You might also like
- Ash-Related Issues in Fluidized-Bed Combustion of BiomassesDocument11 pagesAsh-Related Issues in Fluidized-Bed Combustion of Biomassesduygu esmerNo ratings yet
- Escorias IngDocument96 pagesEscorias IngRoger Edward May AguirreNo ratings yet
- Dry Magnetic Separation of Nepheline Syenite OresDocument11 pagesDry Magnetic Separation of Nepheline Syenite OresMo TahaNo ratings yet
- Introduction to Slag Fundamentals Under 40 CharactersDocument38 pagesIntroduction to Slag Fundamentals Under 40 CharactersNicole Altamirano Catalán100% (1)
- Uses of Natural and Industrial Byproducts in ConcreteDocument150 pagesUses of Natural and Industrial Byproducts in ConcreteIsmail MohammedNo ratings yet
- Factors Affecting Silicomanganese Production Using Manganese Rich SlagDocument9 pagesFactors Affecting Silicomanganese Production Using Manganese Rich SlagbamboNo ratings yet
- Alternative Fuels For Cement Industry: A ReviewDocument5 pagesAlternative Fuels For Cement Industry: A ReviewAnonymous Ja3jvaXNo ratings yet
- Chemistry and Mineralogy of Coal Fly Ash: Basis For Beneficial UseDocument8 pagesChemistry and Mineralogy of Coal Fly Ash: Basis For Beneficial UseProcess EngineerNo ratings yet
- Raw Mix Design SoftwareDocument6 pagesRaw Mix Design SoftwareIrfan Ahmed100% (1)
- Steelmaking Flue Dust RevDocument23 pagesSteelmaking Flue Dust RevPierina MendozaNo ratings yet
- Innovations in Portland Cement Manufacturing Chap. 2.2Document16 pagesInnovations in Portland Cement Manufacturing Chap. 2.2dmitriy chaplickNo ratings yet
- Coal Analysis + Price AdjusmentDocument46 pagesCoal Analysis + Price AdjusmentWahyoedyNo ratings yet
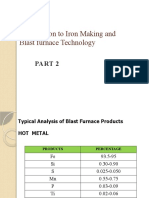
- Introduction To Iron Making and Blast Furnace TechnologyDocument24 pagesIntroduction To Iron Making and Blast Furnace TechnologyDevansh MankarNo ratings yet
- Mass and Heat Balance of Steelmaking in Bof As Compared To Eaf ProcessesDocument15 pagesMass and Heat Balance of Steelmaking in Bof As Compared To Eaf ProcessesAgil Setyawan100% (1)
- Cement Aggregate Concrete Durability LectureDocument33 pagesCement Aggregate Concrete Durability LectureManoj Kumar SinghNo ratings yet
- Ijciet 09 13 185 PDFDocument12 pagesIjciet 09 13 185 PDFHassan GhanemNo ratings yet
- Understanding Lime Kiln Chemistry to Improve OperationsDocument10 pagesUnderstanding Lime Kiln Chemistry to Improve OperationsDamme Haulion SidabutarNo ratings yet
- CementManufacturing v13b01Document17 pagesCementManufacturing v13b01ystdfmNo ratings yet
- Glass Composition, Glass TypesDocument4 pagesGlass Composition, Glass TypesKhiZra ShahZadNo ratings yet
- 5 B CombustionDocument71 pages5 B CombustionFraser LamontNo ratings yet
- Presentation On Coal CombustionDocument31 pagesPresentation On Coal CombustionWajid HussainNo ratings yet
- Name: - Course and YearDocument2 pagesName: - Course and YearCarl Neil DomingoNo ratings yet
- Iron blast furnace analysis calculationsDocument3 pagesIron blast furnace analysis calculationsnaveena0% (1)
- Chemical Technology Subject Code: CH2001Document13 pagesChemical Technology Subject Code: CH2001U SANKAR TEJONo ratings yet
- Flexible and Efficient Hydrometallurgical Recycling of Li-Ion Batteries of Different ChemistryDocument46 pagesFlexible and Efficient Hydrometallurgical Recycling of Li-Ion Batteries of Different Chemistrytaufiq_hidayat_1982No ratings yet
- Proceeding Is MM 2019 ThoriumDocument7 pagesProceeding Is MM 2019 ThoriumRisky Rinaldo SyafputraNo ratings yet
- Mill Scale in SinteringDocument6 pagesMill Scale in SinteringRam Babu RamzzNo ratings yet
- Everything You Need to Know About Sponge Iron TechnologyDocument10 pagesEverything You Need to Know About Sponge Iron Technologyraja ghoshNo ratings yet
