You might also like
- 110 Waveform Generator Projects for the Home ConstructorFrom Everand110 Waveform Generator Projects for the Home ConstructorRating: 4 out of 5 stars4/5 (1)
- Composite Construction MethoddDocument13 pagesComposite Construction MethoddEditha BaniquedNo ratings yet
- L.A.C.T. Unit DesignDocument3 pagesL.A.C.T. Unit DesignBill Gu100% (2)
- Lightning Studies 20160908 PDFDocument18 pagesLightning Studies 20160908 PDFAnonymous V6y1QL6hnNo ratings yet
- Presentation Title Mundra UMPP: Presentation Subtitle CGPL, Tata Power Company LimitedDocument34 pagesPresentation Title Mundra UMPP: Presentation Subtitle CGPL, Tata Power Company LimitedJay JobanputraNo ratings yet
- Allorde - E2Document1 pageAllorde - E2flor johnNo ratings yet
- Boschert: CNC Busbar Cutting - Punching - Bending SolutionDocument42 pagesBoschert: CNC Busbar Cutting - Punching - Bending SolutiondemdiinNo ratings yet
- U01 Antenna 02102022Document2 pagesU01 Antenna 02102022dinosbgNo ratings yet
- Sds PDFDocument1 pageSds PDFrajeeshNo ratings yet
- Blower Conventional Double Blower Double Inlet: ConstructionDocument1 pageBlower Conventional Double Blower Double Inlet: ConstructionrajeeshNo ratings yet
- Hydraulic Piston PumpDocument19 pagesHydraulic Piston Pumpvodangminhhieu0905960430No ratings yet
- Amateur Radio QRP Projects - March 2011Document23 pagesAmateur Radio QRP Projects - March 2011victorplugaruNo ratings yet
- Kotd-110 150 200Document5 pagesKotd-110 150 200Darwin Canchari VillcaraniNo ratings yet
- K-ML-D5-KV2 K-TRON Product Specification Loss-in-Weight Vibratory FeederDocument2 pagesK-ML-D5-KV2 K-TRON Product Specification Loss-in-Weight Vibratory FeederHpnoteNo ratings yet
- SBFZ JeppesenDocument23 pagesSBFZ Jeppesenlucasgoudard100% (1)
- 6 Soil - CompactionDocument58 pages6 Soil - CompactionLiv CBNo ratings yet
- Annex - A Sample Pump Curves AND Data: Design Report, Megech & Jemma Pump StationsDocument67 pagesAnnex - A Sample Pump Curves AND Data: Design Report, Megech & Jemma Pump Stationstadewos alemuNo ratings yet
- Adobe Scan Jun 18, 2021Document17 pagesAdobe Scan Jun 18, 2021Abdelaziz ElsherbinyNo ratings yet
- MPI Probe Selection GuideDocument15 pagesMPI Probe Selection GuidearashmasNo ratings yet
- 650tlx Stage3b PRDocument6 pages650tlx Stage3b PRДмитрий БакайNo ratings yet
- Vytaflex Product PropertiesDocument2 pagesVytaflex Product PropertiesMartin SwartNo ratings yet
- D112 ENGLISH VersionDocument2 pagesD112 ENGLISH VersionRinor Rushiti100% (1)
- Web Geometry - How To AdoptDocument1 pageWeb Geometry - How To AdoptAnonymous ARMtmNKLNo ratings yet
- TI Webinar 9 - Designing Wide-VIN Low-EMI Power Converters PDFDocument28 pagesTI Webinar 9 - Designing Wide-VIN Low-EMI Power Converters PDFhuytung1501No ratings yet
- Aversa DP Cat RO EN PDFDocument16 pagesAversa DP Cat RO EN PDFmatache temelieNo ratings yet
- Aversa DP Cat RO EN PDFDocument16 pagesAversa DP Cat RO EN PDFmatache temelieNo ratings yet
- MKS Pressure Sensors For Many Applications, Please See: WWW - Mksautobusiness.fiDocument1 pageMKS Pressure Sensors For Many Applications, Please See: WWW - Mksautobusiness.fiClaudio GibeiliNo ratings yet
- Typical Instantaneous Time-Phase Current Characteristics BasedDocument3 pagesTypical Instantaneous Time-Phase Current Characteristics BasedgabitteNo ratings yet
- Massive MIMO EIRP and EMF For VFUKDocument15 pagesMassive MIMO EIRP and EMF For VFUKUmer AftabNo ratings yet
