You might also like
- Nonlinear Control of The Interstand Looper in Hot Strip Mills: A Backstepping Approach Francesco A. Cuzzola, Thomas ParisiniDocument6 pagesNonlinear Control of The Interstand Looper in Hot Strip Mills: A Backstepping Approach Francesco A. Cuzzola, Thomas ParisiniMohamedNo ratings yet
- 6 Effect of Backup Roll Length and Roll Neck Length On Profile ForDocument7 pages6 Effect of Backup Roll Length and Roll Neck Length On Profile Foromid hamidishadNo ratings yet
- 14 - CH - 06 Friction and Wear Analysis For BushingDocument18 pages14 - CH - 06 Friction and Wear Analysis For BushingSathish KumarNo ratings yet
- Effect of Taper Tension Profile On The Telescoping in A Winding Process of High Speed Roll To Roll Printing SystemsDocument13 pagesEffect of Taper Tension Profile On The Telescoping in A Winding Process of High Speed Roll To Roll Printing SystemskeesenpietNo ratings yet
- Control of Strip Tension in A Rolling Mill Based On Loopers and Impedance ControlDocument6 pagesControl of Strip Tension in A Rolling Mill Based On Loopers and Impedance Controlyona akatsukiNo ratings yet
- Tangential DriveDocument5 pagesTangential Drivecopkutusu2012No ratings yet
- Example 1 GermanDocument20 pagesExample 1 GermanabadittadesseNo ratings yet
- Tip Position Control of A Flexible One Arm Robot With Predictive Adaptive Output Feedback Implemented With Lattice Filter Parameter IdentifierDocument6 pagesTip Position Control of A Flexible One Arm Robot With Predictive Adaptive Output Feedback Implemented With Lattice Filter Parameter IdentifierChuxoMéndezNo ratings yet
- 1 s2.0 S1474667017590072 MainDocument6 pages1 s2.0 S1474667017590072 MainAttila NagyNo ratings yet
- Integral Analysis of Conveyor Pulley Using ®nite Element MethodDocument30 pagesIntegral Analysis of Conveyor Pulley Using ®nite Element MethodEsteban CorderoNo ratings yet
- Buckling ReportDocument13 pagesBuckling ReportMrinal Shankar me18b063No ratings yet
- Iccad 13 SMDocument6 pagesIccad 13 SMRAZNo ratings yet
- Simulazione AspiDocument6 pagesSimulazione AspiRuggero ColaNo ratings yet
- Plank Et Al-1974-International Journal For Numerical Methods in Engineering PDFDocument17 pagesPlank Et Al-1974-International Journal For Numerical Methods in Engineering PDFtien2506onlineNo ratings yet
- Ejemplo de Variables de InstrumentacionDocument16 pagesEjemplo de Variables de InstrumentacionEduardo JiménezNo ratings yet
- 10 FEM Analysis of Rolling Pressure Along Strip Width inDocument5 pages10 FEM Analysis of Rolling Pressure Along Strip Width inomid hamidishadNo ratings yet
- Mechanism For Precise Linear and Angular AdjustmentDocument12 pagesMechanism For Precise Linear and Angular Adjustmentג'ון ירוקNo ratings yet
- Wire Rope Coupling Vibration Characteristics Analysis Based On Workbench Yanan Hu, Huiping Feng and Huijuan ZhaoDocument4 pagesWire Rope Coupling Vibration Characteristics Analysis Based On Workbench Yanan Hu, Huiping Feng and Huijuan ZhaomirmasiNo ratings yet
- Gupta PaperDocument6 pagesGupta PaperRnSi 0506No ratings yet
- Modeling and Control Design For A Controllable Bearing SystemDocument6 pagesModeling and Control Design For A Controllable Bearing SystemzahraNo ratings yet
- Fem Lab 6Document23 pagesFem Lab 6Areeba MujtabaNo ratings yet
- 250 14-1 Experiment 14 Torsion Constant of A RodDocument3 pages250 14-1 Experiment 14 Torsion Constant of A RodARSLANNo ratings yet
- The Study of Contact Pressure Analyses and Prediction ofDocument8 pagesThe Study of Contact Pressure Analyses and Prediction ofAndrei PopescuNo ratings yet
- Machine Rubber Testing: Impact ForDocument5 pagesMachine Rubber Testing: Impact ForAnonymous FigYuONxuuNo ratings yet