- Behaviour of Gaseous Chlorine and Alkali Metals During Biomass Thermal UtilisationDocument8 pagesBehaviour of Gaseous Chlorine and Alkali Metals During Biomass Thermal UtilisationOshLifin RucmanaNo ratings yet
- Boiler 1Document11 pagesBoiler 1Krishna KumarNo ratings yet
- SJC 20180606 12Document7 pagesSJC 20180606 12elkey987654321No ratings yet
- CementManufacturing v13b01Document16 pagesCementManufacturing v13b01ystdfmNo ratings yet
- An Overview of Biomass GasificationDocument6 pagesAn Overview of Biomass GasificationFrank MedrosNo ratings yet
- China Shandong Ruyi Sahiwal of Pakistan 2×660MW Coal-Fired Power Station Project 1 Boiler, Set To Start The Debugger StepsDocument32 pagesChina Shandong Ruyi Sahiwal of Pakistan 2×660MW Coal-Fired Power Station Project 1 Boiler, Set To Start The Debugger StepsJawad HussainNo ratings yet
- Technical & Cost Comparison of Laterite Treatment Processes Part 2Document19 pagesTechnical & Cost Comparison of Laterite Treatment Processes Part 2klshfyusbdfkNo ratings yet
- Romelt TechnologyDocument66 pagesRomelt Technologystefanodentella100% (1)
- Coal Combustion PresentationDocument33 pagesCoal Combustion PresentationWajid HussainNo ratings yet
- Coal Fly AshDocument6 pagesCoal Fly AshKPCNo ratings yet
- En Assets ANE4 18328 Analysis of Major and Minor Elements in Cement Pressed Powders Tcm50-55501Document2 pagesEn Assets ANE4 18328 Analysis of Major and Minor Elements in Cement Pressed Powders Tcm50-55501JGGNo ratings yet
- Mineralogy 06 01 PDFDocument28 pagesMineralogy 06 01 PDFAhmedElmoghanyNo ratings yet
- Geokimia 3Document60 pagesGeokimia 3Maddey Joeniour Aloene IINo ratings yet
- Conversion of Waste Glasses Into Sodium Silicate Solutions PDFDocument9 pagesConversion of Waste Glasses Into Sodium Silicate Solutions PDFJesha LibreaNo ratings yet
- Recarburant Agents For Induction Furnace in SmeltingDocument19 pagesRecarburant Agents For Induction Furnace in SmeltingashokjkhannaNo ratings yet
- Chemical Leaching of Iron Ore Using A Range of Acids and Oxidative ChemicalsDocument23 pagesChemical Leaching of Iron Ore Using A Range of Acids and Oxidative ChemicalsMauricioNo ratings yet
- Forms of Sulphur in Coal & CaptureDocument22 pagesForms of Sulphur in Coal & Capturegpeck0012763No ratings yet
- Group 3 - Case Study: G, Kmol 100 KGDocument11 pagesGroup 3 - Case Study: G, Kmol 100 KGZhane TizonNo ratings yet
- Ch140: Chemical Process Industries Case StudyDocument4 pagesCh140: Chemical Process Industries Case StudymarkkkkkNo ratings yet
- Cement: Sample ProblemsDocument8 pagesCement: Sample ProblemsFlorenceNo ratings yet
- Raw Mix Design CementDocument4 pagesRaw Mix Design Cementtariqshah100% (1)
- Burner Design For Biomass Co-FiringDocument11 pagesBurner Design For Biomass Co-FiringraenbulaNo ratings yet
- Industrial & Engineering Chemistry Research Volume 38 Issue 11 1999 (Doi 10.1021/ie990156b) Vegliò, F. Passariello, B. Abbruzzese, C. - Iron Removal Process For High-Purity Silica Sands ProductioDocument6 pagesIndustrial & Engineering Chemistry Research Volume 38 Issue 11 1999 (Doi 10.1021/ie990156b) Vegliò, F. Passariello, B. Abbruzzese, C. - Iron Removal Process For High-Purity Silica Sands ProductioTaufik RaharjoNo ratings yet
- Kinetics of Gold Dissolution in Cyanide: Fathi HabashiDocument95 pagesKinetics of Gold Dissolution in Cyanide: Fathi HabashiKathizita LizNo ratings yet
- Energies 13 05988 v2Document14 pagesEnergies 13 05988 v2Shashi Kant TiwariNo ratings yet
- SCM As Copper TailingDocument27 pagesSCM As Copper TailingSangamesh KarbariNo ratings yet
- Technical Paper RN DDocument10 pagesTechnical Paper RN DKathleen Joyce SagayagaNo ratings yet
