You might also like
- CPD When Operating at Base LoadDocument1 pageCPD When Operating at Base Loadvankayalasurya100% (1)
- Geh 6759 PDFDocument172 pagesGeh 6759 PDFHung NgoNo ratings yet
- Dry Low Nox 2.0+ System Operation: Ge Power SystemsDocument10 pagesDry Low Nox 2.0+ System Operation: Ge Power SystemsFernando Piaggio100% (1)
- Nic 13.05Document14 pagesNic 13.05BouazzaNo ratings yet
- SCOPE-1 SECTION-2 CommssinoingDocument109 pagesSCOPE-1 SECTION-2 Commssinoingahmed100% (1)
- GE Ex2100e Generator Controls Ds Gfa2114Document2 pagesGE Ex2100e Generator Controls Ds Gfa2114Iqbal FasyaNo ratings yet
- Modified Wobbie IndexDocument17 pagesModified Wobbie IndexSahariar Bin Shafique100% (1)
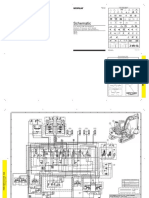
- 312 BL Diagrama HidraulicoDocument2 pages312 BL Diagrama Hidraulicoesmeralda67% (3)
- 120lab Report 3Document4 pages120lab Report 3Valerie Mae Librero Areño100% (2)
- Temperature Control at 19MW On MS5001Document4 pagesTemperature Control at 19MW On MS5001chdi100% (1)
- GEI-100271 System Database (SDB) Browser PDFDocument18 pagesGEI-100271 System Database (SDB) Browser PDFmeirangongNo ratings yet
- Gei 100505 PDFDocument32 pagesGei 100505 PDFMohd Khairul AshrafNo ratings yet
- Gfk1303C - CIMPLICITY HMI Recipes Operation ManualDocument94 pagesGfk1303C - CIMPLICITY HMI Recipes Operation ManualEduardo NascimentoNo ratings yet
- Testing Spark Plugs of Mark-V Control SystemDocument21 pagesTesting Spark Plugs of Mark-V Control SystemMuhammad UsmanNo ratings yet
- Gas Turbine ControlsDocument2 pagesGas Turbine Controlsmuhammad nasim100% (1)
- GEI-100667 Mark VIe Serial CommunicationsDocument4 pagesGEI-100667 Mark VIe Serial CommunicationsjosseNo ratings yet
- Generators Ver 151018Document37 pagesGenerators Ver 151018brctlnNo ratings yet
- EK220 Manual enDocument125 pagesEK220 Manual enPaul Ramos CarcaustoNo ratings yet
- Workstationst Alarm Viewer: Instruction GuideDocument118 pagesWorkstationst Alarm Viewer: Instruction GuideMARIO OLIVIERINo ratings yet
- 0201 MACH7 Hot Redundant PDFDocument8 pages0201 MACH7 Hot Redundant PDFSyed Mohammed HussainNo ratings yet
- GT ProtectionDocument3 pagesGT ProtectionHarin100% (1)
- Speedtronic™ Mark Vi TMR: GE Industrial SystemsDocument19 pagesSpeedtronic™ Mark Vi TMR: GE Industrial Systemsnboulegroune100% (1)
- GHT-200008 How To Display A Variable On An HMI ScreenDocument6 pagesGHT-200008 How To Display A Variable On An HMI ScreenjosseNo ratings yet
- MCT Mkvie OmDocument4 pagesMCT Mkvie Omnabil160874No ratings yet
- 6FA DLN 2.6 Extended Interval Combustion System - GEA17898 PDFDocument1 page6FA DLN 2.6 Extended Interval Combustion System - GEA17898 PDFLenin RamonNo ratings yet
- 994 0146 d20mx v1.5x Product Documentation Set BinderDocument4,073 pages994 0146 d20mx v1.5x Product Documentation Set BinderIlaiyaa RajaNo ratings yet
- Mark Vie-GEH-6721-Vol-III PDFDocument180 pagesMark Vie-GEH-6721-Vol-III PDFRidho HeriyantoNo ratings yet
- MarkV CourseDocument137 pagesMarkV Courselou nes100% (1)
- Data Historian: GE Industrial SystemsDocument15 pagesData Historian: GE Industrial Systemsman_y2kNo ratings yet
- Mark V Voter MismatchDocument6 pagesMark V Voter Mismatchnabil160874No ratings yet
- 3 Containerized 7 8MWDocument12 pages3 Containerized 7 8MWnaz-sdeNo ratings yet
- GEH-6421System Manual For Mark VIDocument342 pagesGEH-6421System Manual For Mark VIjorge lopezNo ratings yet
- Gas Turbine ETR Relays RelatedDocument4 pagesGas Turbine ETR Relays Relatednabil160874No ratings yet
