You might also like
- QNET ROTPENT Laboratory - Student ManualDocument36 pagesQNET ROTPENT Laboratory - Student ManualKomang PutraNo ratings yet
- Paper Airplane Exercise: Provided To NWLEAN by Tim Leach of Northrup Grumman, May 98Document15 pagesPaper Airplane Exercise: Provided To NWLEAN by Tim Leach of Northrup Grumman, May 98chteo1976No ratings yet
- Telstar Cryodos Laboratory Freeze Dryer - User ManualDocument20 pagesTelstar Cryodos Laboratory Freeze Dryer - User Manualtaioba2010No ratings yet
- CD-00519-002 Anh N en 2018-07-06Document2 pagesCD-00519-002 Anh N en 2018-07-06Nicole de Castro RoveriNo ratings yet
- Deviations - Definition and Requirements: LOGFILE No. 10 / April 2013 Maas & Peither AG - GMP PublishingDocument3 pagesDeviations - Definition and Requirements: LOGFILE No. 10 / April 2013 Maas & Peither AG - GMP PublishingKamran AlamNo ratings yet
- AIE-PR-PRJ-004 - Anomaly Management Procedure Rev 01Document17 pagesAIE-PR-PRJ-004 - Anomaly Management Procedure Rev 01faraz_muslimNo ratings yet
- Process Safety AwarenessDocument19 pagesProcess Safety AwarenessiekazalyNo ratings yet
- Distributed Control System Operation (Intermediate)Document2 pagesDistributed Control System Operation (Intermediate)AliNo ratings yet
- Preview ANSI+ASQ+Z1.4-2003+ (R2013)Document8 pagesPreview ANSI+ASQ+Z1.4-2003+ (R2013)mlk1971No ratings yet
- Implementation of The RCM Approach at Xa0103048 Edf NPPS: Current StatusDocument8 pagesImplementation of The RCM Approach at Xa0103048 Edf NPPS: Current StatusSamNo ratings yet
- Api Monogram Program/Erw 20'' (Api 5L) : Embosal Steel Mills LLCDocument2 pagesApi Monogram Program/Erw 20'' (Api 5L) : Embosal Steel Mills LLCRavi TyagiNo ratings yet
- Is Ex Pir Ing: Title Repair and Overhaul Valves Level 4 Credits 5Document4 pagesIs Ex Pir Ing: Title Repair and Overhaul Valves Level 4 Credits 5Deepak RajanNo ratings yet
- 8 Process Safety Awareness PresentationDocument27 pages8 Process Safety Awareness PresentationVincent Magtibay67% (3)
- JD - Panel Officer NPKDocument2 pagesJD - Panel Officer NPKPriyu SakhareNo ratings yet
- C 1188 - 91 R97 - QzexodgDocument8 pagesC 1188 - 91 R97 - QzexodgPrakash MakadiaNo ratings yet
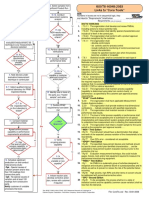
- ISO/TS 16949:2002 Links To "Core Tools"Document1 pageISO/TS 16949:2002 Links To "Core Tools"ArsalanNo ratings yet
- Dana Corporation: SKB SKB 16MAR11 14OCT11-Sec 5.1 ESSTV - EP026 1 of 7Document7 pagesDana Corporation: SKB SKB 16MAR11 14OCT11-Sec 5.1 ESSTV - EP026 1 of 7LynetteNo ratings yet
- KI KO Balance Log Book RevisedDocument42 pagesKI KO Balance Log Book Revisedmelimaul07No ratings yet
- Author - Brian G Hudson, ABB Engineering Services: Figure 1 - Issues Faced by Offshore OperatorsDocument11 pagesAuthor - Brian G Hudson, ABB Engineering Services: Figure 1 - Issues Faced by Offshore Operatorsfares-slamaNo ratings yet
- Standard Costing and Variances (OK Na!)Document6 pagesStandard Costing and Variances (OK Na!)Jane Michelle EmanNo ratings yet
- Quality Management Gap AssessmentDocument28 pagesQuality Management Gap AssessmentVanessa GurrolaNo ratings yet
- Imp of Calibration PDFDocument11 pagesImp of Calibration PDFjaga deeshNo ratings yet