- Static Mechanical System Section1: Stress, Shear Force and Bending MomentDocument17 pagesStatic Mechanical System Section1: Stress, Shear Force and Bending MomentHadhi Hassan KhanNo ratings yet
- Automation & Metal Forming Lab ManualDocument37 pagesAutomation & Metal Forming Lab ManualHari Haran100% (4)
- Group 4Document25 pagesGroup 4santoshNo ratings yet
- The Numerical Analysis of Roll Deflection During Plate RollingDocument4 pagesThe Numerical Analysis of Roll Deflection During Plate RollingVikram TambeNo ratings yet
- Vibrations Jean Paul CaceresDocument14 pagesVibrations Jean Paul CaceresJean Paul Cáceres CanoNo ratings yet
- Exp 3+4Document7 pagesExp 3+4abdul rehmanNo ratings yet
- TR II - Module 6 - Force MeasurementDocument18 pagesTR II - Module 6 - Force MeasurementKalpana ParabNo ratings yet
- (Mooring) : 1. GeneralDocument18 pages(Mooring) : 1. GeneralSushanta Kumar RoyNo ratings yet
- Problems and SolutionsDocument6 pagesProblems and Solutions119477054No ratings yet
- Strata Monitoring (Lokhande Sir)Document10 pagesStrata Monitoring (Lokhande Sir)Anshul yadavNo ratings yet
- Acce Lerometer Theory & Design: Piezoelectri C Piezoresistive Ca PacitiveDocument49 pagesAcce Lerometer Theory & Design: Piezoelectri C Piezoresistive Ca PacitiveAniruddha Patil0% (1)
- Spring TestDocument3 pagesSpring TestShubham MauryaNo ratings yet
- Belli 2004Document6 pagesBelli 2004rosarioiovino23No ratings yet
- Mechanics of Micro Electromechanical Systems (MEMS) : (A Brief Overview.)Document53 pagesMechanics of Micro Electromechanical Systems (MEMS) : (A Brief Overview.)Pulkit ChaudhariNo ratings yet
- BME Mannual BT 203-1Document41 pagesBME Mannual BT 203-1shivanshu tiwariNo ratings yet
- Strain Gauge Lab ReportDocument13 pagesStrain Gauge Lab ReportMubin Al-Manaf100% (2)
- Unit 3 (C) Pressure MeasurementDocument17 pagesUnit 3 (C) Pressure MeasurementFuzail AhmadNo ratings yet
- 38 Peter BlanzDocument10 pages38 Peter BlanzClaudio Del Pino VásquezNo ratings yet
- Experiment 06-7 - MergedDocument47 pagesExperiment 06-7 - MergedAbdullah aminNo ratings yet
- Describe The Construction of A Electromagnetic Velocity Sensor and Explain Its WorkingDocument8 pagesDescribe The Construction of A Electromagnetic Velocity Sensor and Explain Its WorkingJiten Thakur100% (1)
- Sensitivity Analysis Study of CVT Parameters Using Mathematical ModelDocument6 pagesSensitivity Analysis Study of CVT Parameters Using Mathematical ModelSurajSj100% (1)
- Decentralized PI/PD Position Control For Active Magnetic BearingsDocument7 pagesDecentralized PI/PD Position Control For Active Magnetic BearingsMuhammadNo ratings yet
- The Torsional OscillatorDocument4 pagesThe Torsional OscillatorAlex McGintyNo ratings yet
- plugin-9-6-7-2011-10-37-38-MM JournalDocument13 pagesplugin-9-6-7-2011-10-37-38-MM Journalnainesh goteNo ratings yet
- ConveyorDocument81 pagesConveyorhaymanotNo ratings yet
- Springs: Source: Machine Design-An Integrated Approach by Robert L. Norton (2010)Document25 pagesSprings: Source: Machine Design-An Integrated Approach by Robert L. Norton (2010)Rana AamirNo ratings yet
- Electromagnetic Support Arrangement With Threedimensional Control. Ii. ExperimentalDocument3 pagesElectromagnetic Support Arrangement With Threedimensional Control. Ii. Experimentalandres sanchezNo ratings yet
- The Mathematical Modelling of The Motion of A Horizontal Vibrating Screen Supported by Rosta Oscillating MountingsDocument9 pagesThe Mathematical Modelling of The Motion of A Horizontal Vibrating Screen Supported by Rosta Oscillating MountingsVilayet AlekperovNo ratings yet
- Two Way Slab Direct Design Method (DDM) : Eng - Loai TarabulsiDocument45 pagesTwo Way Slab Direct Design Method (DDM) : Eng - Loai Tarabulsiمحمد الحمايدةNo ratings yet
- Structural Analysis With Strain Gage Measurements: Experiment 1Document7 pagesStructural Analysis With Strain Gage Measurements: Experiment 1Yılmaz GürpınarNo ratings yet
