You might also like
- 318B HydDocument2 pages318B Hydkelmal KELMALLNo ratings yet
- API STD 521-Control Valve FailureDocument1 pageAPI STD 521-Control Valve Failuremuhammad_asim_10100% (1)
- Tyco Control Valve ManualDocument55 pagesTyco Control Valve Manualtxlucky80100% (1)
- Technical Guide Introduction To Liquid Pipeline Surge Relief Daniel en 43822 PDFDocument20 pagesTechnical Guide Introduction To Liquid Pipeline Surge Relief Daniel en 43822 PDFVrbank KrabNo ratings yet
- Troubleshooting For Relief Valves Used in Hydraulic SystemsDocument3 pagesTroubleshooting For Relief Valves Used in Hydraulic SystemspradipNo ratings yet
- Pressure Safety ValvesDocument15 pagesPressure Safety Valvesh_abdullah100% (2)
- Overpressure Protection Methods: Figure ADocument6 pagesOverpressure Protection Methods: Figure AJohn Jairo ValenciaNo ratings yet
- Micro Project: D.Y.Patil Polytechnic, Ambi (0996)Document14 pagesMicro Project: D.Y.Patil Polytechnic, Ambi (0996)Mruganesh Sonar0% (2)
- Surge Relief Valve Definition Function Types Sizing SelectionDocument6 pagesSurge Relief Valve Definition Function Types Sizing Selectionkamala 123100% (1)
- Systems Notes Final 2Document139 pagesSystems Notes Final 2Shreshth ChaddaNo ratings yet
- Hydraulic Control Valves - Sg. STANCU CosminDocument36 pagesHydraulic Control Valves - Sg. STANCU Cosminstancu cosminNo ratings yet
- An Engineer's Guide To Selecting A Pressure Relief Valve (Updated 3.3.21)Document17 pagesAn Engineer's Guide To Selecting A Pressure Relief Valve (Updated 3.3.21)Joseph JoseNo ratings yet
- Control - Pressure Control ValveDocument4 pagesControl - Pressure Control Valvesajad jasmNo ratings yet
- Fps Report PDFDocument7 pagesFps Report PDFShridhar KoriNo ratings yet
- Water Hammer ReferenceDocument5 pagesWater Hammer ReferenceAmit SawantNo ratings yet
- Pressure-Control Valves PDFDocument15 pagesPressure-Control Valves PDFRagab Abulmagd100% (1)
- SIS Lab - Practical - (7) 3Document3 pagesSIS Lab - Practical - (7) 3Hardik BhadouriyaNo ratings yet
- Pressure Control Design GuideDocument10 pagesPressure Control Design GuideMarkNo ratings yet
- AircraftSystems Lesson-4-5Document7 pagesAircraftSystems Lesson-4-5Yves CaraangNo ratings yet
- Relief Valves and Relief SystemsDocument10 pagesRelief Valves and Relief Systemsmatteo2009No ratings yet
- Reliable - Dry Pipe Valve SystemDocument8 pagesReliable - Dry Pipe Valve Systemmina elromanyNo ratings yet
- PSV ManualDocument55 pagesPSV Manualioan.tsiamisNo ratings yet
- Control Valve - Surge Relief Valve Selection GuideDocument20 pagesControl Valve - Surge Relief Valve Selection GuideSriya PetikiriarachchigeNo ratings yet
- Industrial Hydraulic CircuitsDocument43 pagesIndustrial Hydraulic CircuitsFidel Garcia GarciaNo ratings yet
- 4 TH Unit ValvesDocument43 pages4 TH Unit ValvesBahaa EmadNo ratings yet
- Safety Valve SelectionDocument56 pagesSafety Valve Selectionganesh82No ratings yet
- Task 1: Fluid Power DevicesDocument6 pagesTask 1: Fluid Power Devicesmaitham100No ratings yet
- TB21 ValvesDocument4 pagesTB21 ValvesMONANo ratings yet
- Comating Droop in Self-Contained Pressure Regulators (CVR408)Document5 pagesComating Droop in Self-Contained Pressure Regulators (CVR408)HectorNo ratings yet
