings yet
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3 out of 5 stars3/5 (4)
- Feed Water and Boiler Water of Steam GeneratorsDocument2 pagesFeed Water and Boiler Water of Steam GeneratorsIvicaT0% (2)
- Earth Magnetometer ProjectDocument17 pagesEarth Magnetometer ProjectMario Ariel VesconiNo ratings yet
- Viskositas NaOH AkhirnyaaDocument2 pagesViskositas NaOH AkhirnyaaLisa Ayu Wulandari0% (1)
- Hastelloy G-30 Alloy: Principal FeaturesDocument12 pagesHastelloy G-30 Alloy: Principal FeaturesggulsuNo ratings yet
- Iso-Corrosion Diagrams Continued: Sulfuric AcidDocument4 pagesIso-Corrosion Diagrams Continued: Sulfuric AcidsuiafwgehjdfNo ratings yet
- Chemical Compositions 1Document1 pageChemical Compositions 1Zahoor Hussain RanaNo ratings yet
- Ni-Cr-Mo Vs Ti - Part1Document4 pagesNi-Cr-Mo Vs Ti - Part1mehboobNo ratings yet
- Silica/Sand Specifications: Particle Size Analysis and PropertiesDocument1 pageSilica/Sand Specifications: Particle Size Analysis and PropertiesforuzzNo ratings yet
- Physical Properties:: No Parameter Hulu Hilir Baku Mutu Aug'18 Aug'18 I II III IVDocument4 pagesPhysical Properties:: No Parameter Hulu Hilir Baku Mutu Aug'18 Aug'18 I II III IVHAFISNo ratings yet
- Zircadyne 702 705 in Formic Acid ZirconiumDocument3 pagesZircadyne 702 705 in Formic Acid ZirconiumalfinNo ratings yet
- Oil ContaminationDocument7 pagesOil ContaminationChandra AeniyahNo ratings yet
- Hervé Et Al. (2010a)Document22 pagesHervé Et Al. (2010a)Gabriel GonzálezNo ratings yet
- Kriteria Kimia Tanah-ADocument1 pageKriteria Kimia Tanah-Ayc574haNo ratings yet
- Fpi CatalogueDocument24 pagesFpi CatalogueJilce BennyNo ratings yet
- astm-b348-asme-sb348 не полныйDocument7 pagesastm-b348-asme-sb348 не полныйtit3dpowderNo ratings yet
- Improvement in Internal Soundness of Railway Wheel by Controlling De-Oxidation Practice in Steel-MakingDocument38 pagesImprovement in Internal Soundness of Railway Wheel by Controlling De-Oxidation Practice in Steel-MakingBinod Kumar PadhiNo ratings yet
- Direct Determination of Lime With EDTA Banerjee1976 - 2Document4 pagesDirect Determination of Lime With EDTA Banerjee1976 - 2Khalid JavedNo ratings yet
- Pipe Thickness Sizes PDFDocument1 pagePipe Thickness Sizes PDFSualp EsenliNo ratings yet
- CT Recommended Best Practices Coiled Tubing PurgingDocument2 pagesCT Recommended Best Practices Coiled Tubing PurgingAsia BelmontNo ratings yet
- Experiment 1: Zinc & CusoDocument4 pagesExperiment 1: Zinc & CusoalvintsoiwcNo ratings yet
- CAMPIMETRIA EXCEL Formulado Nov 2019 60 - 24Document53 pagesCAMPIMETRIA EXCEL Formulado Nov 2019 60 - 24ACMANo ratings yet
- Pipe B2.4.5Document1 pagePipe B2.4.5the alchemistNo ratings yet
- Hydrous and Calcined Kaolin Technical DetailsDocument2 pagesHydrous and Calcined Kaolin Technical DetailsForeverNo ratings yet
- Kobrina 1977Document5 pagesKobrina 1977mic92833292No ratings yet
- Synthetic Lubricant Case Study:-Discussing Performance Benefits Compared To Conventional OilsDocument33 pagesSynthetic Lubricant Case Study:-Discussing Performance Benefits Compared To Conventional OilsasifkhanmewNo ratings yet
