You might also like
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- 9 PRO Alpha550 ENDocument12 pages9 PRO Alpha550 ENZayene KhmaisNo ratings yet
- Komax Alpha 550 1 30 T Fully Automatic Wire Processing MachineDocument12 pagesKomax Alpha 550 1 30 T Fully Automatic Wire Processing MachineZayene KhmaisNo ratings yet
- Volkmann CTwisterDocument20 pagesVolkmann CTwisterimma coverNo ratings yet
- AD Product Brochure-EnDocument4 pagesAD Product Brochure-EnMohamed AlkharashyNo ratings yet
- 0 Pro C1370 enDocument6 pages0 Pro C1370 enDaniel GonzalezNo ratings yet
- References For Hot Strip MillsDocument44 pagesReferences For Hot Strip MillsdownloadNo ratings yet
- For Cold Rolling Mills: IndustrialDocument6 pagesFor Cold Rolling Mills: IndustrialSontosh BhattacharjeeNo ratings yet
- Automatic Straightening Machine From Coil: The History of InnovationDocument5 pagesAutomatic Straightening Machine From Coil: The History of InnovationLuiz HenriqueNo ratings yet
- Antenna Pointing Mechanism Sales Brochure PDFDocument22 pagesAntenna Pointing Mechanism Sales Brochure PDFSantiago F.No ratings yet
- Manual Komax Kappa - 310 - 315 - 320 - ENDocument12 pagesManual Komax Kappa - 310 - 315 - 320 - ENGuilherme Sousa100% (1)
- Isovolt 160 Mobile Brochure English 0Document8 pagesIsovolt 160 Mobile Brochure English 0Arman ManiagoNo ratings yet
- Standa Modules 2022Document39 pagesStanda Modules 2022vlado_314No ratings yet
- FIBER LASER TechnologiesDocument30 pagesFIBER LASER Technologieschathuranga chandrasekaraNo ratings yet
- Gamma 333Document3 pagesGamma 333हिमांशु बिष्टNo ratings yet
- Slip Energy Recovery SiemensDocument8 pagesSlip Energy Recovery SiemensDevendra JadavNo ratings yet
- CYTEC CYTURN Englisch 2022 WebDocument7 pagesCYTEC CYTURN Englisch 2022 Web李恩杰No ratings yet
- Hom Drillteqv - 500 2022 enDocument20 pagesHom Drillteqv - 500 2022 encharmeduboisNo ratings yet
- Abb Acs800 DrivesDocument52 pagesAbb Acs800 DrivesVirginia Venus Visuette MarínNo ratings yet
- DMLM - X Line - Bro - 8 - US - EN - v1Document4 pagesDMLM - X Line - Bro - 8 - US - EN - v1devalpscNo ratings yet
- ACS380 Product Presentation RevfDocument44 pagesACS380 Product Presentation RevfEléctrica Ingeniería y ServiciosNo ratings yet
- NR-EA/NDR-EA Reach TrucksDocument6 pagesNR-EA/NDR-EA Reach TrucksConitos Outlet FactoryNo ratings yet
- Catalog High Voltage PDFDocument24 pagesCatalog High Voltage PDFاحمد عبدربهNo ratings yet
- E005 - SBQ 280422 - Special Bar Quality MillsDocument2 pagesE005 - SBQ 280422 - Special Bar Quality MillssustainsailNo ratings yet
- Speed Sensors Line Guide: FeaturesDocument6 pagesSpeed Sensors Line Guide: FeaturesAbdoNo ratings yet
- EN - Lowvoltagedrives - For - Cement - REVEDocument24 pagesEN - Lowvoltagedrives - For - Cement - REVEMostafaElrakhawyNo ratings yet
- IND Textile Finishing Toolbox BrochureDocument8 pagesIND Textile Finishing Toolbox Brochurekathirvelus9408No ratings yet
- Medium Size Section Mill Am Olaberria enDocument6 pagesMedium Size Section Mill Am Olaberria enkalaiNo ratings yet
- Rexroth PS 6000 - The Integrated System for the Highest Quality in Resistance WeldingDocument12 pagesRexroth PS 6000 - The Integrated System for the Highest Quality in Resistance Weldinguriac86No ratings yet