- UntitledghhDocument1 pageUntitledghhvishwaNo ratings yet
- XT316 Air SockerDocument4 pagesXT316 Air Sockeryudiar djamaldilliahNo ratings yet
- Antena Yagi Neagra Telwave TWDS-7088 PDFDocument1 pageAntena Yagi Neagra Telwave TWDS-7088 PDFVirgil PeiulescuNo ratings yet
- Motor m49sp 1 eDocument2 pagesMotor m49sp 1 eRené Isaac Martínez OlivaNo ratings yet
- C-ADAPTER Items Added: New Product NewsDocument3 pagesC-ADAPTER Items Added: New Product NewsAnonymous HPlNDhM6ejNo ratings yet
- Designing Ultrafast Loop Response With Type-III Compensation For Current Mode Step-Down ConvertersDocument9 pagesDesigning Ultrafast Loop Response With Type-III Compensation For Current Mode Step-Down ConvertersrmNo ratings yet
- TDK-humidifier - Element Nebulizer - NB - enDocument5 pagesTDK-humidifier - Element Nebulizer - NB - enKemenesh HNo ratings yet
- MISSION Magnum Dual Stage XP Centrifugal Pump SpecificationDocument2 pagesMISSION Magnum Dual Stage XP Centrifugal Pump SpecificationFaroukNo ratings yet
- D DatasheetwpacbeltpowerDocument2 pagesD DatasheetwpacbeltpowerPablo SantorNo ratings yet
- OKI Reed Switch ORD213Document8 pagesOKI Reed Switch ORD213Daniel HilachoqueNo ratings yet
- Spray Master: 250 Amp MIG GunDocument1 pageSpray Master: 250 Amp MIG GunLeonardo Martínez LópezNo ratings yet
- 1N5758 Etc PDFDocument3 pages1N5758 Etc PDFPedro lealNo ratings yet
- Piping DetailsDocument16 pagesPiping DetailsSasi MesthiriNo ratings yet
- PowerWorx - SuperPower GMT SeriesDocument2 pagesPowerWorx - SuperPower GMT SeriesJohn WikieNo ratings yet
- Data PDA & Kalendering ABT 1Document16 pagesData PDA & Kalendering ABT 1fatmaNo ratings yet
- Bosch - Dados Bicos InjetoresDocument25 pagesBosch - Dados Bicos InjetoresClaudio GibeiliNo ratings yet
- 46 Capwap Jemb Kebun Durian Tahap 1Document14 pages46 Capwap Jemb Kebun Durian Tahap 1fatmaNo ratings yet
- VT 20 Girder US1 enDocument2 pagesVT 20 Girder US1 enMorad ElNo ratings yet
- DS Linear Motors P01-23x80Document24 pagesDS Linear Motors P01-23x80carlos030476No ratings yet
- Motor m55sp 2k eDocument2 pagesMotor m55sp 2k ebLesaLmeNo ratings yet
- 2022 Geya Relay Module CatalogueDocument5 pages2022 Geya Relay Module CatalogueMarco AntonioNo ratings yet
- 739658Document2 pages739658Rodrigo AmorimNo ratings yet
- Compensating Tensioner KFD-SP-AIR Encn 1215Document2 pagesCompensating Tensioner KFD-SP-AIR Encn 1215Arif MahmudNo ratings yet
- Double-Channel: Submersible PumpsDocument4 pagesDouble-Channel: Submersible PumpsMladen Muskinja0% (1)
- Pulse Valve 03 BrochureDocument3 pagesPulse Valve 03 BrochurehendraNo ratings yet
- Deyu Cai: Owner: Wong Chu King Properties IncDocument1 pageDeyu Cai: Owner: Wong Chu King Properties IncSKYLERNo ratings yet
- Pulse Valve 03 BrochureDocument3 pagesPulse Valve 03 BrochurehendraNo ratings yet
- 64-2103 Tweco Spray Master VelocityDocument6 pages64-2103 Tweco Spray Master VelocitycarlosNo ratings yet
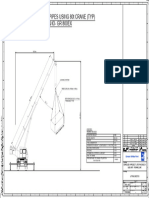
- Lifting Sketch-05Document1 pageLifting Sketch-05Mujahid AyyubNo ratings yet
- Brochure Specification Zoomlion ZCC550H (55 Ton)Document12 pagesBrochure Specification Zoomlion ZCC550H (55 Ton)apray aprayNo ratings yet
- M49SP 1Document2 pagesM49SP 1ivandevelNo ratings yet
- Structural Design Data FTV INVISIODocument16 pagesStructural Design Data FTV INVISIOKitanovic NenadNo ratings yet
- Adobe Scan Apr 02, 2024Document7 pagesAdobe Scan Apr 02, 2024Criss MartisNo ratings yet
