You might also like
- Proceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987From EverandProceedings of the Metallurgical Society of the Canadian Institute of Mining and Metallurgy: Proceedings of the International Symposium on Fracture Mechanics, Winnipeg, Canada, August 23-26, 1987W. R. TysonNo ratings yet
- AS5780-Core Requirement Specification For Aircraft Gas Turbine Engine LubricantsDocument9 pagesAS5780-Core Requirement Specification For Aircraft Gas Turbine Engine LubricantsJicheng PiaoNo ratings yet
- Trim Material Valve PlugDocument4 pagesTrim Material Valve Plugalexmontell100% (1)
- Iso 1817-2015Document30 pagesIso 1817-2015Luiggy ArenasNo ratings yet
- C776-06 (2011) Standard Specification For Sintered Uranium Dioxide PelletsDocument4 pagesC776-06 (2011) Standard Specification For Sintered Uranium Dioxide PelletsAndré BerninzonNo ratings yet
- GMW14381Document5 pagesGMW14381Akmal NizametdinovNo ratings yet
- STJLR 60 5020 A960Document3 pagesSTJLR 60 5020 A960Oleh NevynnyiNo ratings yet
- Iso 24023 2 2020Document9 pagesIso 24023 2 2020fNo ratings yet
- Chapter 5 - Precision. Accuracy and ToleranceDocument5 pagesChapter 5 - Precision. Accuracy and ToleranceRosiadi84100% (12)
- (BS 2000-10-2011) - Methods of Test For Petroleum and Its Products. Determination of Kerosine Burning Characteristics 24-Hour MethodDocument16 pages(BS 2000-10-2011) - Methods of Test For Petroleum and Its Products. Determination of Kerosine Burning Characteristics 24-Hour MethodAdelNo ratings yet
- Asme Section Ii B SB-42Document10 pagesAsme Section Ii B SB-42Monica SuarezNo ratings yet
- Ams2816w (Ingles) PDFDocument3 pagesAms2816w (Ingles) PDFjazz rey100% (1)
- Use and Calibration of Ultraprecision Axes of Rotation With Nanometer Level MetrologyDocument147 pagesUse and Calibration of Ultraprecision Axes of Rotation With Nanometer Level Metrologykndprasad01No ratings yet
- Is List Rubber StandardsDocument25 pagesIs List Rubber StandardsJatin KumarNo ratings yet
- Cellasto A Microcellular Polyurethane ElastomerDocument12 pagesCellasto A Microcellular Polyurethane ElastomerHari SuthanNo ratings yet
- PD Cen TR 16227-2011Document26 pagesPD Cen TR 16227-2011Simon ThaonNo ratings yet
- Astm D 6546 - 00Document9 pagesAstm D 6546 - 00Khan ShahzebNo ratings yet
- Balancing of Shaft CouplingsDocument5 pagesBalancing of Shaft CouplingsSulagna Roy100% (1)
- Cone Penetration of Lubricating Grease: Standard Test Methods ForDocument14 pagesCone Penetration of Lubricating Grease: Standard Test Methods ForROHITNo ratings yet
- A370 PDFDocument53 pagesA370 PDFsayuri0410No ratings yet
- Process For Obtaining AAR ApprovalDocument3 pagesProcess For Obtaining AAR ApprovalfeelingsudoNo ratings yet
- Determination of Volatile and Semi-Volatile Organic Compounds From Vehicle Interior MaterialsDocument19 pagesDetermination of Volatile and Semi-Volatile Organic Compounds From Vehicle Interior MaterialsJefferson CruzNo ratings yet
- ASTM B 213 - 03 (Flow Rate)Document3 pagesASTM B 213 - 03 (Flow Rate)IsraelNo ratings yet
- Astm D 6905 - 2012Document3 pagesAstm D 6905 - 2012Emmanuel BoquetNo ratings yet
- Surface Vehicle StandardDocument5 pagesSurface Vehicle StandardanupthattaNo ratings yet