- Copper zinc oxide catalysts show higher CO oxidation rates than commercial hopcaliteDocument2 pagesCopper zinc oxide catalysts show higher CO oxidation rates than commercial hopcalitencaothachNo ratings yet
- Blast Furnace Slag Weathering StudyDocument8 pagesBlast Furnace Slag Weathering StudyARNALDO BATTAGIN100% (3)
- Beneficial Uses of Cement Kiln DustDocument19 pagesBeneficial Uses of Cement Kiln Dustzane truesdaleNo ratings yet
- Water Swelling Rubber PreparedDocument5 pagesWater Swelling Rubber PreparedDũng NguyễnNo ratings yet
- Water Swelling Rubber PreparedDocument5 pagesWater Swelling Rubber PreparedDũng NguyễnNo ratings yet
- Water Swellable Rubber Composites An Update Review From PreparationDocument11 pagesWater Swellable Rubber Composites An Update Review From PreparationDũng NguyễnNo ratings yet
- 04 Swell TechnologyDocument16 pages04 Swell TechnologyPedro Tiago Batista CoelhoNo ratings yet
- Swellable Solutions - Zonal IsolationDocument2 pagesSwellable Solutions - Zonal IsolationDũng NguyễnNo ratings yet
- 6-Investigation On The Water-Swelling Properties of Chlorinated Polyethylene Modified by in Situ Formed Sodium AcrylateDocument8 pages6-Investigation On The Water-Swelling Properties of Chlorinated Polyethylene Modified by in Situ Formed Sodium AcrylateDũng NguyễnNo ratings yet
- 04 Swell TechnologyDocument16 pages04 Swell TechnologyPedro Tiago Batista CoelhoNo ratings yet
- Water Swellable Rubber Composites An Update Review From PreparationDocument11 pagesWater Swellable Rubber Composites An Update Review From PreparationDũng NguyễnNo ratings yet
- Investigation On The Water-Swelling Properties of Chlorinated Polyethylene Modified by in Situ Formed Sodium AcrylateDocument8 pagesInvestigation On The Water-Swelling Properties of Chlorinated Polyethylene Modified by in Situ Formed Sodium AcrylateDũng NguyễnNo ratings yet
- Characterization of Fly Ash From Israel With Reference To Its Possible UtilizationDocument9 pagesCharacterization of Fly Ash From Israel With Reference To Its Possible UtilizationDũng NguyễnNo ratings yet
- Water Swelling Rubber PreparedDocument5 pagesWater Swelling Rubber PreparedDũng NguyễnNo ratings yet
- Swellable Solutions - Zonal IsolationDocument2 pagesSwellable Solutions - Zonal IsolationDũng NguyễnNo ratings yet
- Preparation and Characterization of Surface Modi Ed Silica Nanoparticles WithDocument5 pagesPreparation and Characterization of Surface Modi Ed Silica Nanoparticles WithDũng NguyễnNo ratings yet
- Applied Acoustics: Rubén Maderuelo-Sanz, Manuel Martín-Castizo, Rosendo Vílchez-GómezDocument6 pagesApplied Acoustics: Rubén Maderuelo-Sanz, Manuel Martín-Castizo, Rosendo Vílchez-GómezDũng NguyễnNo ratings yet
- Characterization of Fly Ash From Israel With Reference To Its Possible UtilizationDocument9 pagesCharacterization of Fly Ash From Israel With Reference To Its Possible UtilizationDũng NguyễnNo ratings yet
- Coal Fly Ash-The Most Powerful ToolDocument13 pagesCoal Fly Ash-The Most Powerful ToolDũng NguyễnNo ratings yet
- Characteristics and Composition of Fly Ash FromDocument10 pagesCharacteristics and Composition of Fly Ash FromDũng NguyễnNo ratings yet
- Silane GuideDocument30 pagesSilane Guideian1000No ratings yet
- A Silane Primer Chemistry and Application of Alcoxy SilanesDocument4 pagesA Silane Primer Chemistry and Application of Alcoxy SilanesNeri EmeraudeNo ratings yet
- Characterization and Modification of Fillers For Paints and CoatingsDocument17 pagesCharacterization and Modification of Fillers For Paints and CoatingsDũng NguyễnNo ratings yet
- BS en 681-1-1996Document24 pagesBS en 681-1-1996Ravi Verma100% (1)
- Compendium of Mineral Resources in Odisha PDFDocument96 pagesCompendium of Mineral Resources in Odisha PDFDilip Kumar Bhuyan100% (2)
