You might also like
- TIG Welding SOPDocument2 pagesTIG Welding SOPGnanasekaran M (TECHNICAL TRAINING/TVSTS)100% (1)
- Sop Hydraulic Punch and ShearDocument1 pageSop Hydraulic Punch and ShearBorislav VulićNo ratings yet
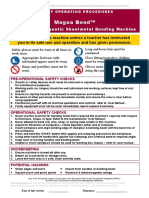
- Magna Bend SopDocument1 pageMagna Bend SopClarkKent Fabro Batucan0% (1)
- Standard Operating Procedures: Prepared By: Approved By: Date: Department: Page NoDocument2 pagesStandard Operating Procedures: Prepared By: Approved By: Date: Department: Page Novictor0% (1)
- 01fitting in FabricationDocument11 pages01fitting in Fabricationv.bhamidi100% (1)
- TIG Welder Safety ProcedureDocument2 pagesTIG Welder Safety ProcedureShahid RazaNo ratings yet
- Welding SopDocument6 pagesWelding SopRuban GeorgeNo ratings yet
- Ppe Training Record: Department Occupation Type of Ppe Make/Model Name InitialsDocument3 pagesPpe Training Record: Department Occupation Type of Ppe Make/Model Name Initialsvlad100% (1)
- Rework & Rejection Flow ChartDocument2 pagesRework & Rejection Flow ChartkishpchakraNo ratings yet
- SOP of Angle GrindingDocument6 pagesSOP of Angle GrindingINFNo ratings yet
- .0 Inspection of Input MaterialsDocument22 pages.0 Inspection of Input MaterialsSPH PURCHASENo ratings yet
- SOP Workshop Hy FinalDocument4 pagesSOP Workshop Hy FinalanbuNo ratings yet
- Middle East Welding Safety ProceduresDocument6 pagesMiddle East Welding Safety ProceduresyahiyaNo ratings yet
- SOP - LatheDocument2 pagesSOP - LatheQuality PFPLNo ratings yet
- Job Hazard Analysis for Deep Well Drilling with HotworksDocument2 pagesJob Hazard Analysis for Deep Well Drilling with Hotworksjay RNo ratings yet
- Work Instructions For Arc Welding Machine: ReferenceDocument1 pageWork Instructions For Arc Welding Machine: Referencevivek sureshNo ratings yet
- SOP For Handling Complaint Received - VertexDocument5 pagesSOP For Handling Complaint Received - Vertexحافظ عبدالحسیب طارقNo ratings yet
- College of Engineering Welding Safety ProcedureDocument6 pagesCollege of Engineering Welding Safety ProcedureTrương Định100% (1)
- Work Instruction - 09 Hot WorkDocument6 pagesWork Instruction - 09 Hot Workbabu nair100% (2)
- Ladders Inspection Register: Location: TSM ARABIADocument4 pagesLadders Inspection Register: Location: TSM ARABIAmuhammad imtiazNo ratings yet
- Master List of Forms FormatsDocument1 pageMaster List of Forms Formatschahi100% (1)
- 3.3.9 Air Compressor Maintenance LogDocument1 page3.3.9 Air Compressor Maintenance LogSubzone Three100% (1)
- Powder Coating Procedure Guide for Oven Temperature Control, Degreasing, and Part PreparationDocument1 pagePowder Coating Procedure Guide for Oven Temperature Control, Degreasing, and Part Preparationnastyn-1No ratings yet
- ESCL-SOP-019, Procedure For Control of Inspection, Measurement and Test EquipmentDocument5 pagesESCL-SOP-019, Procedure For Control of Inspection, Measurement and Test EquipmentadiqualityconsultNo ratings yet
- QA Procedure for Inspection and TestingDocument6 pagesQA Procedure for Inspection and TestingdwarakababuNo ratings yet
- Injection Molding SOP for Mini-Jector #55.1 MachineDocument12 pagesInjection Molding SOP for Mini-Jector #55.1 MachineYusuf SethNo ratings yet
- Job Safety Analysis Form HydrotestDocument3 pagesJob Safety Analysis Form Hydrotestyayongjcs100% (4)
- Method Statement WeldingDocument9 pagesMethod Statement Weldingkiki270977No ratings yet
- Minera Chinalco Peru Project InstructionsDocument2 pagesMinera Chinalco Peru Project InstructionsLuisNo ratings yet
- HS SOP-017: Kisladag Phase IV Expansion Project - CONSTRUCTION PHASEDocument3 pagesHS SOP-017: Kisladag Phase IV Expansion Project - CONSTRUCTION PHASEAhmet SenlerNo ratings yet
- Foreign Material ExclusionDocument22 pagesForeign Material ExclusionBahim BahimanNo ratings yet