- Limiting The Gas Turbine Load and Operating at Base LoadDocument6 pagesLimiting The Gas Turbine Load and Operating at Base Loadramkrishna100% (1)
- Gek 106852aDocument10 pagesGek 106852awednetoxNo ratings yet
- EX2100e Excitation System TroubleshootingDocument120 pagesEX2100e Excitation System TroubleshootingOm EliasNo ratings yet
- Customer Course CatalogDocument102 pagesCustomer Course Catalognabil160874No ratings yet
- On Mark Vi ControlDocument7 pagesOn Mark Vi Controlusman379No ratings yet
- Order or Upgrade a ControlST Software LicenseDocument10 pagesOrder or Upgrade a ControlST Software LicenseRonald AgusNo ratings yet
- Jordan Hussein Power Station GT Operation Manual Revision-01 (20170803)Document335 pagesJordan Hussein Power Station GT Operation Manual Revision-01 (20170803)Malik HatemNo ratings yet
- Training of Mhps-Tomoni For GSRCDocument22 pagesTraining of Mhps-Tomoni For GSRCbmw316100% (1)
- Gas Turbine ControlDocument9 pagesGas Turbine ControlHBNBILNo ratings yet
- MK IV Temp Control Curve ModificationDocument6 pagesMK IV Temp Control Curve ModificationCris RonaldNo ratings yet
- 01 OverviewDocument58 pages01 Overviewbmw316100% (1)
- Gas Turbine in Base Load With Droop Speed ControlDocument3 pagesGas Turbine in Base Load With Droop Speed ControlÄbdur RáhmánNo ratings yet
- Fact Sheet: GE Energy EX2100e Excitation Control For Gas Turbine GeneratorsDocument2 pagesFact Sheet: GE Energy EX2100e Excitation Control For Gas Turbine Generatorsvcharles100% (1)
- GT Control For UtilityDocument13 pagesGT Control For UtilityThanapaet Rittirut100% (1)
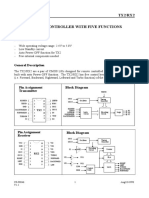
- TX2/RX2 Remote Controller With Five Functions: FeaturesDocument8 pagesTX2/RX2 Remote Controller With Five Functions: FeaturesRambo333No ratings yet
- REV Zone Description Date (YYYY-MM-DD) Approved ECO0111240: Ge Class Ii (Internal Non-Critical)Document3 pagesREV Zone Description Date (YYYY-MM-DD) Approved ECO0111240: Ge Class Ii (Internal Non-Critical)wael zakariaNo ratings yet
- Gas Turbine 11 PDFDocument59 pagesGas Turbine 11 PDFajo zinzoNo ratings yet
- GE LMS-100 Local and Remote HMI Interconnect Diagram: TCP Unit #1 Customer Control RoomDocument1 pageGE LMS-100 Local and Remote HMI Interconnect Diagram: TCP Unit #1 Customer Control Roomazizi reNo ratings yet
- Dual Hydrogen Control Panel (DHCP) : Installation and Operation ManualDocument51 pagesDual Hydrogen Control Panel (DHCP) : Installation and Operation ManualSupol100% (1)
- Kurimat SurgeDocument6 pagesKurimat Surgesmart_eng2009100% (1)
- Geh 6760Document98 pagesGeh 6760Hung NgoNo ratings yet
- GTDocument122 pagesGTAnand Patel100% (1)
- Tab 1Document10 pagesTab 1nabil160874100% (1)
- Gfk1216d - Cimplicity Hmi TrackerDocument324 pagesGfk1216d - Cimplicity Hmi TrackerEduardo Nascimento100% (1)
- Device Summary EnglishDocument14 pagesDevice Summary Englishكاظم محمدNo ratings yet
- Mark V DCCC AlarmsDocument21 pagesMark V DCCC Alarmsnabil160874No ratings yet
- GT - GTG - STG Cooling Air SystemDocument17 pagesGT - GTG - STG Cooling Air SystemLeelanandaNo ratings yet
- GE Frame 5 Gas Turbine: From The Automation List Department..Document3 pagesGE Frame 5 Gas Turbine: From The Automation List Department..januaridonNo ratings yet
- GE Gas Turbine Accessory and Load Gear Compartments Temperature Running HighDocument20 pagesGE Gas Turbine Accessory and Load Gear Compartments Temperature Running HighShahzad JamesNo ratings yet
