You might also like
- Product Catalogue: Anilox CleaningDocument10 pagesProduct Catalogue: Anilox CleaningQuý Đình Mai Mai100% (1)
- Iso News 23e PDFDocument5 pagesIso News 23e PDFThảo PhạmNo ratings yet
- Aqueous Coating GuideDocument16 pagesAqueous Coating GuideKC Kiew100% (1)
- EP 1110-1-8 Vo4 PDFDocument501 pagesEP 1110-1-8 Vo4 PDFyodiumhchltNo ratings yet
- FARO Quote 20014448 Focus 130 SystemDocument4 pagesFARO Quote 20014448 Focus 130 SystemCarlos SanchezNo ratings yet
- Relationships Between The Surface Texture of Flexographic Printing Plates and The Printability of Kraft PaperDocument11 pagesRelationships Between The Surface Texture of Flexographic Printing Plates and The Printability of Kraft PaperQuý Đình Mai MaiNo ratings yet
- Plate Heat Exchangers ManualDocument15 pagesPlate Heat Exchangers ManualMichał KisielewskiNo ratings yet
- KSB Internship ProjectDocument106 pagesKSB Internship Projectsafna Engineering CompanyNo ratings yet
- Praesentation Intranetanbindung enDocument7 pagesPraesentation Intranetanbindung enmkhuramNo ratings yet
- Revisi MTC C 100.6-7.1 20.181Document6 pagesRevisi MTC C 100.6-7.1 20.181daniarsyafrilianNo ratings yet
- SFC Cooling Tower Drives PDFDocument18 pagesSFC Cooling Tower Drives PDFAerox neoNo ratings yet
- RFID For The Supply Chain and Operations Professional, Third EditionDocument32 pagesRFID For The Supply Chain and Operations Professional, Third EditionCharlene KronstedtNo ratings yet
- Company ProfileDocument18 pagesCompany Profilefathurrahman a f nasutionNo ratings yet
- Medical Plastics Webinar 23-05-2020Document66 pagesMedical Plastics Webinar 23-05-2020Rakeshjha75No ratings yet
- En Open GearDocument8 pagesEn Open GearJose FarroNo ratings yet
- Chemical Industry BrochureDocument6 pagesChemical Industry BrochureFrank HigueraNo ratings yet
- Polycab TechnoLED 16102019Document34 pagesPolycab TechnoLED 16102019sanchitNo ratings yet
- Ammonia SlidesDocument6 pagesAmmonia SlidesElton TimmNo ratings yet
- Analysis of Fleet Replacement Lifecycle: Project #12-14Document19 pagesAnalysis of Fleet Replacement Lifecycle: Project #12-14Juan Carlos Briceño GuevaraNo ratings yet
- Hydro Slotting PerforationDocument21 pagesHydro Slotting PerforationmahsaNo ratings yet
- The Application of PUR Hotmelt Adhesive As Sealant For Washing MachineDocument4 pagesThe Application of PUR Hotmelt Adhesive As Sealant For Washing MachinePankaj Choure100% (1)
- KluberDocument20 pagesKluberJako MishyNo ratings yet
- Design CrimperDocument4 pagesDesign CrimperRomulus Situ MorankNo ratings yet
- YSTRAL Disperser & Homogenizer Machines PDFDocument4 pagesYSTRAL Disperser & Homogenizer Machines PDFMiguel Angel Pérez GascaNo ratings yet
- MULTITECDocument84 pagesMULTITECbys1988No ratings yet
- MondiDocument8 pagesMondikalyanvarmanNo ratings yet
- Pumps Vaccum - Bvi: Manual of Installation, Operation and MaintenanceDocument40 pagesPumps Vaccum - Bvi: Manual of Installation, Operation and MaintenanceStaman1988No ratings yet
- En 1.0.0 BT Aerolock Rotary ValveDocument46 pagesEn 1.0.0 BT Aerolock Rotary ValveJose Marino Perez LazoNo ratings yet
- Eriks - Hose Guide PDFDocument2 pagesEriks - Hose Guide PDFArdian20No ratings yet
- Hastelloy G 35Document16 pagesHastelloy G 35Ir Go JarNo ratings yet
- Best Engineering Colleges in Andhra Pradesh CareersDocument4 pagesBest Engineering Colleges in Andhra Pradesh CareersGurunatham VangaraNo ratings yet
- ZJZJP Roots Vauum PumpDocument8 pagesZJZJP Roots Vauum PumpAnonymous Tj3ApePIrNo ratings yet
- Tote Bin Cone ValveDocument4 pagesTote Bin Cone Valvedewimulyani1593No ratings yet
- Jotun Penguard Express CF TDSDocument5 pagesJotun Penguard Express CF TDSnihad_mNo ratings yet
- BR81487 - EN - 01 - Valmet IQ Quality Measurement Maintenance enDocument2 pagesBR81487 - EN - 01 - Valmet IQ Quality Measurement Maintenance ennotengofffNo ratings yet
- TDS Adhesives PSADocument2 pagesTDS Adhesives PSAAkash Badwaik100% (1)