- Mesh (Scale) : Mesh Series Have Been EstablishedDocument4 pagesMesh (Scale) : Mesh Series Have Been EstablishedKewell LimNo ratings yet
- Iarm 86C 1Document2 pagesIarm 86C 1dpk.kushwahNo ratings yet
- Análisis de Resultados PHDocument7 pagesAnálisis de Resultados PHJuanNo ratings yet
- Nominal Pipe VelocityDocument1 pageNominal Pipe VelocityzalabiNo ratings yet
- Appendix 1 Microfine Cement Grout Testing ResultsDocument20 pagesAppendix 1 Microfine Cement Grout Testing ResultsTATATAHERNo ratings yet
- SynMax UNV Oil Analysis Presentation With Oil Sample ReportsDocument20 pagesSynMax UNV Oil Analysis Presentation With Oil Sample ReportsRoozbeh PNo ratings yet
- CCompoundingFormulations&UsefulInfo Dec2010 PDFDocument35 pagesCCompoundingFormulations&UsefulInfo Dec2010 PDFloya1987No ratings yet
- Edenor Oleo Basic Catalogue 20230508Document20 pagesEdenor Oleo Basic Catalogue 20230508AlexanderNo ratings yet
- Phosphate RockDocument3 pagesPhosphate RockManoj Kumar AcharyNo ratings yet
- Valores Orientadores EPADocument87 pagesValores Orientadores EPAJailson SilvaNo ratings yet
- All Single Values Except EN8D Show Maximum Limit: Elements SR No Grade Carbon Manganese Phosphorus Sulfur SiliconDocument3 pagesAll Single Values Except EN8D Show Maximum Limit: Elements SR No Grade Carbon Manganese Phosphorus Sulfur SiliconkartikNo ratings yet
- Aropol 7334Document4 pagesAropol 7334GautamNo ratings yet
- HTHS Low Viscosity Oils Impact On Heavy Duty Diesel EngDocument14 pagesHTHS Low Viscosity Oils Impact On Heavy Duty Diesel Engrbulnes2350No ratings yet
- Fiber Laser Cutting SheetDocument2 pagesFiber Laser Cutting SheetRodrigo CruzNo ratings yet
- Standar Mutu Biofuel: Pusat Penelitian Surfaktan Dan Bioenergi LPPM - IpbDocument37 pagesStandar Mutu Biofuel: Pusat Penelitian Surfaktan Dan Bioenergi LPPM - IpbMa'ruf NurwantaraNo ratings yet
- Planilha Projeto SUAEDDocument8 pagesPlanilha Projeto SUAEDMANOEL JOSE DE CARVALHO NETONo ratings yet
- Sulphuric Acid Simulation Part 2 - PDFDocument3 pagesSulphuric Acid Simulation Part 2 - PDFachik realNo ratings yet
- Amr 812 246Document6 pagesAmr 812 246AdindaNo ratings yet
- Printing IEC-A - BASE DetergentDocument1 pagePrinting IEC-A - BASE DetergentSigid AriewibowoNo ratings yet
- Zener Diode: Formosa MS LL55C SeriesDocument5 pagesZener Diode: Formosa MS LL55C SeriesmoakNo ratings yet
- Zener Diode: Formosa MS LL55C SeriesDocument5 pagesZener Diode: Formosa MS LL55C SeriesmoakNo ratings yet
- Foodlog Date 2 12 24 - Daily IntakeDocument2 pagesFoodlog Date 2 12 24 - Daily Intakeapi-732118476No ratings yet
- Report CRE01Document7 pagesReport CRE01munazziliitdNo ratings yet
- FOB Megaflow AW Hydraulic Oil TDSW 814637aDocument3 pagesFOB Megaflow AW Hydraulic Oil TDSW 814637aElwin arifinNo ratings yet
- Glycol BasicsDocument5 pagesGlycol Basicsangeljebas7633No ratings yet
- Ceramic Kaolins - Subject To Updating Values and Trade Marks !Document2 pagesCeramic Kaolins - Subject To Updating Values and Trade Marks !Ahmad SholehNo ratings yet
- 2305 Refm 2Document18 pages2305 Refm 2m yudhi pramanaNo ratings yet