- Mechanical Testing of Steel Products: Standard Test Methods and Definitions ForDocument51 pagesMechanical Testing of Steel Products: Standard Test Methods and Definitions ForМзевинар КобахидзеNo ratings yet
- Defect Analysis of Linke Hofmann Busch Bogie FramesDocument10 pagesDefect Analysis of Linke Hofmann Busch Bogie FramesAbhinav JangraNo ratings yet
- Coated Fab Iso ListDocument4 pagesCoated Fab Iso ListSte BoydNo ratings yet
- Aerospace Material Specification: AMS5876™ Rev. EDocument7 pagesAerospace Material Specification: AMS5876™ Rev. EMohammad LavasaniNo ratings yet
- SAEJ1001 V 001Document12 pagesSAEJ1001 V 001Marcos Verissimo Juca de PaulaNo ratings yet
- Astm F3299.23586Document4 pagesAstm F3299.23586Zohreh MosaferiNo ratings yet
- SAEJ198 V 001Document12 pagesSAEJ198 V 001Nijanthan G. VasudevanNo ratings yet
- White Paper Gas Measurement Ultrasonic Meter Station Design Considerations Technical White Paper Daniel en 43848Document17 pagesWhite Paper Gas Measurement Ultrasonic Meter Station Design Considerations Technical White Paper Daniel en 43848muhamad zulhelmi bin mohamad fitholNo ratings yet
- DU Sliding Material SpecificationsDocument55 pagesDU Sliding Material SpecificationsMichał AmborNo ratings yet
- Steel Bars, Alloy, Standard GradesDocument4 pagesSteel Bars, Alloy, Standard GradesGian SennaNo ratings yet
- GORE Automotive Vents Exterior Lighting Datasheet ENDocument4 pagesGORE Automotive Vents Exterior Lighting Datasheet ENAaron HuangNo ratings yet
- HN20037 - 2021 06 01Document9 pagesHN20037 - 2021 06 01giuseppe giudiceNo ratings yet
- System Center Data Protection Manager 2010 Troubleshooting GuideDocument319 pagesSystem Center Data Protection Manager 2010 Troubleshooting GuideDavid LawranceNo ratings yet
- Jis D0203 PDFDocument6 pagesJis D0203 PDFsabaris ksNo ratings yet
- Modal and Fatigue Analysis of Decanter Centrifuge Rotor Using ANSYSDocument3 pagesModal and Fatigue Analysis of Decanter Centrifuge Rotor Using ANSYShebsonbezerraNo ratings yet
- Astm D-5576Document3 pagesAstm D-5576williamcondoriNo ratings yet
- Rubber Hose: Standard Test Methods ForDocument10 pagesRubber Hose: Standard Test Methods ForSubhasis DeyNo ratings yet
- Mechanical Uniaxial Constant Force Thermal Cycling of SMAsDocument6 pagesMechanical Uniaxial Constant Force Thermal Cycling of SMAsswaminathan G.No ratings yet
- Analysis of Surface Roughness and Models of Mechanical ContactsDocument139 pagesAnalysis of Surface Roughness and Models of Mechanical ContactsAndres Carmona100% (1)
- TM0172 2015 Determining CorrosiveDocument16 pagesTM0172 2015 Determining Corrosiveahmed sobhyNo ratings yet
- Jis D0205 1987 PDFDocument52 pagesJis D0205 1987 PDFsabaris ksNo ratings yet
- Valvetronic EngineDocument5 pagesValvetronic EngineHafis SayedNo ratings yet
- D 1817 - 01 - Rde4mtcDocument3 pagesD 1817 - 01 - Rde4mtcDr. Ahmed Abdel-HakimNo ratings yet
- Astm D1218Document7 pagesAstm D1218sawitri diah ayu komala100% (1)
- CASNUBDocument38 pagesCASNUBGajendra Kumar Verma100% (1)
- Manuals - Omega ABU - Including Pumpset and Smart Pumps Master Copy - Issue Level 09Document118 pagesManuals - Omega ABU - Including Pumpset and Smart Pumps Master Copy - Issue Level 09manuelNo ratings yet
- Astm d1319 2003 PDFDocument10 pagesAstm d1319 2003 PDFJeffreyCheleNo ratings yet