- Hydraulic SystemDocument28 pagesHydraulic SystemSamiha Maysoon Nooria0% (1)
- Tailoring The Specifications For Pressure Reducing ValvesDocument13 pagesTailoring The Specifications For Pressure Reducing ValvesSuperstarVirgoNo ratings yet
- Control Valve Common Interview QuestionsDocument10 pagesControl Valve Common Interview QuestionsMustafa MehdiNo ratings yet
- Final Control ElementDocument16 pagesFinal Control ElementSanchit KhannaNo ratings yet
- Section 30 - Relief ValvesDocument17 pagesSection 30 - Relief ValveshammamiNo ratings yet
- Pressure Relief Valve: Definition, Types, Working, Location, Sizing, Codes and StandardsDocument18 pagesPressure Relief Valve: Definition, Types, Working, Location, Sizing, Codes and StandardsMalcolm MooreNo ratings yet
- Emergency Shutdown ValveDocument6 pagesEmergency Shutdown ValveCepi Sindang KamulanNo ratings yet
- Final Control ValveDocument19 pagesFinal Control Valveahmad wahideeNo ratings yet
- Study and Testing of PRVDocument4 pagesStudy and Testing of PRVBhargava S PadmashaliNo ratings yet
- Control Valves Interview QuestionsDocument7 pagesControl Valves Interview QuestionsDerbel WalidNo ratings yet
- VALVE TYPES AssignmentDocument10 pagesVALVE TYPES Assignmentbabe100% (3)
- Automatic Sprinkler (Control, Gauges & Alarms)Document6 pagesAutomatic Sprinkler (Control, Gauges & Alarms)rmaffireschoolNo ratings yet
- Lab Report: Basic Hydraulic Linear Circuit: Mechanical Engineering Department Djj40153 Pneumatics and HyraulicsDocument6 pagesLab Report: Basic Hydraulic Linear Circuit: Mechanical Engineering Department Djj40153 Pneumatics and Hyraulicszairil izuwanNo ratings yet
- Cenários Sobrepressão Conforme API RP 521Document3 pagesCenários Sobrepressão Conforme API RP 521Adilmar E. NatãnyNo ratings yet
- Relief Valve: Flare Header or Relief Header To A Central, Elevated Gas Flare Where It Is UsuallyDocument3 pagesRelief Valve: Flare Header or Relief Header To A Central, Elevated Gas Flare Where It Is UsuallyKhaled RabeaNo ratings yet
- Safety ValvesDocument65 pagesSafety Valvesserturkbudak_3448365No ratings yet
- Safety Valve IntroductionDocument88 pagesSafety Valve Introductionbhuvi_patu12100% (3)
- 12 Oxler VW Weight Loaded ActuatorDocument2 pages12 Oxler VW Weight Loaded ActuatorDachyiNo ratings yet
- Deal With The Function of The Pressure Control Valves in Hydraulic Power SystemsDocument6 pagesDeal With The Function of The Pressure Control Valves in Hydraulic Power Systems666667No ratings yet
- Aeroplane Visual Landing Gear System With Tyre Inflation SystemDocument48 pagesAeroplane Visual Landing Gear System With Tyre Inflation SystemANAND KRISHNANNo ratings yet
- Microsoft Word - SVDocument62 pagesMicrosoft Word - SVaftabulalamNo ratings yet
- Microsoft Word - SV - Part1Document6 pagesMicrosoft Word - SV - Part1aftabulalamNo ratings yet
- Safety ValveDocument10 pagesSafety ValveVignesh War100% (1)
- Fisher - Compressor Anti Surge ValveDocument3 pagesFisher - Compressor Anti Surge ValveAlexa MouawadNo ratings yet
- Topic No 2 Hydraulics UpdatedDocument21 pagesTopic No 2 Hydraulics UpdatedSamarth SNo ratings yet