- Operating Procedures, Safety Procedures & TrainingDocument51 pagesOperating Procedures, Safety Procedures & TrainingashwaniNo ratings yet
- Dr. Masoom QA-GMP-QCDocument75 pagesDr. Masoom QA-GMP-QCMuhammad Masoom AkhtarNo ratings yet
- PTW - Standard - Operating - Procedures 2Document51 pagesPTW - Standard - Operating - Procedures 2FOZCANNo ratings yet
- Barrier Management (PRS192a)Document2 pagesBarrier Management (PRS192a)imafishNo ratings yet
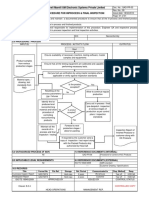
- QAD Procedure - Inspection & Testing (Inprocess & Final Inspection)Document1 pageQAD Procedure - Inspection & Testing (Inprocess & Final Inspection)suman100% (2)
- Halonix Technologies Private Limited Supplier Audit Check SheetDocument1 pageHalonix Technologies Private Limited Supplier Audit Check Sheetatul sachanNo ratings yet
- New Concept For Alarm Structure and Management in Dcs SystemsDocument4 pagesNew Concept For Alarm Structure and Management in Dcs SystemsputraevoIII76No ratings yet
- Samcis - Ae212 - Module 12 Standard CostingDocument22 pagesSamcis - Ae212 - Module 12 Standard CostingMamaril John NathanielNo ratings yet
- 06.QC.T - 7 Steps of Quality MaintenanceDocument17 pages06.QC.T - 7 Steps of Quality MaintenancevictorNo ratings yet
- QSCP-92 - Welding MachinesDocument3 pagesQSCP-92 - Welding Machineszaheeruddin_mohdNo ratings yet
- QSD111.07 Control of Nonconforming Material Policy - Rev112Document6 pagesQSD111.07 Control of Nonconforming Material Policy - Rev112CTTONo ratings yet
- Supplier Audit Check SheetDocument5 pagesSupplier Audit Check SheetMotive Post100% (2)
- Instrumentation and Control in Process DiagramsDocument5 pagesInstrumentation and Control in Process DiagramsPlay DineNo ratings yet
- Safe Home Audit Tool FY21Document4 pagesSafe Home Audit Tool FY21Nayo Bravo SáezNo ratings yet
- AaDocument5 pagesAaMjhayeNo ratings yet
- Ornekleme 8Document1 pageOrnekleme 8zikacu6129No ratings yet
- Cosme Finals CoverageDocument6 pagesCosme Finals CoverageMary Joy CalooyNo ratings yet
- TTP Coming Out of Shutdown Start Up FundamentalsDocument3 pagesTTP Coming Out of Shutdown Start Up FundamentalsCraig PartridgeNo ratings yet
- SOP in Use QualificationDocument4 pagesSOP in Use QualificationDharmesh PatelNo ratings yet
- TEMPLATE FOR OPERATIONAL QUALIFICATION PROTOCOL - Pharmaceutical GuidanceDocument7 pagesTEMPLATE FOR OPERATIONAL QUALIFICATION PROTOCOL - Pharmaceutical GuidanceMSL India100% (2)
- Thermo Fisher KonvejerovDocument13 pagesThermo Fisher KonvejerovSitthichai ChaikhachatNo ratings yet
- Past Year Questions SMSDocument6 pagesPast Year Questions SMShanina1176No ratings yet
- Gas Detection As A Risk Mitigation TechniqueDocument8 pagesGas Detection As A Risk Mitigation TechniqueFede Martinez100% (2)
- Standard Operating Procedure: Manalo, Alyssa A. Bs-Pharmacy Angeles University FoundationDocument69 pagesStandard Operating Procedure: Manalo, Alyssa A. Bs-Pharmacy Angeles University FoundationAlyssa Manalo100% (1)
- 63 Leak TesterDocument6 pages63 Leak Testersystacare remediesNo ratings yet
- 00-SATP-busway, Rev01Document9 pages00-SATP-busway, Rev01islam mohamedNo ratings yet
- Lesson 5 - Condition Assessment Lesson Presentation - 023711Document75 pagesLesson 5 - Condition Assessment Lesson Presentation - 023711Enrique BonaventureNo ratings yet