- Resistance To Fuels of Exteriors Automotive Materials and ComponentsDocument6 pagesResistance To Fuels of Exteriors Automotive Materials and ComponentsAnvarbek KarimovNo ratings yet
- Tinius Olsen - Ref 30 - 60000lb Cal Super L - B117GDocument8 pagesTinius Olsen - Ref 30 - 60000lb Cal Super L - B117Gjr_satish6965No ratings yet
- F1971-05 Test Method For Tire Electrical ResistanceDocument4 pagesF1971-05 Test Method For Tire Electrical Resistancerizzo8No ratings yet
- F2489Document13 pagesF2489msbarretosNo ratings yet
- ASTM D6079.dvfr3720 PDFDocument8 pagesASTM D6079.dvfr3720 PDFangel100% (2)
- Astm D 6079Document8 pagesAstm D 6079Jesús GarcíaNo ratings yet
- Evaluating Lubricity of Diesel Fuels by The High-Frequency Reciprocating Rig (HFRR) by Visual ObservationDocument9 pagesEvaluating Lubricity of Diesel Fuels by The High-Frequency Reciprocating Rig (HFRR) by Visual ObservationTsogtsaihan MyahlaiNo ratings yet
- Evaluating Diesel Fuel Lubricity by An Injection Pump Rig: Standard Test Method ForDocument8 pagesEvaluating Diesel Fuel Lubricity by An Injection Pump Rig: Standard Test Method Forasma hamzaNo ratings yet
- Nanoscale: Accepted ManuscriptDocument8 pagesNanoscale: Accepted Manuscripterickson_mouraNo ratings yet
- Research On Friction-Coatings With Activated Ultra-Thick Tin-BaseDocument5 pagesResearch On Friction-Coatings With Activated Ultra-Thick Tin-Baseerickson_mouraNo ratings yet
- Preparation of Ddp-Coated Pbs Nanoparticles and Investigation of The Antiwear Ability of The Prepared Nanoparticles As Additive in Liquid ParaffinDocument6 pagesPreparation of Ddp-Coated Pbs Nanoparticles and Investigation of The Antiwear Ability of The Prepared Nanoparticles As Additive in Liquid Paraffinerickson_mouraNo ratings yet
- Sudeep Ingole, Archana Charanpahari, Amol Kakade, S.S. Umare, D.V. Bhatt, Jyoti MenghaniDocument10 pagesSudeep Ingole, Archana Charanpahari, Amol Kakade, S.S. Umare, D.V. Bhatt, Jyoti Menghanierickson_mouraNo ratings yet
- EntropyDocument29 pagesEntropyacairalexNo ratings yet
- Standard Test Method For Evaluating Lubricity of Diesel Fuels by The Scuffing Load Ball-On-Cylinder Lubricity EvaluatorDocument9 pagesStandard Test Method For Evaluating Lubricity of Diesel Fuels by The Scuffing Load Ball-On-Cylinder Lubricity Evaluatorerickson_mouraNo ratings yet
- BitovaDocument9 pagesBitovaerickson_mouraNo ratings yet
- Astm D 785Document6 pagesAstm D 785IngJGMNo ratings yet
- Mecanismos Ensino SuperiorDocument19 pagesMecanismos Ensino Superiorerickson_mouraNo ratings yet
- TribologyDocument19 pagesTribologyerickson_mouraNo ratings yet
- SolidWorks SimulationDocument31 pagesSolidWorks Simulationerickson_mouraNo ratings yet
- ReferenciasDocument1 pageReferenciaserickson_mouraNo ratings yet
- Mechanism and Dynamics of Machinery - Hamilton H. MabieDocument330 pagesMechanism and Dynamics of Machinery - Hamilton H. MabieErick Muñoz71% (7)
- MSDS Chromium OxideDocument6 pagesMSDS Chromium Oxidemustika aisyah putriNo ratings yet
- Use and Management of Flexible Hoses Rev 4 - Final PDFDocument31 pagesUse and Management of Flexible Hoses Rev 4 - Final PDFTg Tarro100% (2)
- NT115UsersMan EngDocument48 pagesNT115UsersMan EngThai Binh MinhNo ratings yet