- SOP (Standard Operating Procedure) "WELDING PROCESS": Shoes Hand Glows GogglesDocument3 pagesSOP (Standard Operating Procedure) "WELDING PROCESS": Shoes Hand Glows GogglesMagesh Waran100% (1)
- Customer Related ProcessesDocument5 pagesCustomer Related ProcessesMohammed AffrozeNo ratings yet
- JOB SAFETY ANALYSIS FORMDocument7 pagesJOB SAFETY ANALYSIS FORMIulian Costin IonNo ratings yet
- Return To WorkDocument4 pagesReturn To WorkJoel D. MillerNo ratings yet
- Cs f11 Non Conformity ReportDocument1 pageCs f11 Non Conformity ReportIdrus IsmailNo ratings yet
- SOP-HR-001 TrainingDocument3 pagesSOP-HR-001 TraininglensmanagementltdNo ratings yet
- SOP - 03C Rev 1 Weld Shop PDFDocument9 pagesSOP - 03C Rev 1 Weld Shop PDFGohilakrishnan Thiagarajan100% (1)
- Employee Name: Job Title: Date of Hire: Department:: Training Requirements For All Employees IncludeDocument1 pageEmployee Name: Job Title: Date of Hire: Department:: Training Requirements For All Employees IncludelinhbvNo ratings yet
- Control and Monitoring Measuring and Testing EquipmentDocument3 pagesControl and Monitoring Measuring and Testing EquipmentRohit VishwakarmaNo ratings yet
- Bench GrinderDocument1 pageBench GrinderSreejith S NairNo ratings yet
- Lockout Tagout ProcedureDocument7 pagesLockout Tagout ProcedureKadesh Hanah McCarthyNo ratings yet
- Staff Suggestion FormDocument1 pageStaff Suggestion FormwentropremNo ratings yet
- Breaking Lines, Isolating and Release of EquipmentDocument69 pagesBreaking Lines, Isolating and Release of Equipmentanubiseth100% (1)
- Valid SOP: Standard Operating ProceduresDocument10 pagesValid SOP: Standard Operating ProceduresShahid Raza100% (2)
- Welding and Cutting Safety Procedure: PurposeDocument14 pagesWelding and Cutting Safety Procedure: PurposeadrianNo ratings yet
- Checklist For Generator SetDocument1 pageChecklist For Generator SetKrsna ManahanNo ratings yet
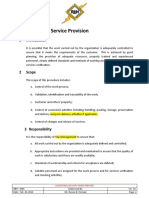
- M09 Production and Service ProvisionDocument4 pagesM09 Production and Service ProvisionMay Ann DuronNo ratings yet
- Procedure For Emergency PreparenessDocument4 pagesProcedure For Emergency PreparenessNaizil KareemNo ratings yet
- Std-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)Document5 pagesStd-Insp-0001 (Proceudre For Storage, Drying (Baking), Issue and Control of Welding Consumables)airbroomNo ratings yet
- SOP 06 - Portable Tools and EquipmentDocument3 pagesSOP 06 - Portable Tools and EquipmentEdwins Gabrelle Hendrawan DalfadoNo ratings yet
- 01.hse Instruction - Shop FloorDocument3 pages01.hse Instruction - Shop Floormuthuswamy77No ratings yet
- Safe Use of DSE GuideDocument23 pagesSafe Use of DSE Guidejylim89No ratings yet
- Tool Box TalkDocument2 pagesTool Box TalkTwin BullsNo ratings yet
- 6 Machines and Machine Processs 1aDocument28 pages6 Machines and Machine Processs 1aAlfred KuwodzaNo ratings yet
- Fabrication ProcedureDocument3 pagesFabrication ProcedureAndreMarcel100% (1)
- 07.01.05 Fabrication Galvanizing R1Document11 pages07.01.05 Fabrication Galvanizing R1Bhanu Pratap ChoudhuryNo ratings yet
- EMCO Induction and Training ProcedureDocument11 pagesEMCO Induction and Training ProcedureAnonymous ocCa18RNo ratings yet
- Contractor Quality Control (CQC) Plan: Project NumberDocument31 pagesContractor Quality Control (CQC) Plan: Project NumberGilbert chuksNo ratings yet
- AGA Fume Gases Facts About UKDocument20 pagesAGA Fume Gases Facts About UKPeter's KitchenNo ratings yet
- Form Ud-1 Manufacturer'S Certificate of Conformance For Nonreclosing Pressure Relief DevicesDocument1 pageForm Ud-1 Manufacturer'S Certificate of Conformance For Nonreclosing Pressure Relief DevicesNitish SinghNo ratings yet
- Udr 1Document2 pagesUdr 1shazanNo ratings yet