- HEMM Maintenance - ConceptDocument12 pagesHEMM Maintenance - ConceptDinesh Kumar Mali100% (1)
- The 7 Steps of Process-FMEA: Step 1: Planning and PreparationDocument2 pagesThe 7 Steps of Process-FMEA: Step 1: Planning and PreparationTarun PrabhakarNo ratings yet
- PRO427 Monitoring Measurement CalibrationDocument6 pagesPRO427 Monitoring Measurement CalibrationMashur Al JunaibiNo ratings yet
- 8.7 Nonconforming Outputs: Previous NextDocument10 pages8.7 Nonconforming Outputs: Previous Nextgayathrisrk001No ratings yet
- KaizenDocument32 pagesKaizenAmit KumarNo ratings yet
- QAD Procedure - Control of Non-Conforming Products P2Document2 pagesQAD Procedure - Control of Non-Conforming Products P2sumanNo ratings yet
- Haccp PlanDocument1 pageHaccp Planjlordmercader100% (1)
- Manufacturing and Service Operations: Learning Block 7 Maintenance and QualityDocument26 pagesManufacturing and Service Operations: Learning Block 7 Maintenance and Qualitymohammad baniissaNo ratings yet
- Vernier CalipersDocument4 pagesVernier CalipersVinod KGNo ratings yet
- System Analysis - Noddy GuideDocument2 pagesSystem Analysis - Noddy Guidegeorge moyoNo ratings yet
- Vms 3 User Manual: 3-Rath Kalibrier+Prüftechnik GMBH & Co. KGDocument33 pagesVms 3 User Manual: 3-Rath Kalibrier+Prüftechnik GMBH & Co. KGRodolfo M. PortoNo ratings yet
- THERMOVAC Transmitter: TTR 101 N, TTR 101 N S Operating Manual 300544655 - 002 - C1Document42 pagesTHERMOVAC Transmitter: TTR 101 N, TTR 101 N S Operating Manual 300544655 - 002 - C1Rodolfo M. PortoNo ratings yet
- White Paper Aluvac Outgassing Rates Web en PDFDocument8 pagesWhite Paper Aluvac Outgassing Rates Web en PDFRodolfo M. PortoNo ratings yet
- Forklift Safety Poster EnglishDocument1 pageForklift Safety Poster EnglishRodolfo M. PortoNo ratings yet
- Burner Bic TechinfoDocument53 pagesBurner Bic TechinfoRodolfo M. PortoNo ratings yet
- Plasma Nitriding - Especially in The Gear Industry: Andreas Gebeshuber Ralph Trigueros Rübig GMBH & Co KG - AustriaDocument56 pagesPlasma Nitriding - Especially in The Gear Industry: Andreas Gebeshuber Ralph Trigueros Rübig GMBH & Co KG - AustriaRodolfo M. PortoNo ratings yet
- White Paper Thermische Stabilitt Web enDocument5 pagesWhite Paper Thermische Stabilitt Web enRodolfo M. PortoNo ratings yet
- White Paper Aluvac Knife Edge Stability Web enDocument5 pagesWhite Paper Aluvac Knife Edge Stability Web enRodolfo M. PortoNo ratings yet
- Rotary Vane Pump Pumping Speed Chart PDFDocument1 pageRotary Vane Pump Pumping Speed Chart PDFRodolfo M. PortoNo ratings yet
- Forsythe R. - The Blast Furnace and The Manufacture of Pig Iron PDFDocument376 pagesForsythe R. - The Blast Furnace and The Manufacture of Pig Iron PDFRodolfo M. PortoNo ratings yet
- Busch 0872-900-823 R 5 0025-0101 E & 0250 C 0511 PDFDocument20 pagesBusch 0872-900-823 R 5 0025-0101 E & 0250 C 0511 PDFRodolfo M. PortoNo ratings yet
- Composite Rev7 PDFDocument36 pagesComposite Rev7 PDFlawlawNo ratings yet
- (Hopper) Has Management Accounting Research Been CriticalDocument21 pages(Hopper) Has Management Accounting Research Been CriticalRafi Aulia AdipradanaNo ratings yet
- Chapter SS-1 Signals and SystemsDocument49 pagesChapter SS-1 Signals and SystemsalokNo ratings yet