- 4 - PRO - Alpha 355 - ENDocument6 pages4 - PRO - Alpha 355 - ENGuillermo Betancourt100% (1)
- Generator Step Up and System Intertie Power TransformersDocument8 pagesGenerator Step Up and System Intertie Power TransformershansamvNo ratings yet
- Siempelkamp Ringwalze enDocument4 pagesSiempelkamp Ringwalze enRia DevitasariNo ratings yet
- Arc Welding Equipment Selection: "So You're The New Welding Engineer" AWS SeminarDocument39 pagesArc Welding Equipment Selection: "So You're The New Welding Engineer" AWS SeminarAnonymous e3XZzQNo ratings yet
- Bucket Wheel Stacker/ReclaimerDocument2 pagesBucket Wheel Stacker/ReclaimerJavier TorresNo ratings yet
- Catalaog Ipc-Utm 2019Document22 pagesCatalaog Ipc-Utm 2019fadil nasutionNo ratings yet
- Controller FIS134 19-22 EN PDFDocument4 pagesController FIS134 19-22 EN PDFrimce77No ratings yet
- Cropping ShearDocument2 pagesCropping Shearrazen_inNo ratings yet
- ARBURG Packaging Technology 680582 en GBDocument16 pagesARBURG Packaging Technology 680582 en GBketan yadavNo ratings yet
- 75-78 SRAS21 - 72dpiDocument4 pages75-78 SRAS21 - 72dpiLợi Nguyễn VănNo ratings yet
- STC Vacuum Series Semi Conductor enDocument12 pagesSTC Vacuum Series Semi Conductor enShady MohamedNo ratings yet
- Technical Description Liebherr Rail Mounted Gantry Crane (RMG)Document4 pagesTechnical Description Liebherr Rail Mounted Gantry Crane (RMG)Haluk KayaNo ratings yet
- Alstom Power Ss Gft579aDocument4 pagesAlstom Power Ss Gft579aFaisal Amran100% (1)
- Lasertome 30-15 - GBDocument6 pagesLasertome 30-15 - GBLucian LeonteNo ratings yet
- SKK Folder EngDocument10 pagesSKK Folder EngAyush NarangNo ratings yet
- Tapcon F0314800 enDocument12 pagesTapcon F0314800 enDeepak JosephNo ratings yet
- ABB ACS800 Drives PDFDocument52 pagesABB ACS800 Drives PDFrobertoNo ratings yet
- Komax Alpha 355 enDocument6 pagesKomax Alpha 355 enAttou Med100% (1)
- Amada Laser CuttingDocument8 pagesAmada Laser CuttingMahmud MaherNo ratings yet
- NE200 & NE300: High Performance Vector Control DriveDocument20 pagesNE200 & NE300: High Performance Vector Control DriveVũ Duy HảiNo ratings yet
- Automatic Start and Smooth Operation For Synchronous MotorsDocument2 pagesAutomatic Start and Smooth Operation For Synchronous MotorsMoucha JustdoitNo ratings yet
- Axiom II VSDDocument2 pagesAxiom II VSDMateoNo ratings yet
- Combivert F5: Complete Automation Solution For Textile IndustryDocument4 pagesCombivert F5: Complete Automation Solution For Textile Industryer.bhagwanNo ratings yet
- Came BKVDocument4 pagesCame BKVShailesh JainNo ratings yet
- Complete drive solutions for marine & offshore operationsDocument28 pagesComplete drive solutions for marine & offshore operationsfrancoNo ratings yet
- SINAMICS V90 and SIMOTICS S-1FL6 optimized servo drive solutionDocument32 pagesSINAMICS V90 and SIMOTICS S-1FL6 optimized servo drive solutionChandra Krishna Mandhidi0% (1)
- ControlIT for optimized cold rolling processesDocument4 pagesControlIT for optimized cold rolling processesBAHARO ALYAUMA IEDNo ratings yet
- PS6000Document16 pagesPS6000GermainJCRNo ratings yet
- LASER C (E) - 27aDocument12 pagesLASER C (E) - 27apc100xohmNo ratings yet
- DynaPak v2Document7 pagesDynaPak v2Moni FraileNo ratings yet