- Body Flanges On ShellsDocument2 pagesBody Flanges On ShellsNitish SinghNo ratings yet
- FORM U-DR-2 USER REQUIREMENTSDocument2 pagesFORM U-DR-2 USER REQUIREMENTSCarlos Anibal OrtizNo ratings yet
- U 2Document3 pagesU 2Madhubalan PNo ratings yet
- Form Tv-1 Manufacturer'S or Assembler'S Certificate of Conformance For Pressure Relief ValvesDocument1 pageForm Tv-1 Manufacturer'S or Assembler'S Certificate of Conformance For Pressure Relief ValvesEmma DNo ratings yet
- BPVC Viii-1 U-3pDocument2 pagesBPVC Viii-1 U-3pNitish SinghNo ratings yet
- BPVC Viii-1 U-4Document1 pageBPVC Viii-1 U-4Nitish SinghNo ratings yet
- FORM U-1P MANUFACTURER'S DATADocument2 pagesFORM U-1P MANUFACTURER'S DATAEmma DNo ratings yet
- BPVC Viii-1 U-5Document1 pageBPVC Viii-1 U-5Nitish SinghNo ratings yet
- U 2Document3 pagesU 2Madhubalan PNo ratings yet
- Heat Input CalculationDocument2 pagesHeat Input CalculationNitish SinghNo ratings yet
- Form Qexp-2 Suggested Form A T For Tube-To-Tubesheet Ex P Andin G Procedure Qualific A Tion Record For Test Qualific A Tion (Tepqr)Document2 pagesForm Qexp-2 Suggested Form A T For Tube-To-Tubesheet Ex P Andin G Procedure Qualific A Tion Record For Test Qualific A Tion (Tepqr)Nitish SinghNo ratings yet
- Items 6-11 Incl. To Be Completed For Single Wall Vessels, Jackets of Jacketed Vessels, Shell of Heat Exchangers, or Chamber of Multichamber VesselsDocument3 pagesItems 6-11 Incl. To Be Completed For Single Wall Vessels, Jackets of Jacketed Vessels, Shell of Heat Exchangers, or Chamber of Multichamber VesselsNitish SinghNo ratings yet
- BPVC Viii-1 U-1bDocument1 pageBPVC Viii-1 U-1bNitish SinghNo ratings yet
- Interactive Form U-1ADocument1 pageInteractive Form U-1ADimas AnugrahNo ratings yet
- BPVC Viii-1 U-1a PDFDocument2 pagesBPVC Viii-1 U-1a PDFabdesselam00No ratings yet
- BPVC Ix QW-482Document2 pagesBPVC Ix QW-482ganesh82No ratings yet
- Form 26-1 Specification Sheet For Asme Section Viii, Division 1 Mandatory Appendix 26 Bellows Expansion JointsDocument1 pageForm 26-1 Specification Sheet For Asme Section Viii, Division 1 Mandatory Appendix 26 Bellows Expansion JointsEmma DNo ratings yet
- Form Qexp-1 Tube Expanding Procedure Specification (Teps) : JointsDocument2 pagesForm Qexp-1 Tube Expanding Procedure Specification (Teps) : JointsgovimanoNo ratings yet
- BPVC Xii t-3c PDFDocument1 pageBPVC Xii t-3c PDFEmma DNo ratings yet
- Form TD-1 Manufacturer's Certificate of ConformanceDocument1 pageForm TD-1 Manufacturer's Certificate of ConformanceEmma DNo ratings yet
- Auditing Welds Under ASME IX PDFDocument21 pagesAuditing Welds Under ASME IX PDFkbldamNo ratings yet
- Form 26-1M Specification Sheet For Asme Section Viii, Division 1 Mandatory Appendix 26 Bellows Expansion JointsDocument1 pageForm 26-1M Specification Sheet For Asme Section Viii, Division 1 Mandatory Appendix 26 Bellows Expansion JointsNitish SinghNo ratings yet
- BPVC I Iii-1a PDFDocument1 pageBPVC I Iii-1a PDFsf0076No ratings yet
- BPVC Xii t-3c PDFDocument1 pageBPVC Xii t-3c PDFEmma DNo ratings yet
- U 2Document3 pagesU 2Madhubalan PNo ratings yet
- Form T-1B Manufacturer'S Data Report For Class 2 Transport Tanks As Required by The Provisions of The ASME Code Rules, Section XIIDocument1 pageForm T-1B Manufacturer'S Data Report For Class 2 Transport Tanks As Required by The Provisions of The ASME Code Rules, Section XIIEmma DNo ratings yet
- Form Tv-1 Manufacturer'S or Assembler'S Certificate of Conformance For Pressure Relief ValvesDocument1 pageForm Tv-1 Manufacturer'S or Assembler'S Certificate of Conformance For Pressure Relief ValvesEmma DNo ratings yet
- U 2Document3 pagesU 2Madhubalan PNo ratings yet