- Durosan 03 Matt Exterior (Azad Jotun)Document3 pagesDurosan 03 Matt Exterior (Azad Jotun)AzadAhmadNo ratings yet
- Is.14443.1997 Poly Carbonate SheetDocument26 pagesIs.14443.1997 Poly Carbonate SheetrohitNo ratings yet
- COGELSA Catalogue ENDocument58 pagesCOGELSA Catalogue ENM.ASNo ratings yet
- HYspin Spindle OilDocument2 pagesHYspin Spindle OilarjmandquestNo ratings yet
- Progress Report On Knowledge Transfer ProgrammeDocument3 pagesProgress Report On Knowledge Transfer ProgrammeMary Ann SNo ratings yet
- Plasblak Masterbatches: Product Selection Guide For Asia PacificDocument8 pagesPlasblak Masterbatches: Product Selection Guide For Asia PacificSiddharthBhasneyNo ratings yet
- Mar 2017Document76 pagesMar 2017deshmukhdpraveenNo ratings yet
- Ecoflow FDocument1 pageEcoflow FPiotr SokolińskiNo ratings yet
- Ashapura Group PresentationDocument18 pagesAshapura Group Presentationkaspal123No ratings yet
- Bezema Acrylate Styrene BasisDocument3 pagesBezema Acrylate Styrene BasisClub classic 350No ratings yet
- Omya Hydrocarb 95T CACO3Document2 pagesOmya Hydrocarb 95T CACO3raiju1408No ratings yet
- TP Aj Fgs TDocument7 pagesTP Aj Fgs TskidamdnevnoNo ratings yet
- Vacuum Receiver ManualDocument22 pagesVacuum Receiver ManualXaVi GonzalezNo ratings yet
- Total Productive Maintenance (TPM)Document14 pagesTotal Productive Maintenance (TPM)RAM KUMARNo ratings yet
- Fldbee 01Document12 pagesFldbee 01Halim Bessouf100% (2)
- Cleaning of Pipes by Gas Discharge Back PuffingDocument1 pageCleaning of Pipes by Gas Discharge Back PuffingVamsi MahantiNo ratings yet
- Lubrizol Engineered Polymers Injection Molding GuideDocument12 pagesLubrizol Engineered Polymers Injection Molding GuideOmer SenNo ratings yet
- Ipc-87064 The Why and How of Data Integration For Integrity ManagementDocument7 pagesIpc-87064 The Why and How of Data Integration For Integrity ManagementOswaldo MontenegroNo ratings yet
- TDS - Total - Lubrilam Cleaner H1 - 1XQ - 201412 - enDocument1 pageTDS - Total - Lubrilam Cleaner H1 - 1XQ - 201412 - enVelibor KaranovicNo ratings yet
- Is 3786 1983Document33 pagesIs 3786 1983Swapnil SNo ratings yet
- Rubber Lining Material TypesDocument2 pagesRubber Lining Material Typessanathcgr100% (1)
- OUTOTEC - 8. P. Machine - Maintenance (Español)Document27 pagesOUTOTEC - 8. P. Machine - Maintenance (Español)Juan Fco Gonzalez PintoNo ratings yet
- Use of Long Range Ultrasonic Testing (Lrut) Technique For Health Assessment of Critical Piping in LPG Service in A Petroleum RefineryDocument5 pagesUse of Long Range Ultrasonic Testing (Lrut) Technique For Health Assessment of Critical Piping in LPG Service in A Petroleum RefinerySefliadi StNo ratings yet
- Arise Global Inspection Services Company BrochureDocument35 pagesArise Global Inspection Services Company BrochuremaroofNo ratings yet
- Measurements Digital Signals With Spectrum AnalyzersDocument20 pagesMeasurements Digital Signals With Spectrum AnalyzersNour MasmoudiNo ratings yet
- Rossing Stakeholder Report2017Document72 pagesRossing Stakeholder Report2017Nour MasmoudiNo ratings yet
- Rapid Motion ScannerDocument1 pageRapid Motion ScannerNour MasmoudiNo ratings yet
- Mendt2015 28Document30 pagesMendt2015 28Nour MasmoudiNo ratings yet
- Rms Auto Ut Corrosion Mapping UsDocument6 pagesRms Auto Ut Corrosion Mapping UsNour MasmoudiNo ratings yet
- Use of Water Immersion UT Techniques To Assist With Data Capture and AnalysisDocument24 pagesUse of Water Immersion UT Techniques To Assist With Data Capture and AnalysisNour MasmoudiNo ratings yet
- Sonotron NDTDocument3 pagesSonotron NDTNour MasmoudiNo ratings yet
- Isonic 3505Document1 pageIsonic 3505Nour MasmoudiNo ratings yet
- MULTI-A-Scan Inspection SW ApplicationDocument2 pagesMULTI-A-Scan Inspection SW ApplicationNour MasmoudiNo ratings yet
- Special Mono ProbesDocument2 pagesSpecial Mono ProbesNour MasmoudiNo ratings yet
- Short Range Guided WaveDocument1 pageShort Range Guided WaveNour MasmoudiNo ratings yet
- Calcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForDocument4 pagesCalcium Silicate Block and Pipe Thermal Insulation: Standard Specification ForNour MasmoudiNo ratings yet
- Srut GWDocument2 pagesSrut GWNour MasmoudiNo ratings yet
- Industrial Member Report Summary 1084-2017Document1 pageIndustrial Member Report Summary 1084-2017Nour MasmoudiNo ratings yet
- TRL External Communication PDFDocument3 pagesTRL External Communication PDFNour MasmoudiNo ratings yet
- European Steel and Alloy Grades: 24crmo13-6 (1.8516)Document2 pagesEuropean Steel and Alloy Grades: 24crmo13-6 (1.8516)farshid KarpasandNo ratings yet
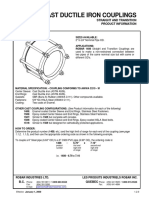
- P Robar 1408 Cast Ductile Iron CouplingsDocument1 pageP Robar 1408 Cast Ductile Iron CouplingsBrandon HoltenNo ratings yet
- The 8th Haicheng Magnesium Expo KnowledgeDocument40 pagesThe 8th Haicheng Magnesium Expo KnowledgeEmílio LobatoNo ratings yet
- z3T - Maraging Steel 1-2709 (EOS MS1)Document1 pagez3T - Maraging Steel 1-2709 (EOS MS1)martinm3tNo ratings yet
- Redwing CatalogDocument139 pagesRedwing CatalogdestinasatrianiNo ratings yet
- Catalogo enDocument43 pagesCatalogo enARI WIJAYANTONo ratings yet
- ES 5 06 0019 - Flange Bolting GuidelinesDocument12 pagesES 5 06 0019 - Flange Bolting Guidelinessam.trags100% (1)
- Welding of Austenitic Stainless Steel - Part 2 - TWIDocument6 pagesWelding of Austenitic Stainless Steel - Part 2 - TWISumantaNo ratings yet
- 무어링 스파이랄 스트란드Document29 pages무어링 스파이랄 스트란드J.G.PaikNo ratings yet
- Drills: J1 To J89Document89 pagesDrills: J1 To J89LefialgaNo ratings yet
- Brazing, Soldering and Intro WeldingDocument53 pagesBrazing, Soldering and Intro WeldingBüşra YıldırımNo ratings yet
- Steel Bars, Carbon, Merchant Quality, M-Grades: Standard Specification ForDocument2 pagesSteel Bars, Carbon, Merchant Quality, M-Grades: Standard Specification Forprajakt_pieNo ratings yet
- Design of Steel Structures To EurocodesDocument46 pagesDesign of Steel Structures To EurocodesFlorin VladNo ratings yet
- Catalogue Compressed 141019Document72 pagesCatalogue Compressed 141019Charles ForbesNo ratings yet
- D6298-13 Standard Specification For Fiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceDocument3 pagesD6298-13 Standard Specification For Fiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceSatya kaliprasad vangaraNo ratings yet
- Analysis of Mechanical Properties of Aluminium Based Metal Matrix Composites Reinforced With Alumina and Sic IJERTV6IS030506Document6 pagesAnalysis of Mechanical Properties of Aluminium Based Metal Matrix Composites Reinforced With Alumina and Sic IJERTV6IS030506Gona sunil kumar reddyNo ratings yet
- CH 03Document44 pagesCH 03RODRIGO JAVIER BRIZUELA PADILLANo ratings yet
- Apex Steel Catalogue - UpdatedDocument64 pagesApex Steel Catalogue - UpdatedAmos MutoroNo ratings yet
- B Container SecurityDocument5 pagesB Container SecurityJobaerNo ratings yet
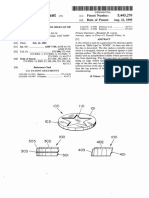
- United States Patent (19) 11 Patent Number: 5,443,270Document5 pagesUnited States Patent (19) 11 Patent Number: 5,443,270Tyler Jordan DavisonNo ratings yet
- Iso 8062Document1 pageIso 8062Asrar Ahmed100% (2)
- Waad Al-Shamal ISCCPP: CONTRACT NO.4500869246Document1 pageWaad Al-Shamal ISCCPP: CONTRACT NO.4500869246ananth rajanNo ratings yet
- DNV AuditDocument2 pagesDNV AuditDimitris NikouNo ratings yet
- Overhauling of Boiler and Aux of Unit 1Document33 pagesOverhauling of Boiler and Aux of Unit 1lp mishraNo ratings yet
- CAT14 CTCableTraySystemsCT DGTDocument380 pagesCAT14 CTCableTraySystemsCT DGTRaulNo ratings yet
- Novax Tunnel Cat GB Mu16159 0322Document8 pagesNovax Tunnel Cat GB Mu16159 0322iandegs2010No ratings yet
- Iso 17804 2020Document13 pagesIso 17804 2020Kerem ErtemNo ratings yet
- 02 - Socket Panel B (50 Assy) - Panel LayoutDocument1 page02 - Socket Panel B (50 Assy) - Panel LayoutaaronmyrroNo ratings yet
- A. Admixtures 1. Air Entraining AgentsDocument26 pagesA. Admixtures 1. Air Entraining AgentsShady RainNo ratings yet