- Demonstration of Relief Valve in Hydraulic and Pneumatic SystemsDocument2 pagesDemonstration of Relief Valve in Hydraulic and Pneumatic SystemsAbraham OmomhenleNo ratings yet
- FM HydraulicsDocument4 pagesFM HydraulicsOnkar KakadNo ratings yet
- Activity No.1 AMT 121Document2 pagesActivity No.1 AMT 121Lion ManabatNo ratings yet
- Study The Water Hammer Phenomena It's Causes and Solutions: M.SC. Mudafer Kadum Kredi M.SC. Lammia'a Abdulrudah AbdDocument25 pagesStudy The Water Hammer Phenomena It's Causes and Solutions: M.SC. Mudafer Kadum Kredi M.SC. Lammia'a Abdulrudah AbdYazNo ratings yet
- HighBeam Research Article APR 13 2016Document14 pagesHighBeam Research Article APR 13 2016Sílvio MonteiroNo ratings yet
- Technical Data Sheet: High Pressure Dry System: 1. DescriptionDocument7 pagesTechnical Data Sheet: High Pressure Dry System: 1. DescriptionDjapaNo ratings yet
- Best Practices in Machinery InstallationDocument2 pagesBest Practices in Machinery InstallationHamzaNoumanNo ratings yet
- Balance Plot FormDocument1 pageBalance Plot FormHamzaNoumanNo ratings yet
- The ABC of NDTDocument5 pagesThe ABC of NDTHamzaNoumanNo ratings yet
- 2005 Nondestructive Testing GuideDocument8 pages2005 Nondestructive Testing GuideHamzaNoumanNo ratings yet
- H Hole MesaurmentDocument2 pagesH Hole MesaurmentHamzaNoumanNo ratings yet
- Helium Leak Detector Vs Pressure Decay Leak DetectionDocument2 pagesHelium Leak Detector Vs Pressure Decay Leak DetectionHamzaNoumanNo ratings yet
- Nbo-Tc NewDocument24 pagesNbo-Tc NewHamzaNoumanNo ratings yet
- Mechanical Workshop: Inspection & Test PlanDocument4 pagesMechanical Workshop: Inspection & Test PlanHamzaNoumanNo ratings yet
- MC LiftRigBestPractices Poster 11X17Document1 pageMC LiftRigBestPractices Poster 11X17HamzaNoumanNo ratings yet
- Bayyinat ArticleDocument4 pagesBayyinat ArticleHamzaNoumanNo ratings yet
- Onboarding Checklist IGDocument1 pageOnboarding Checklist IGHamzaNoumanNo ratings yet
- FNDWRRDocument2 pagesFNDWRRHamzaNoumanNo ratings yet
- COVID-19 VACCINATION REGISTRATION DATA - June18Document11 pagesCOVID-19 VACCINATION REGISTRATION DATA - June18HamzaNoumanNo ratings yet
- Rigging and Lifting Plan GTG-2 GenratorDocument4 pagesRigging and Lifting Plan GTG-2 GenratorHamzaNoumanNo ratings yet
- Scaffolding: Submitted By, Akhilesh.A Production Operator (TR), Forbes Bumiarmada LimitedDocument42 pagesScaffolding: Submitted By, Akhilesh.A Production Operator (TR), Forbes Bumiarmada LimitedHamzaNoumanNo ratings yet
- PC Help Desk Form: Pakarab Fertilizers Ltd. MultanDocument1 pagePC Help Desk Form: Pakarab Fertilizers Ltd. MultanHamzaNoumanNo ratings yet
- Pak-Arab Fertilizer: Khanewal Road Multan Comparative StatementDocument1 pagePak-Arab Fertilizer: Khanewal Road Multan Comparative StatementHamzaNoumanNo ratings yet
- Updated Rigging and Lifting Plan GTG 2 OverhaulingDocument2 pagesUpdated Rigging and Lifting Plan GTG 2 OverhaulingHamzaNoumanNo ratings yet
- 50L Liquid Nitrogen GeneratorTech-ProposalDocument13 pages50L Liquid Nitrogen GeneratorTech-ProposalHamzaNouman0% (1)
- 01 Rigging and Lifting Plan GTG-2 GeneratorDocument2 pages01 Rigging and Lifting Plan GTG-2 GeneratorHamzaNoumanNo ratings yet