- Atlas Copco - HiLight H6Plus (Brugervejledning ENG)Document114 pagesAtlas Copco - HiLight H6Plus (Brugervejledning ENG)Sergio PizarroNo ratings yet
- 2012 11 Fluoropolymers - Safe - Hand - ENDocument29 pages2012 11 Fluoropolymers - Safe - Hand - ENsamNo ratings yet
- 1.7 Stacking and StorageDocument4 pages1.7 Stacking and StorageAnonymous iI88Lt100% (1)
- ABB - Liquid Vs Dry-Type TransformersDocument46 pagesABB - Liquid Vs Dry-Type TransformersMiguel GarzaNo ratings yet
- Material Safety Data Sheet Natural Gas, Compressed (CNG)Document3 pagesMaterial Safety Data Sheet Natural Gas, Compressed (CNG)Mochamad FaisolNo ratings yet
- Risk Assessment Form Risk Assessment Form: ACE Training & ConsultingDocument3 pagesRisk Assessment Form Risk Assessment Form: ACE Training & ConsultingAhmed MoghazyNo ratings yet
- Sustainability 11 04888 PDFDocument13 pagesSustainability 11 04888 PDFAbeer AbdullahNo ratings yet
- 2 of 2 Cannabis Seminar PPT 102518Document111 pages2 of 2 Cannabis Seminar PPT 102518Lani416No ratings yet
- Gas Cylinder RulesDocument24 pagesGas Cylinder RulesAnuj SinhaNo ratings yet
- Learner'S Packet No. 4 Quarter 1: I. Introductory ConceptDocument4 pagesLearner'S Packet No. 4 Quarter 1: I. Introductory ConceptLETECIA BAJONo ratings yet
- Measuring The Ignition Strength of Cigarettes: Standard Test Method ForDocument7 pagesMeasuring The Ignition Strength of Cigarettes: Standard Test Method ForSTAFFORDNo ratings yet
- BaltCity BLDG, Fire Codes PDFDocument309 pagesBaltCity BLDG, Fire Codes PDFRatibBNo ratings yet
- Work Permit ExerciseDocument27 pagesWork Permit ExerciseEr Bishwonath Shah100% (1)
- Dec 1-7 Beaumont Refinery CHD#2 Flash FireDocument1 pageDec 1-7 Beaumont Refinery CHD#2 Flash FireTrevor KanodeNo ratings yet
- MSDS Mixed - XylenesDocument10 pagesMSDS Mixed - XylenesGİZEM DEMİRNo ratings yet
- V Series: User'S Manual SetupDocument109 pagesV Series: User'S Manual SetupTFNo ratings yet
- MSDS Thinner International GTA007Document12 pagesMSDS Thinner International GTA007orry fiasihNo ratings yet
- Intertek Ice Maker HZB-12C (EN)Document6 pagesIntertek Ice Maker HZB-12C (EN)Gisell Zapata100% (1)
- Defensible Space ZoneDocument2 pagesDefensible Space ZoneVentura County StarNo ratings yet
- Correlation Analysis of Heat Flux and Cone Calorimeter Test Data of Commercial Flame-Retardant EPDM RubberDocument12 pagesCorrelation Analysis of Heat Flux and Cone Calorimeter Test Data of Commercial Flame-Retardant EPDM RubberFairmont Ind Quality DivisionNo ratings yet
- Contoh MSDSDocument8 pagesContoh MSDSWildan Wijaya HasibuanNo ratings yet
- ALTHEA Multiair: Part 1 - Regulations and AssemblyDocument48 pagesALTHEA Multiair: Part 1 - Regulations and AssemblyjuanpabloplusNo ratings yet
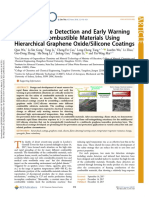
- Efficient Flame Detection and Early WarningDocument9 pagesEfficient Flame Detection and Early WarningHiran ChathurangaNo ratings yet
- SDS - Safety Data Sheet: 1. IdentificationDocument8 pagesSDS - Safety Data Sheet: 1. IdentificationAli El AliNo ratings yet
- Flammable Gas DetectorsDocument7 pagesFlammable Gas DetectorsmustardbassmanNo ratings yet
- Info - Iec60695-2-13 (Ed3 0 RLV) enDocument20 pagesInfo - Iec60695-2-13 (Ed3 0 RLV) enFarah HadjaliNo ratings yet
- Fire Hazards PracticalDocument14 pagesFire Hazards PracticalrutvikNo ratings yet