- Standard Rectifier Module: Phase LegDocument6 pagesStandard Rectifier Module: Phase LegShwe Thin AungNo ratings yet
- 56amxn In002 - en PDocument24 pages56amxn In002 - en PBAHARO ALYAUMA IEDNo ratings yet
- Thyristor Module: Phase LegDocument6 pagesThyristor Module: Phase LegNabaz AliNo ratings yet
- Ki 00318Document9 pagesKi 00318BAHARO ALYAUMA IEDNo ratings yet
- Ba Ic 20 GBDocument8 pagesBa Ic 20 GBBAHARO ALYAUMA IEDNo ratings yet
- To Order IEC Color Code SeeDocument1 pageTo Order IEC Color Code SeeBAHARO ALYAUMA IEDNo ratings yet
- THE No1Document1 pageTHE No1BAHARO ALYAUMA IEDNo ratings yet
- GUNUNG-RCM - 01-06-01-06-02 - L2 CBS-K Workshop CORBA Presentation - V2-00 - enDocument20 pagesGUNUNG-RCM - 01-06-01-06-02 - L2 CBS-K Workshop CORBA Presentation - V2-00 - enBAHARO ALYAUMA IEDNo ratings yet
- TWSH-UL Wire 1000' Spool: For Longer Lengths Consult Sales For Price and Delivery!Document2 pagesTWSH-UL Wire 1000' Spool: For Longer Lengths Consult Sales For Price and Delivery!BAHARO ALYAUMA IEDNo ratings yet
- Data Sheet 3RG4014-0AA00: Product Is No Longer AvailableDocument1 pageData Sheet 3RG4014-0AA00: Product Is No Longer AvailableBAHARO ALYAUMA IEDNo ratings yet
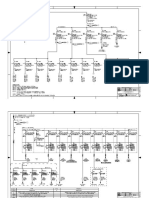
- PT - Gunung Raja Paksi: Title Single Line Diagram HV & MV Distribution in GRP 20Kv - EmergencyDocument9 pagesPT - Gunung Raja Paksi: Title Single Line Diagram HV & MV Distribution in GRP 20Kv - EmergencyBAHARO ALYAUMA IEDNo ratings yet
- Cold Rolling Mill For Aluminium Sheet: Dr. P. Mallesham, V.V. Ram BabuDocument5 pagesCold Rolling Mill For Aluminium Sheet: Dr. P. Mallesham, V.V. Ram BabuerpublicationNo ratings yet
- Flatness Control of Strip in Continuous Hot Rolling ProcessesDocument6 pagesFlatness Control of Strip in Continuous Hot Rolling ProcessesBAHARO ALYAUMA IEDNo ratings yet
- ControlIT for optimized cold rolling processesDocument4 pagesControlIT for optimized cold rolling processesBAHARO ALYAUMA IEDNo ratings yet
- KJ4-M18MB80-ANU: Product Description Inductive Sensor AnalogueDocument2 pagesKJ4-M18MB80-ANU: Product Description Inductive Sensor AnalogueBAHARO ALYAUMA IEDNo ratings yet
- KJ2,5-M12MB80-ANU: Product Description Inductive Sensor AnalogueDocument2 pagesKJ2,5-M12MB80-ANU: Product Description Inductive Sensor AnalogueBAHARO ALYAUMA IEDNo ratings yet
- 1794 Um002 - en P PDFDocument73 pages1794 Um002 - en P PDFMiguel AngelNo ratings yet
- Pump FormulaDocument3 pagesPump FormulaViwek MertiyaNo ratings yet
- 1794 Um062 - en P PDFDocument92 pages1794 Um062 - en P PDFSans KNo ratings yet
- TMEICDocument20 pagesTMEICme_chNo ratings yet
- Ohm's LawDocument2 pagesOhm's LawmarkelsoncandadoNo ratings yet
- Ee Electrical and Electronic MeasurementsDocument33 pagesEe Electrical and Electronic MeasurementsNilamani Umashankar JenaNo ratings yet
- MAX 100-125kW 3-phase string inverter with 10 MPPTs and IP66 protectionDocument2 pagesMAX 100-125kW 3-phase string inverter with 10 MPPTs and IP66 protectionJeroen SNo ratings yet
- FCU-6000 System ManualDocument68 pagesFCU-6000 System Manualadavit73No ratings yet
- GV D200/d200e/d800/d800eDocument166 pagesGV D200/d200e/d800/d800esvestasNo ratings yet
- TTA1943 DatasheetDocument5 pagesTTA1943 DatasheetdeeNo ratings yet