- Synthesis of Polyurethane Solution (Castor Oil Based Polyol For Polyurethane)Document6 pagesSynthesis of Polyurethane Solution (Castor Oil Based Polyol For Polyurethane)International Journal of Advance Research and Innovative Ideas in EducationNo ratings yet
- Advantages and Limitations of Valve TypesDocument6 pagesAdvantages and Limitations of Valve TypesHaridas PaulNo ratings yet
- MSDS Hydraulic-Hydrostatic Fluid ExxonMobilDocument10 pagesMSDS Hydraulic-Hydrostatic Fluid ExxonMobilMaria Angelica Gomez PintoNo ratings yet
- Design: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaDocument30 pagesDesign: Where Continuous Operation Is Required, Speeds May Be Limited To 107Mpm and Pressure Maximum To 240 KpaglobalindosparepartsNo ratings yet
- Everything You Need to Know About Clay Blocks for ConstructionDocument20 pagesEverything You Need to Know About Clay Blocks for ConstructionNidhi MehtaNo ratings yet
- Raghu Engineering College: AutonomousDocument12 pagesRaghu Engineering College: Autonomousganesh chowdaryNo ratings yet
- AWWA Standard List 2014Document3 pagesAWWA Standard List 2014VI King Pro100% (1)
- Visionaire 2 3 Service Manual English PDFDocument47 pagesVisionaire 2 3 Service Manual English PDFQuarmina HesseNo ratings yet
- Basic Elements of Any NDTDocument57 pagesBasic Elements of Any NDTR Raj Singh Singh100% (3)
- Separator CriteriaDocument10 pagesSeparator CriteriaOsas UwoghirenNo ratings yet
- Chemical CleaningDocument4 pagesChemical Cleaningankur2061No ratings yet
- Equilibria and Dynamics of Gas Adsorption On Heterogeneous Solid SurfacesDocument889 pagesEquilibria and Dynamics of Gas Adsorption On Heterogeneous Solid SurfacesMuhammad NaeemNo ratings yet
- Everything about the element iodineDocument131 pagesEverything about the element iodinesachin patilNo ratings yet
- 30 To Total Marks: Time 3 5:00 30Document1 page30 To Total Marks: Time 3 5:00 30SGeneral StudiesNo ratings yet
- Mammalian Toxicology of Cetrimonium Chloride: Applicable To These Current Stepan ProductsDocument3 pagesMammalian Toxicology of Cetrimonium Chloride: Applicable To These Current Stepan Productsmohamed AdelNo ratings yet
- مركبات الكبريت في أجزاء نطاق الوقود من الزيوت الخام المختلفةDocument8 pagesمركبات الكبريت في أجزاء نطاق الوقود من الزيوت الخام المختلفةعلاء كريم كاظمNo ratings yet
- National Technical Regulation On Energy Efficiency BuildingsDocument35 pagesNational Technical Regulation On Energy Efficiency BuildingsTung chu baNo ratings yet
- Lake and Hirasaki (1981) (SPE-8436-PA)Document10 pagesLake and Hirasaki (1981) (SPE-8436-PA)Anonymous PO7VwbBnNo ratings yet
- 2016 Bio Productions CatalogueDocument36 pages2016 Bio Productions Cataloguekaduwd100% (1)
- Drying & Curing of Paint FilmsDocument5 pagesDrying & Curing of Paint FilmsOmar DhiebNo ratings yet
- Understanding Air Quality Index (AQIDocument2 pagesUnderstanding Air Quality Index (AQIPuvan66No ratings yet
- Statistical Theory: Molecular Mass Distributions Step Growth PolymerizationDocument21 pagesStatistical Theory: Molecular Mass Distributions Step Growth PolymerizationTayyab AhsanNo ratings yet
- Eaton HosesDocument17 pagesEaton HosesHesham HusseinNo ratings yet
- Pile Foundations Lecture Note 1 PDFDocument99 pagesPile Foundations Lecture Note 1 PDFMalbattaNo ratings yet
- Australian Product HandbookDocument88 pagesAustralian Product HandbookjarwokoesoemoNo ratings yet
- Rubber Extract1Document11 pagesRubber Extract1anbuchelvanNo ratings yet
- Thermodynamics SolutionDocument15 pagesThermodynamics SolutionSureshbabu0% (1)
- Lu Et Al., 2021Document14 pagesLu Et Al., 2021Srija sagiNo ratings yet
- Oxo ACheA 0402 cs02 XxaannDocument5 pagesOxo ACheA 0402 cs02 XxaannBass ŌkamiNo ratings yet
- Thermodynamic Properties of R134a (1112-Tetrafluoroethane) PDFDocument11 pagesThermodynamic Properties of R134a (1112-Tetrafluoroethane) PDFJuan Daniel Perez LopezNo ratings yet