- Soils, Foundations and Concrete PDFDocument80 pagesSoils, Foundations and Concrete PDFCITRIXNo ratings yet
- SG 2 CE 411 Properties of SoilDocument9 pagesSG 2 CE 411 Properties of SoilkennsindayenNo ratings yet
- Eia Regulations 2005Document50 pagesEia Regulations 2005Licence WiseNo ratings yet
- Biogeochemical CyclesDocument26 pagesBiogeochemical Cyclesaisyah Wardah201No ratings yet
- Structural Interpretation and Tectonic Evolution of A Part of The Najd Shear Zone (Saudi Arabia) Using Landsat Thematic-Mapper DataDocument18 pagesStructural Interpretation and Tectonic Evolution of A Part of The Najd Shear Zone (Saudi Arabia) Using Landsat Thematic-Mapper DataSpirit TerraNo ratings yet
- Irrigation Engineering Design: Kennedy & Lacey MethodsDocument65 pagesIrrigation Engineering Design: Kennedy & Lacey MethodsWaqas Muneer Khan100% (1)
- Soil HatchDocument1 pageSoil HatchAJR365No ratings yet
- Activity Sheets in Science 10 W2Document1 pageActivity Sheets in Science 10 W2alyssa pantigNo ratings yet
- Post Test: Data Center College of The Philippines Laoag CityDocument9 pagesPost Test: Data Center College of The Philippines Laoag CityJonel BarrugaNo ratings yet
- 5 Module V Volcanic Hazards1Document14 pages5 Module V Volcanic Hazards1Gom-o Eugenio JrNo ratings yet
- Sample Paper Tallentex Class 5th 2023 24Document13 pagesSample Paper Tallentex Class 5th 2023 24Abha BansalNo ratings yet
- Geotechnical Subsurface Investigation - 1992 - : Section/Article DescriptionDocument10 pagesGeotechnical Subsurface Investigation - 1992 - : Section/Article DescriptionMarwan MokhadderNo ratings yet
- Barbieri, M. Et Al. Experiencing Visible and Invisible Metal Casting Techniques in The Bronze Age ItalyDocument9 pagesBarbieri, M. Et Al. Experiencing Visible and Invisible Metal Casting Techniques in The Bronze Age ItalyRenan Falcheti PeixotoNo ratings yet
- 6 (C) TorqAVENGER Case StudyDocument1 page6 (C) TorqAVENGER Case StudyWHWENNo ratings yet
- Op-3-72. Checklist For Draft Subsurface Investigation Factual ReportDocument5 pagesOp-3-72. Checklist For Draft Subsurface Investigation Factual Reportjinwook75No ratings yet
- Chorochromatic MapDocument2 pagesChorochromatic MapAMARTYA PANINo ratings yet
- 2 Structural DesignDocument119 pages2 Structural DesignChinnaraja GandhiNo ratings yet
- Embankment Assignment TwoDocument25 pagesEmbankment Assignment TwoBelay MekonenNo ratings yet
- Groundwater - 2015 - Toran - Geophysical and Hydrologic Studies of Lake Seepage VariabilityDocument10 pagesGroundwater - 2015 - Toran - Geophysical and Hydrologic Studies of Lake Seepage VariabilityCASTAÑEDA GANTIVA JAIME ANDRÉSNo ratings yet
- Ancient Obsidian Craft in MesoamericaDocument10 pagesAncient Obsidian Craft in MesoamericaTyler FarnsworthNo ratings yet
- Morth400 Sub-Bases and Bases Tables of Gradation Tests LimitsDocument5 pagesMorth400 Sub-Bases and Bases Tables of Gradation Tests LimitsV Venkata Narayana100% (2)
- EarthDocument2 pagesEarthReambillo FamilyNo ratings yet
- Runway Extension Feasibility Study: Concept Design ReportDocument177 pagesRunway Extension Feasibility Study: Concept Design ReportCosminNo ratings yet
- Introduction To Geotechnology: Paper Code - MTISC0206GDocument45 pagesIntroduction To Geotechnology: Paper Code - MTISC0206GStarNo ratings yet
- Geography Grade 11 ANotes and Worksheet On Topography Associated With Horozontally Layered RocksDocument13 pagesGeography Grade 11 ANotes and Worksheet On Topography Associated With Horozontally Layered RocksTheo MolotoNo ratings yet
- Science 5Document4 pagesScience 5Cristopher MadajeNo ratings yet