- Schneider Electric Introduces First ePAC, Combines PAC With Ethernet BackboneDocument19 pagesSchneider Electric Introduces First ePAC, Combines PAC With Ethernet BackboneAnonymous ggRTHDKe6No ratings yet
- Xxpol 1710 2170Mhz 65° 17.8dbi Adjustable Electrical Downtilt Antenna, Manual or by Optional Rcu (Remote Control Unit)Document1 pageXxpol 1710 2170Mhz 65° 17.8dbi Adjustable Electrical Downtilt Antenna, Manual or by Optional Rcu (Remote Control Unit)АлександрNo ratings yet
- LR-W70 (C) : Instruction ManualDocument8 pagesLR-W70 (C) : Instruction ManualNeri Machado CarrielNo ratings yet
- Motherboard Voltage Regulator CircuitDocument22 pagesMotherboard Voltage Regulator Circuitleon_sfNo ratings yet
- (Chemical Analysis - A Series of Monographs On Analytical Chemistry and Its Applications (Book 187) ) Gary A. Mabbott - Electroanalytical Chemistry - Principles, Best Practices, ADocument347 pages(Chemical Analysis - A Series of Monographs On Analytical Chemistry and Its Applications (Book 187) ) Gary A. Mabbott - Electroanalytical Chemistry - Principles, Best Practices, AAlexandr Oshchepkov100% (1)
- DGCA CAR -66 MODULE 5 PART -4 MULTIPLEXING AND FIBRE OPTICSDocument13 pagesDGCA CAR -66 MODULE 5 PART -4 MULTIPLEXING AND FIBRE OPTICSPurna Chandra Rao ByganiNo ratings yet
- 5V To 12 V Step-Up (Boost) Voltage Regulator With LM2577Document2 pages5V To 12 V Step-Up (Boost) Voltage Regulator With LM2577Taha AmjadNo ratings yet
- XLM35 DS T140088en eDocument2 pagesXLM35 DS T140088en eStefanos BokiNo ratings yet
- APR-PGM4 Installation Instructions (Spectra)Document2 pagesAPR-PGM4 Installation Instructions (Spectra)nikola5nikolic100% (1)
- Portable 3 cm EME with GaN SSPA and Surplus Feed HornDocument52 pagesPortable 3 cm EME with GaN SSPA and Surplus Feed Hornmuni1No ratings yet
- Frame Work For DesignexpDocument15 pagesFrame Work For DesignexplokeshNo ratings yet
- New Microsoft Word DocumentDocument16 pagesNew Microsoft Word DocumentN1234mNo ratings yet
- Specification For Surge Protection Device As Per is-IEC 62305 - Part4Document3 pagesSpecification For Surge Protection Device As Per is-IEC 62305 - Part4Sandeep SinghNo ratings yet
- FBR 53nd10yDocument5 pagesFBR 53nd10ygutierkNo ratings yet
- Meaning of Operating System: Using Software and Physical PartsDocument22 pagesMeaning of Operating System: Using Software and Physical PartsReshmaNo ratings yet
- Expt 6 BJT Characteristics (CE Configuration)Document6 pagesExpt 6 BJT Characteristics (CE Configuration)samarthNo ratings yet
- Data SheetDocument28 pagesData SheetHamza Abbasi AbbasiNo ratings yet
- Introduction To AVRDocument14 pagesIntroduction To AVRkrishna mohan pandeyNo ratings yet
- Vibrators CT ScreedDocument20 pagesVibrators CT ScreedMuhaiminNo ratings yet
- Ewis Training ManualDocument36 pagesEwis Training ManualNikolaos Kechagias100% (2)
- Tañamor-Plate6 Eu1Document1 pageTañamor-Plate6 Eu1Hector TañamorNo ratings yet
- 19.5 Discrete Transistor Voltage RegulationDocument8 pages19.5 Discrete Transistor Voltage RegulationBayu Haris Merdiko HersuwariNo ratings yet
- Types of Operating SystemsDocument12 pagesTypes of Operating SystemsRaja AnsNo ratings yet
- Hytera BD30X UHF Service Manual V00 - EngDocument57 pagesHytera BD30X UHF Service Manual V00 - EngJosé Carlos Ferreira100% (1)