- Officer MatrixDocument1 pageOfficer MatrixVlad PalomoNo ratings yet
- DrugscosmeticsactDocument70 pagesDrugscosmeticsacthemihemaNo ratings yet
- Satanic CRAIYON AI READS Various Text Converted To DECIMAL - HEX NCRS and PRODUCES ACCURATE OUTPUT/STEREOTYPESDocument140 pagesSatanic CRAIYON AI READS Various Text Converted To DECIMAL - HEX NCRS and PRODUCES ACCURATE OUTPUT/STEREOTYPESAston WalkerNo ratings yet
- Employer Engagement ScriptDocument3 pagesEmployer Engagement ScriptAzela GladyNo ratings yet
- ISGLT en IC - Inicio Temprano para Beneficios RapidosDocument10 pagesISGLT en IC - Inicio Temprano para Beneficios RapidosAnonymous envUOdVNo ratings yet
- Inventory Management SystemDocument62 pagesInventory Management SystemIshan MalhotraNo ratings yet
- John Ortolano ResumeDocument7 pagesJohn Ortolano ResumeWEAR ABC 3No ratings yet
- Groovy Tutorial PDFDocument35 pagesGroovy Tutorial PDFPratishta TambeNo ratings yet
- Cultural Innovation StationDocument5 pagesCultural Innovation StationAriana MuñozNo ratings yet
- Fruit The Art of Pastry PDFDocument1 pageFruit The Art of Pastry PDF5kyx24kzd4No ratings yet
- Resolution No. 001 S. 2023Document4 pagesResolution No. 001 S. 2023Chad Laurence Vinson CandelonNo ratings yet
- BS EN 1503-4 2002 Valves Materials For Bodies BonnetsDocument10 pagesBS EN 1503-4 2002 Valves Materials For Bodies BonnetsолегNo ratings yet
- Proposal NewDocument17 pagesProposal NewbaseNo ratings yet
- Hierarchy Control No List of Control ExampleDocument3 pagesHierarchy Control No List of Control ExampleWeyzuo TanNo ratings yet
- Indian Council of Agricultural Research Krishi Anusandhan Bhawan-Ii, Pusa, New Delhi - 110 012Document7 pagesIndian Council of Agricultural Research Krishi Anusandhan Bhawan-Ii, Pusa, New Delhi - 110 012tholasampattiNo ratings yet
- MS 221 Volunteer AllowancesDocument8 pagesMS 221 Volunteer AllowancesAccessible Journal Media: Peace Corps DocumentsNo ratings yet
- Accounting Practice Set (Journal Ledger Trial Balance)Document13 pagesAccounting Practice Set (Journal Ledger Trial Balance)Yasmien Mae ValdesconaNo ratings yet
- CSE-SS Unit 3 QBDocument43 pagesCSE-SS Unit 3 QBJKNo ratings yet
- Different Options That Can Be Used With Sapinst Command LineDocument5 pagesDifferent Options That Can Be Used With Sapinst Command Linesai_balaji_8No ratings yet
- Real Advice On How To Cheat Turnitin in 2022Document1 pageReal Advice On How To Cheat Turnitin in 2022YandiNo ratings yet
- April 14, 2017Document16 pagesApril 14, 2017Anonymous KMKk9Msn5No ratings yet
- Team-1 Module 2 Practice-ProblemsDocument10 pagesTeam-1 Module 2 Practice-ProblemsMay May MagluyanNo ratings yet
- Find Funding: Region or Country Funder (E.g. World Bank, DFID) Topic (E.g. Water & Sanitation)Document5 pagesFind Funding: Region or Country Funder (E.g. World Bank, DFID) Topic (E.g. Water & Sanitation)Bilel MarkosNo ratings yet
- MGT3102 Case StudyDocument2 pagesMGT3102 Case StudyMon LuffyNo ratings yet
- Bdm100 Ecu FlasherDocument2 pagesBdm100 Ecu FlasherJaved IqbalNo ratings yet
- Cricket RulesDocument14 pagesCricket Rulesitmefrom2007No ratings yet