- Fiber Cable: Specifications (Diffuse Reflective)Document4 pagesFiber Cable: Specifications (Diffuse Reflective)Min ZayarNo ratings yet
- Workhorses of Industry: Industrial Transformers in A DC EnvironmentDocument7 pagesWorkhorses of Industry: Industrial Transformers in A DC EnvironmentEdon BediNo ratings yet
- Concentrates: Arctic™ 3% Afff Foam ConcentrateDocument2 pagesConcentrates: Arctic™ 3% Afff Foam ConcentratekdsessionsNo ratings yet
- Mole Concept AssignmentDocument4 pagesMole Concept AssignmentRoNNo ratings yet
- SAE J113-1998 ScanDocument3 pagesSAE J113-1998 ScanMarcos RosenbergNo ratings yet
- G7 Math Q3-Week 5 - PolygonsDocument15 pagesG7 Math Q3-Week 5 - PolygonsROSEMARIE SANTOSNo ratings yet
- Elesta Germany Catalog PCB Relays 2013 PDFDocument88 pagesElesta Germany Catalog PCB Relays 2013 PDFzob7gheorgheNo ratings yet
- Orthophos XG 3, Installation ManualDocument146 pagesOrthophos XG 3, Installation ManualNuriddin khabirovNo ratings yet
- FRQ Modern PhysicsDocument22 pagesFRQ Modern PhysicsIvycrazeNo ratings yet
- Migrasi: Ismanu YudiantoroDocument16 pagesMigrasi: Ismanu YudiantoroDede NursyamsiNo ratings yet
- Soil Modelling: David Muir WoodDocument4 pagesSoil Modelling: David Muir WoodAnonymous v1blzDsEWANo ratings yet
- Chapter 5 Partial Differentiation: 5.1 Definition of The Partial DerivativeDocument21 pagesChapter 5 Partial Differentiation: 5.1 Definition of The Partial DerivativeDiptoNo ratings yet
- Surface GrindingDocument4 pagesSurface GrindingyowiskieNo ratings yet
- The Need For Harmonic Modeling and Mitigation of Generator ApplicationsDocument8 pagesThe Need For Harmonic Modeling and Mitigation of Generator ApplicationssnfulNo ratings yet
- CN 04-005 Frame Oil Cooling M, H, A, BDocument1 pageCN 04-005 Frame Oil Cooling M, H, A, BTelemetria EnerflexNo ratings yet
- Hägglunds Viking: Radial Piston Hydraulic MotorDocument68 pagesHägglunds Viking: Radial Piston Hydraulic MotorYo Jimenez PardoNo ratings yet
- Yan 2018 IOP Conf. Ser. Mater. Sci. Eng. 417 012028Document6 pagesYan 2018 IOP Conf. Ser. Mater. Sci. Eng. 417 012028Mehran FathzadehNo ratings yet
- NEET 2016 Question Paper Phase 2 Code DD SS ZZDocument19 pagesNEET 2016 Question Paper Phase 2 Code DD SS ZZShobhit JainNo ratings yet
- DR Ambedkar Institute of Technology: Group Activity ON "Orifices and Mouthpieces"Document23 pagesDR Ambedkar Institute of Technology: Group Activity ON "Orifices and Mouthpieces"1TU20CV408- dinkyNo ratings yet
- Chapter 8-13 Study GuideDocument54 pagesChapter 8-13 Study GuideSameh NoorNo ratings yet
- Year 11 GCSE AQA Practice Paper 2F 2022 Mark SchemeDocument7 pagesYear 11 GCSE AQA Practice Paper 2F 2022 Mark SchemeHannah YeungNo ratings yet
- BASLER - Instruction Manual For Ground Fault Relay Be1-64FDocument27 pagesBASLER - Instruction Manual For Ground Fault Relay Be1-64Fcarloviggiano4_26961100% (1)
- Know Your EquipmentDocument14 pagesKnow Your EquipmentNavinderjit SinghNo ratings yet
- Electromagnetic Propagation PDFDocument27 pagesElectromagnetic Propagation PDFAbed ShaarNo ratings yet
- European Steel and Alloy Grades: 20nicrmo2-2 (1.6523)Document2 pagesEuropean Steel and Alloy Grades: 20nicrmo2-2 (1.6523)farshid KarpasandNo ratings yet
- Final GATE 2023 ME UA SecondDocument44 pagesFinal GATE 2023 ME UA SecondStarNo ratings yet
- Junior Neet: InstructionsDocument20 pagesJunior Neet: Instructionsr3flexxNo ratings yet
- Thermaflex CatalogDocument23 pagesThermaflex CatalogpfpmatosNo ratings yet