- Slug On: Bear1 Acceleration Pick-Off Inputaxis Output SignalDocument10 pagesSlug On: Bear1 Acceleration Pick-Off Inputaxis Output Signalalphaomega3744No ratings yet
- Design and Simulation of MEMS-based Dual-Axis Uidic Angular Velocity SensorDocument6 pagesDesign and Simulation of MEMS-based Dual-Axis Uidic Angular Velocity SensorRahul ParkNo ratings yet
- Deep Rolling Process Simulation - Impact of Kinematic Hardening On Residual StressesDocument5 pagesDeep Rolling Process Simulation - Impact of Kinematic Hardening On Residual Stressesesteban vasquezNo ratings yet
- The Effect of Backrest Roller On Warp Tension in Modern LoomDocument10 pagesThe Effect of Backrest Roller On Warp Tension in Modern LoomMễro ĢANo ratings yet
- Stress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandStress Analysis Problems in S.I. Units: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 2.5 out of 5 stars2.5/5 (4)
- 56amxn In002 - en PDocument24 pages56amxn In002 - en PBAHARO ALYAUMA IEDNo ratings yet
- Ba Ic 20 GBDocument8 pagesBa Ic 20 GBBAHARO ALYAUMA IEDNo ratings yet
- Thyristor Module: Phase LegDocument6 pagesThyristor Module: Phase LegNabaz AliNo ratings yet
- Ki 00318Document9 pagesKi 00318BAHARO ALYAUMA IEDNo ratings yet
- Standard Rectifier Module: Phase LegDocument6 pagesStandard Rectifier Module: Phase LegShwe Thin AungNo ratings yet
- GUNUNG-RCM - 01-06-01-06-02 - L2 CBS-K Workshop CORBA Presentation - V2-00 - enDocument20 pagesGUNUNG-RCM - 01-06-01-06-02 - L2 CBS-K Workshop CORBA Presentation - V2-00 - enBAHARO ALYAUMA IEDNo ratings yet
- THE No1Document1 pageTHE No1BAHARO ALYAUMA IEDNo ratings yet
- Cold Rolling Mill For Aluminium Sheet: Dr. P. Mallesham, V.V. Ram BabuDocument5 pagesCold Rolling Mill For Aluminium Sheet: Dr. P. Mallesham, V.V. Ram BabuerpublicationNo ratings yet
- To Order IEC Color Code SeeDocument1 pageTo Order IEC Color Code SeeBAHARO ALYAUMA IEDNo ratings yet
- TWSH-UL Wire 1000' Spool: For Longer Lengths Consult Sales For Price and Delivery!Document2 pagesTWSH-UL Wire 1000' Spool: For Longer Lengths Consult Sales For Price and Delivery!BAHARO ALYAUMA IEDNo ratings yet
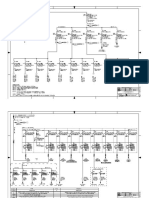
- PT - Gunung Raja Paksi: Title Single Line Diagram HV & MV Distribution in GRP 20Kv - EmergencyDocument9 pagesPT - Gunung Raja Paksi: Title Single Line Diagram HV & MV Distribution in GRP 20Kv - EmergencyBAHARO ALYAUMA IEDNo ratings yet
- Technological Control For Cold Rolling ProcessesDocument4 pagesTechnological Control For Cold Rolling ProcessesBAHARO ALYAUMA IEDNo ratings yet
- Success Story Nanshan 3BDD0015438EN FinalDocument4 pagesSuccess Story Nanshan 3BDD0015438EN FinalBAHARO ALYAUMA IEDNo ratings yet
- Data Sheet 3RG4014-0AA00: Product Is No Longer AvailableDocument1 pageData Sheet 3RG4014-0AA00: Product Is No Longer AvailableBAHARO ALYAUMA IEDNo ratings yet
- KJ4-M18MB80-ANU: Product Description Inductive Sensor AnalogueDocument2 pagesKJ4-M18MB80-ANU: Product Description Inductive Sensor AnalogueBAHARO ALYAUMA IEDNo ratings yet
- TMEICDocument20 pagesTMEICme_chNo ratings yet
- 1794 Um002 - en P PDFDocument73 pages1794 Um002 - en P PDFMiguel AngelNo ratings yet
- 1794 Um062 - en P PDFDocument92 pages1794 Um062 - en P PDFSans KNo ratings yet
- KJ2,5-M12MB80-ANU: Product Description Inductive Sensor AnalogueDocument2 pagesKJ2,5-M12MB80-ANU: Product Description Inductive Sensor AnalogueBAHARO ALYAUMA IEDNo ratings yet
- Pump FormulaDocument3 pagesPump FormulaViwek MertiyaNo ratings yet
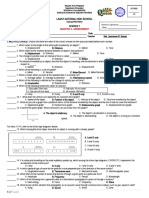
- Science 7 Long Quiz q3Document3 pagesScience 7 Long Quiz q3JNA Moments and IdeasNo ratings yet
- Shear Wall and Diagrid SystemDocument47 pagesShear Wall and Diagrid SystemAashi GuptaNo ratings yet