- Figure 8 - Dimensions of PN 16 FlangesDocument3 pagesFigure 8 - Dimensions of PN 16 FlangesSamir TahaNo ratings yet
- 2 iPLEX uPVC Pipes and FittingsDocument17 pages2 iPLEX uPVC Pipes and FittingsP YeungNo ratings yet
- Pressure Relief Valves PDFDocument6 pagesPressure Relief Valves PDFroyert80No ratings yet
- Sizing of Restriction OrificesDocument4 pagesSizing of Restriction OrificesYakubuNo ratings yet
- THERMOVACDocument31 pagesTHERMOVACWira Technic UtamaNo ratings yet
- Cryogenic Valves For Industrial Gas Applications PDFDocument88 pagesCryogenic Valves For Industrial Gas Applications PDFmhientbNo ratings yet
- HVAC Piping SystemDocument86 pagesHVAC Piping Systemmohd farhan ariff zaitonNo ratings yet
- Reactor HOJA DE DATOSDocument4 pagesReactor HOJA DE DATOSRodrigo GraciaNo ratings yet
- Quick Change Valve Heads For G1316C and G1170ADocument6 pagesQuick Change Valve Heads For G1316C and G1170Anine starNo ratings yet
- P&ID CWP Rev 2Document1 pageP&ID CWP Rev 2Ajeng OctaviaNo ratings yet
- FW-02 HD-EC-TF-P5076-002: Name Signature DateDocument1 pageFW-02 HD-EC-TF-P5076-002: Name Signature DateAnonymous AdofXEYAgENo ratings yet
- BLANK RISK ASSESSMENT-Trace Analytics-CSnewDocument1 pageBLANK RISK ASSESSMENT-Trace Analytics-CSnewLucero MarinNo ratings yet
- Eaton Hydraulics 2000 Steve Skinner, Eaton Hydraulics, Havant, UKDocument63 pagesEaton Hydraulics 2000 Steve Skinner, Eaton Hydraulics, Havant, UKbatuhan kılıçNo ratings yet
- TX402 Thermostatic Mixing Valve. Tectite Push-Fit ConnectionsDocument18 pagesTX402 Thermostatic Mixing Valve. Tectite Push-Fit ConnectionsShishan AhmadNo ratings yet
- Turbomaquinas - Eduardo BrizuelaDocument164 pagesTurbomaquinas - Eduardo BrizuelaEnrique Melgar100% (1)
- VCR Theory NewDocument18 pagesVCR Theory NewPranay TinkuNo ratings yet
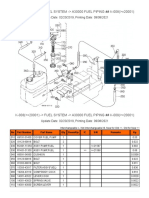
- K-008 ( 20001) - Fuel System - A30000 Fuel Piping ## K-008 ( 20001)Document2 pagesK-008 ( 20001) - Fuel System - A30000 Fuel Piping ## K-008 ( 20001)Martin LindbergNo ratings yet
- An Overboosted Mitsubishi l200Document3 pagesAn Overboosted Mitsubishi l200Joao SilvaNo ratings yet
- Bryton Cycle PDFDocument9 pagesBryton Cycle PDFEddyNo ratings yet
- Us Army Aviation Course Gas Turbine EnginesDocument477 pagesUs Army Aviation Course Gas Turbine EnginesMassimo DercoNo ratings yet
- Intro Propulsion Lect 33Document30 pagesIntro Propulsion Lect 33VyakulShahNo ratings yet
- MSS SP 45Document12 pagesMSS SP 45Allan SousaNo ratings yet
- TT US Logics PDFDocument13 pagesTT US Logics PDFxxshNo ratings yet
- Rowell Repollo Laput: Personal DataDocument6 pagesRowell Repollo Laput: Personal DataHarry DemeterioNo ratings yet
- Outlines: Theory Calculation Conclusion ReferencesDocument31 pagesOutlines: Theory Calculation Conclusion ReferencesYè Paing Oo100% (3)
- Open Storage Water Sprinkler Calculation - ExampleDocument4 pagesOpen Storage Water Sprinkler Calculation - ExampleBagus PrambudiNo ratings yet
- Pury P168tlmu A Bs 208 230v ProductdatasheetDocument2 pagesPury P168tlmu A Bs 208 230v ProductdatasheetLee ChorneyNo ratings yet
- (1952) Válv. Ventosa Dav-Ms DorotDocument3 pages(1952) Válv. Ventosa Dav-Ms DorotHOSMANNo ratings yet