- P2146Document30 pagesP2146Engine Tuning UPNo ratings yet
- BoilerDocument19 pagesBoilerSahariar Bin ShafiqueNo ratings yet
- Power Systems Operation and Control Interview QuestionsDocument24 pagesPower Systems Operation and Control Interview QuestionsSahariar Bin ShafiqueNo ratings yet
- Exam Question AnswerDocument3 pagesExam Question AnswerSahariar Bin ShafiqueNo ratings yet
- g2m0 Bac-50Document47 pagesg2m0 Bac-50Sahariar Bin ShafiqueNo ratings yet
- Exam Question-1Document4 pagesExam Question-1Sahariar Bin ShafiqueNo ratings yet
- (GE) Frame 7FA Mk-VI Trip Systems - 7FA - 13viDocument1 page(GE) Frame 7FA Mk-VI Trip Systems - 7FA - 13viSahariar Bin ShafiqueNo ratings yet
- 3.1 Intercarrier Interference in Ofdm SystemsDocument14 pages3.1 Intercarrier Interference in Ofdm SystemsSahariar Bin ShafiqueNo ratings yet
- Thermal Engineering Chapter - 1 ExerciseDocument10 pagesThermal Engineering Chapter - 1 ExerciseSahariar Bin ShafiqueNo ratings yet
- TransformerDocument17 pagesTransformerSahariar Bin ShafiqueNo ratings yet
- RouterDocument1 pageRouterSahariar Bin ShafiqueNo ratings yet
- Design and Simulation of Solar Monitoring Tracking System: Omorogiuwa Eseosa Uhunmwangho RolandDocument5 pagesDesign and Simulation of Solar Monitoring Tracking System: Omorogiuwa Eseosa Uhunmwangho RolandInternational Organization of Scientific Research (IOSR)No ratings yet
- Mass Transfer Trends of AlCoCrFeNi High-Entropy Alloy Coatings On TC11 Substrate Via Electrospark - Computer Numerical Control DepositionDocument10 pagesMass Transfer Trends of AlCoCrFeNi High-Entropy Alloy Coatings On TC11 Substrate Via Electrospark - Computer Numerical Control DepositionSahariar Bin ShafiqueNo ratings yet
- PIC 16f877a Data SheetDocument234 pagesPIC 16f877a Data Sheetanon-26401438% (8)
- Mechatronics Design of Solar Tracking System: Research ArticleDocument13 pagesMechatronics Design of Solar Tracking System: Research ArticleSahariar Bin ShafiqueNo ratings yet
- HandbookDocument121 pagesHandbookSahariar Bin ShafiqueNo ratings yet
- AppDocument1 pageAppSahariar Bin ShafiqueNo ratings yet
- TRIANGLE TRAINING Network Masks and Subnetting GuideDocument10 pagesTRIANGLE TRAINING Network Masks and Subnetting GuideSahariar Bin ShafiqueNo ratings yet
- Local Area Network (LAN) Definition:: IntercomDocument1 pageLocal Area Network (LAN) Definition:: IntercomSahariar Bin ShafiqueNo ratings yet
- Static Routing: TRIANGLE TRAINING Cha-63/6,2 Floor Uttar Badda (Behind IBN Sins) Gulshan-1, Dhaka-1212Document2 pagesStatic Routing: TRIANGLE TRAINING Cha-63/6,2 Floor Uttar Badda (Behind IBN Sins) Gulshan-1, Dhaka-1212Sahariar Bin ShafiqueNo ratings yet
- Course On Microcontrollers (IICT - BUET)Document109 pagesCourse On Microcontrollers (IICT - BUET)Sahariar Bin ShafiqueNo ratings yet
- Rip v1Document3 pagesRip v1Sahariar Bin ShafiqueNo ratings yet
- Exhaust TemperatureDocument53 pagesExhaust TemperatureSahariar Bin Shafique100% (3)
- Answer of Filling The GapsDocument1 pageAnswer of Filling The GapsSahariar Bin ShafiqueNo ratings yet
- Design and Simulation of Solar Monitoring Tracking System: Omorogiuwa Eseosa Uhunmwangho RolandDocument5 pagesDesign and Simulation of Solar Monitoring Tracking System: Omorogiuwa Eseosa Uhunmwangho RolandInternational Organization of Scientific Research (IOSR)No ratings yet
- 3.1 Intercarrier Interference in Ofdm SystemsDocument14 pages3.1 Intercarrier Interference in Ofdm SystemsSahariar Bin ShafiqueNo ratings yet