- Technical Manu AL: Fire Protection SystemsDocument44 pagesTechnical Manu AL: Fire Protection SystemsRAMESH SHETTYNo ratings yet
- MM All Units MCQDocument38 pagesMM All Units MCQkrishnabr100% (2)
- CHAPTER 3 - Crystalline Structure of SolidsDocument63 pagesCHAPTER 3 - Crystalline Structure of SolidsAlex HunterNo ratings yet
- 10-Port Antenna: 5961470PG, 5961470PDDocument7 pages10-Port Antenna: 5961470PG, 5961470PDSilviuSNo ratings yet
- Effect On Superhydrophobic Surfaces On ElectricalDocument12 pagesEffect On Superhydrophobic Surfaces On Electricalhadi ebrahimfathNo ratings yet
- SVG 203 Intro Remote Sensing-General 2Document117 pagesSVG 203 Intro Remote Sensing-General 2CEO DimejiNo ratings yet
- Proximity Effect From An Andreev Perspectiv KlapwijkDocument19 pagesProximity Effect From An Andreev Perspectiv KlapwijkLinda ZhangNo ratings yet
- Preparation of Buffer Solution: Prepared By: Dr. Wafa FarooqDocument29 pagesPreparation of Buffer Solution: Prepared By: Dr. Wafa FarooqHamid AlyadumiNo ratings yet
- 56 - Isijint 2015 231 PDFDocument13 pages56 - Isijint 2015 231 PDFRaphael Mariano de SouzaNo ratings yet
- Prev Year Questions: Chapter: TrigonometryDocument10 pagesPrev Year Questions: Chapter: TrigonometrySumit KumarNo ratings yet
- Colloids and Surfaces, 427-438 427Document12 pagesColloids and Surfaces, 427-438 427Dila DjannahNo ratings yet
- Design and Implementation of Push-Pull Converter Forrgb Led Lighting System-2Document7 pagesDesign and Implementation of Push-Pull Converter Forrgb Led Lighting System-2IAEME PublicationNo ratings yet
- STS-MAY-18-30m Module5Document4 pagesSTS-MAY-18-30m Module5Mariella MallariNo ratings yet
- Analysis and Design of Four Storied RC Using Sap2000Document41 pagesAnalysis and Design of Four Storied RC Using Sap2000Misgun Samuel100% (2)
- Pressure Vessel Interview QuestionsDocument1 pagePressure Vessel Interview Questionsdh6802No ratings yet
- LIT941 0618 Installation ManualDocument8 pagesLIT941 0618 Installation ManualBurhan SharafNo ratings yet
- Lưu ý: - Thí sinh làm bài trên tờ giấy thi, ghi theo đúng thứ tự câu từ 1 đến 100Document6 pagesLưu ý: - Thí sinh làm bài trên tờ giấy thi, ghi theo đúng thứ tự câu từ 1 đến 100Ngọc VươngNo ratings yet
- Script C: Cambridge IGCSEDocument14 pagesScript C: Cambridge IGCSEVanithalakshmi KumaresanNo ratings yet
- SNI 1727 2020 enDocument336 pagesSNI 1727 2020 enlisnzerNo ratings yet
- Sugar Plant Specifications 5000 TCD-7500 TCDDocument104 pagesSugar Plant Specifications 5000 TCD-7500 TCDtsrinivasan508375% (4)
- 2N2369A Silicon NPN Transistor DescriptionDocument4 pages2N2369A Silicon NPN Transistor DescriptionReymondJosuéArgüelloRojasNo ratings yet
- Sample - Solutions Manual Photonics 2nd Edition by SalehDocument1 pageSample - Solutions Manual Photonics 2nd Edition by Salehhadi farzinNo ratings yet
- Proposed Two-Storey Building With Roof Deck (One Way Slab)Document49 pagesProposed Two-Storey Building With Roof Deck (One Way Slab)Papacarl NoromorNo ratings yet
- ANZ MEGEN1 Quick Start Guide 139184-200505Document2 pagesANZ MEGEN1 Quick Start Guide 139184-200505林No ratings yet
- Mangulad Jeffrey Computer Applications in ABE: Martin Buencamino Fluid MechanicsDocument105 pagesMangulad Jeffrey Computer Applications in ABE: Martin Buencamino Fluid MechanicsRonmark AngekNo ratings yet
- Questions & Answers - ET Level 1Document4 pagesQuestions & Answers - ET Level 1Jawad MunirNo ratings yet
- Characterized Control Valves™ (CCV) : Flow, Operation and InstallationDocument1 pageCharacterized Control Valves™ (CCV) : Flow, Operation and InstallationSaul CerveraNo ratings yet
- Mechanics: Harmonic Oscillation of A String PendulumDocument4 pagesMechanics: Harmonic Oscillation of A String Pendulumfatjonmusli2016100% (1)