- South Africa's Standard Specifications for Road and Bridge WorksDocument106 pagesSouth Africa's Standard Specifications for Road and Bridge WorksTSHEPO DIKOTLANo ratings yet
- Science: Quarter 3 - Module 2Document24 pagesScience: Quarter 3 - Module 2Angelo DavidNo ratings yet
- Flow Zone Indicator guided workflows for PetrelDocument11 pagesFlow Zone Indicator guided workflows for PetrelAiwarikiaar100% (1)
- Functional Safety from Scratch: A Practical Guide to Process Industry ApplicationsFrom EverandFunctional Safety from Scratch: A Practical Guide to Process Industry ApplicationsNo ratings yet
- Process Plant Equipment: Operation, Control, and ReliabilityFrom EverandProcess Plant Equipment: Operation, Control, and ReliabilityRating: 5 out of 5 stars5/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Pharmaceutical Blending and MixingFrom EverandPharmaceutical Blending and MixingP. J. CullenRating: 5 out of 5 stars5/5 (1)
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Physical and Chemical Equilibrium for Chemical EngineersFrom EverandPhysical and Chemical Equilibrium for Chemical EngineersRating: 5 out of 5 stars5/5 (1)
- Chemical Process Safety: Learning from Case HistoriesFrom EverandChemical Process Safety: Learning from Case HistoriesRating: 4 out of 5 stars4/5 (14)
- Nuclear Energy in the 21st Century: World Nuclear University PressFrom EverandNuclear Energy in the 21st Century: World Nuclear University PressRating: 4.5 out of 5 stars4.5/5 (3)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- The Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookFrom EverandThe Periodic Table of Elements - Post-Transition Metals, Metalloids and Nonmetals | Children's Chemistry BookNo ratings yet
- Guidelines for Engineering Design for Process SafetyFrom EverandGuidelines for Engineering Design for Process SafetyNo ratings yet
- Operational Excellence: Journey to Creating Sustainable ValueFrom EverandOperational Excellence: Journey to Creating Sustainable ValueNo ratings yet
- Guidelines for the Management of Change for Process SafetyFrom EverandGuidelines for the Management of Change for Process SafetyNo ratings yet
- Guidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsFrom EverandGuidelines for Vapor Cloud Explosion, Pressure Vessel Burst, BLEVE, and Flash Fire HazardsNo ratings yet
- An Applied Guide to Water and Effluent Treatment Plant DesignFrom EverandAn Applied Guide to Water and Effluent Treatment Plant DesignRating: 5 out of 5 stars5/5 (4)
- Trevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationFrom EverandTrevor Kletz Compendium: His Process Safety Wisdom Updated for a New GenerationNo ratings yet
- An Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksFrom EverandAn Introduction to the Periodic Table of Elements : Chemistry Textbook Grade 8 | Children's Chemistry BooksRating: 5 out of 5 stars5/5 (1)
- Guidelines for Chemical Process Quantitative Risk AnalysisFrom EverandGuidelines for Chemical Process Quantitative Risk AnalysisRating: 5 out of 5 stars5/5 (1)
- Pharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryFrom EverandPharmaceutical Excipients: Properties, Functionality, and Applications in Research and IndustryOtilia M. Y. KooNo ratings yet
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Guidelines for Developing Quantitative Safety Risk CriteriaFrom EverandGuidelines for Developing Quantitative Safety Risk CriteriaNo ratings yet
- Bow Ties in Risk Management: A Concept Book for Process SafetyFrom EverandBow Ties in Risk Management: A Concept Book for Process SafetyNo ratings yet
- Understanding Process Equipment for Operators and EngineersFrom EverandUnderstanding Process Equipment for Operators and EngineersRating: 4.5 out of 5 stars4.5/5 (3)