- Tree Is A Tree That Is Not RootedDocument3 pagesTree Is A Tree That Is Not RootedVinoth GodiNo ratings yet
- Kyle CVDocument3 pagesKyle CVKyle ByrneNo ratings yet
- Answer All Questions in This SectionDocument6 pagesAnswer All Questions in This SectionSK100% (1)
- Kohinoor SquareDocument5 pagesKohinoor SquareAmar NeethiNo ratings yet
- TAFL EXTERNAL Practical LISTDocument2 pagesTAFL EXTERNAL Practical LISTcompiler&automataNo ratings yet
- Decision Analysis Solution To Solved Problems: 9.S1 New Vehicle IntroductionDocument8 pagesDecision Analysis Solution To Solved Problems: 9.S1 New Vehicle IntroductionIrina AlexandraNo ratings yet
- (Michigan Teacher Training) Jerry G. Gebhard-Teaching English As A Foreign or Second Language - A Teacher Self-Development and Methodology Guide-The University of Michigan Press (2013)Document9 pages(Michigan Teacher Training) Jerry G. Gebhard-Teaching English As A Foreign or Second Language - A Teacher Self-Development and Methodology Guide-The University of Michigan Press (2013)eva17% (6)
- Emeng Chapter 1 Hakhakhak 1Document29 pagesEmeng Chapter 1 Hakhakhak 1AllenPonceNo ratings yet
- Pharmacovigilance EnglishDocument4 pagesPharmacovigilance EnglishImmad AlviNo ratings yet
- The Theory-Practice Gap - Impact of Professional-Bureaucratic Work Conflict On Newly Qualified NursesDocument13 pagesThe Theory-Practice Gap - Impact of Professional-Bureaucratic Work Conflict On Newly Qualified Nursesapi-3701957100% (1)
- Nama: Asnur Saputra NIM: F1A220034 Kelas: B Prodi: S1 StatistikaDocument7 pagesNama: Asnur Saputra NIM: F1A220034 Kelas: B Prodi: S1 StatistikaAsnur SaputraNo ratings yet
- Nature Hike OutlineDocument2 pagesNature Hike Outlineapi-273457875No ratings yet
- School-Age Motivation Questionnaire: Not at ALL Like Me Exactly Like MeDocument2 pagesSchool-Age Motivation Questionnaire: Not at ALL Like Me Exactly Like MeRandy HoweNo ratings yet
- Zone Reiki Level 2Document12 pagesZone Reiki Level 2Tineke100% (2)
- Q3 GR8 Las 5Document7 pagesQ3 GR8 Las 5Raquel ConelNo ratings yet
- Preventive and Social Medicine Public Health PDFDocument10 pagesPreventive and Social Medicine Public Health PDFRaj Subedi100% (2)
- Maths Program Proforma Yr 6 t2Document57 pagesMaths Program Proforma Yr 6 t2api-237136245No ratings yet
- LogDocument228 pagesLogibrahima diallo0% (1)
- Progressive Printing: Book 4Document25 pagesProgressive Printing: Book 4Jacob PruittNo ratings yet
- Advanced Inorganic Chemistry - ROBERT L. CARTERDocument15 pagesAdvanced Inorganic Chemistry - ROBERT L. CARTERBRUNO RAMOS DE LIMANo ratings yet
- Mattern - Senses and SocietyDocument26 pagesMattern - Senses and SocietyShannon MatternNo ratings yet
- Jerry Vigil CVDocument2 pagesJerry Vigil CVMktNeutralNo ratings yet
- South Africa'S National Biodiversity Strategy and Action PlanDocument108 pagesSouth Africa'S National Biodiversity Strategy and Action PlanPlandeAccionPNBNo ratings yet
- 004Document119 pages004svsreeramaNo ratings yet
- Tower Crane Slew Brakes SalmanDocument2 pagesTower Crane Slew Brakes SalmanAbbas RoziminNo ratings yet
- The Police and Politics in IndiaDocument23 pagesThe Police and Politics in IndiaAnonymous 8kD4bG7No ratings yet
- Baron Cohen My NotesDocument2 pagesBaron Cohen My NotesTariq RehmanNo ratings yet