- DLN Combustion Systems ExplainedDocument49 pagesDLN Combustion Systems ExplainedSahariar Bin Shafique100% (1)
- East West LDR CircuitDocument1 pageEast West LDR CircuitSahariar Bin ShafiqueNo ratings yet
- Webnar Microchip Step Motor Part 1Document49 pagesWebnar Microchip Step Motor Part 1André AFNo ratings yet
- Common over-pressure causesDocument4 pagesCommon over-pressure causesacidoanimalNo ratings yet
- AC System General Diagnostic ProceduresDocument7 pagesAC System General Diagnostic Proceduresgentiles mdqNo ratings yet
- 572 9.Cfd Analysis For Supersonic Flow Over A WedgeDocument12 pages572 9.Cfd Analysis For Supersonic Flow Over A WedgeKODANDA SAI KIRAN MELIPAKANo ratings yet
- Shale Gas From Conventional Reservoirs To Unconventional ReservoirsDocument3 pagesShale Gas From Conventional Reservoirs To Unconventional Reservoirssaa6383No ratings yet
- AerationDocument92 pagesAerationGigih HaryNo ratings yet
- Classification of Heat ExchangerDocument19 pagesClassification of Heat ExchangerSarayu GowdaNo ratings yet
- AE6011 Aero Engine MaintenanceDocument2 pagesAE6011 Aero Engine MaintenanceanandNo ratings yet
- Hydraulic Pumps Explained: Gear, Vane & Gerotor TypesDocument18 pagesHydraulic Pumps Explained: Gear, Vane & Gerotor TypesMohamed RashedNo ratings yet
- Alarm Check Valve - MECHDocument5 pagesAlarm Check Valve - MECHGabriel TapiaNo ratings yet
- Balston Nitrogen GeneratorDocument10 pagesBalston Nitrogen GeneratorNguyễn NgọcNo ratings yet
- Compressor FinalDocument20 pagesCompressor FinalshihabNo ratings yet
- Vapor Cycle Exergy Analysis-Heat Exchanger Unit: Example 8.7Document1 pageVapor Cycle Exergy Analysis-Heat Exchanger Unit: Example 8.7ali jabarNo ratings yet
- Distillation Column PressureDocument18 pagesDistillation Column PressureSaidFerdjallahNo ratings yet
- Types - Of.boilers Draught Thermal - PlantDocument11 pagesTypes - Of.boilers Draught Thermal - PlantPraveen PandeyNo ratings yet
- Underground Coal GasificationDocument7 pagesUnderground Coal GasificationAnu KpNo ratings yet
- Production 2Document24 pagesProduction 2Ramy MaamounNo ratings yet
- Gree-44814 09K 12K (LCLH)Document87 pagesGree-44814 09K 12K (LCLH)MatyoJNo ratings yet
- Service manual for 854DC/DCI/DCS dust collectorDocument9 pagesService manual for 854DC/DCI/DCS dust collectorDavid Alvarado DiazNo ratings yet
- 5 Pressure MeasurementDocument28 pages5 Pressure MeasurementMorshedul IslamNo ratings yet
- Forced convection over cylinders and spheresDocument17 pagesForced convection over cylinders and spheresananth2012No ratings yet
- Circulating Lubrication Systems (Oil)Document8 pagesCirculating Lubrication Systems (Oil)LLNo ratings yet
- Anaerobic Digestion: (Mesophilic)Document3 pagesAnaerobic Digestion: (Mesophilic)SahithiNo ratings yet
- Coning ReservoirDocument15 pagesConing ReservoirRaghuram BhNo ratings yet
- Characteristic Curve: A Graph Showing The Relationship Between Two QuantitiesDocument7 pagesCharacteristic Curve: A Graph Showing The Relationship Between Two QuantitiesShahbaz HaiderNo ratings yet
- EconomizerDocument18 pagesEconomizershashwat shuklaNo ratings yet
- Safety Sheet Vacuubrand Me 4r NTDocument112 pagesSafety Sheet Vacuubrand Me 4r NTAndreea NicaNo ratings yet
- T843603001X0F1Document43 pagesT843603001X0F1deva017No ratings yet
- 6.1 Applications of Darcy's Law: Figure 6.1 Model For Radial Flow of Fluids To The WellboreDocument33 pages6.1 Applications of Darcy's Law: Figure 6.1 Model For Radial Flow of Fluids To The Wellborekhan.pakiNo ratings yet