You might also like
- Karthikeyan 2020Document10 pagesKarthikeyan 2020DeepikaNo ratings yet
- Microelectronic Engineering: Bongkyun Jang, Seungwoo Han, Jeong-Yup KimDocument4 pagesMicroelectronic Engineering: Bongkyun Jang, Seungwoo Han, Jeong-Yup KimAziz AhmedNo ratings yet
- Electrical Conductivity, Thermal Behavior, and Seebeck Coefficient of Conductive Films For Printed Thermoelectric Energy Harvesting SystemsDocument9 pagesElectrical Conductivity, Thermal Behavior, and Seebeck Coefficient of Conductive Films For Printed Thermoelectric Energy Harvesting SystemsRamakrishna NayakNo ratings yet
- Accepted Manuscript: Applied Thermal EngineeringDocument42 pagesAccepted Manuscript: Applied Thermal EngineeringchikaNo ratings yet
- Conductive - PEDOT - PSS-Based - OrganicInorganic - FlexibDocument12 pagesConductive - PEDOT - PSS-Based - OrganicInorganic - Flexibsujit kumar dasNo ratings yet
- School of Mechanic Cal Engineering, Yonsei University, Republic C of KoreaDocument4 pagesSchool of Mechanic Cal Engineering, Yonsei University, Republic C of KoreaZunAib AliNo ratings yet
- Aenm 201701797Document97 pagesAenm 201701797rajanadarajanNo ratings yet
- Thermoelectric Generator Literature ReviewDocument4 pagesThermoelectric Generator Literature Reviewaflsigfek100% (1)
- Generate Renewable Energy Efficiently Using Nanofabricated Silicon (GREEN Silicon)Document1 pageGenerate Renewable Energy Efficiently Using Nanofabricated Silicon (GREEN Silicon)ettypasewangNo ratings yet
- Thermoelectric Microstructures of Bi Te /SB Te For A Self-Calibrated Micro-PyrometerDocument6 pagesThermoelectric Microstructures of Bi Te /SB Te For A Self-Calibrated Micro-Pyrometerwelcomebright7078No ratings yet
- TEG TubesDocument3 pagesTEG TubesPereira JenNo ratings yet
- 1 s2.0 S0042207X17300544 MainDocument19 pages1 s2.0 S0042207X17300544 MainAna-Maria DucuNo ratings yet
- Thermoelectric Materials: Fundamental, Applications and ChallengesDocument13 pagesThermoelectric Materials: Fundamental, Applications and ChallengesViet NguyenHoangNo ratings yet
- Thermo-Electric GeneratorDocument19 pagesThermo-Electric GeneratorMomo PlayerNo ratings yet
- Efficiency Calculation of A Thermoelectric GeneratorDocument3 pagesEfficiency Calculation of A Thermoelectric GeneratorTaufiq Fahlifi YfzerobrrNo ratings yet
- Intl J of Energy Research - 2020 - Hasan - Inorganic Thermoelectric Materials a ReviewDocument53 pagesIntl J of Energy Research - 2020 - Hasan - Inorganic Thermoelectric Materials a Reviewsc2208No ratings yet
- Full TextDocument6 pagesFull TextGerapi EraNo ratings yet
- Literature Review of Thermoelectric GeneratorDocument8 pagesLiterature Review of Thermoelectric Generatorafmabzmoniomdc100% (1)
- Motorcycle waste heat energy harvesting module produces nearly 0.5WDocument9 pagesMotorcycle waste heat energy harvesting module produces nearly 0.5WMuhammad Umar IqbalNo ratings yet
- History and Development of Thermoelectric MaterialsDocument8 pagesHistory and Development of Thermoelectric MaterialsSreni VasanNo ratings yet
- PRODUCTION OF ELECTRICITY FROM EXHAUST GASDocument6 pagesPRODUCTION OF ELECTRICITY FROM EXHAUST GASKeerthana ShreeNo ratings yet
- Sensors and Actuators A: Physical: Zhuo Cao, E. Koukharenko, M.J. Tudor, R.N. Torah, S.P. BeebyDocument11 pagesSensors and Actuators A: Physical: Zhuo Cao, E. Koukharenko, M.J. Tudor, R.N. Torah, S.P. BeebyGerapi EraNo ratings yet
- A Simulation Study On Thermal Conductivity of Glass Bead Embedded Polymeric SystemDocument15 pagesA Simulation Study On Thermal Conductivity of Glass Bead Embedded Polymeric Systembishnu ppNo ratings yet
- Inorganic Thermoelectric Materials: A ReviewDocument53 pagesInorganic Thermoelectric Materials: A ReviewРоман СультимовNo ratings yet
- Journal AmericanjournalDocument8 pagesJournal AmericanjournalNikhil RathoreNo ratings yet
- Applications of Thermoelectric Energy: A ReviewDocument5 pagesApplications of Thermoelectric Energy: A ReviewIJRASETPublicationsNo ratings yet
- Materials Research BulletinDocument7 pagesMaterials Research BulletinSena KulaksızNo ratings yet
- Bi2Se3+Bi2Te3 NanoparticleDocument25 pagesBi2Se3+Bi2Te3 Nanoparticlehitesh chaudharyNo ratings yet
- Journal of Power SourcesDocument6 pagesJournal of Power SourcesGerapi EraNo ratings yet
- 1 PBDocument11 pages1 PBapriani ssiNo ratings yet
- Efficiency in Thermoelectric Generators Based On Peltier CellsDocument7 pagesEfficiency in Thermoelectric Generators Based On Peltier CellsmikewenNo ratings yet
- Recycling Wasted Energy & Influence of WingletsDocument10 pagesRecycling Wasted Energy & Influence of WingletsNet FlofiNo ratings yet
- Applied Energy: Andrea Montecucco, Andrew R. KnoxDocument7 pagesApplied Energy: Andrea Montecucco, Andrew R. Knoxyoung SNo ratings yet
- Usuda Et Al., Eur. Polym. J. 92, 287 (2017) - Large Barocaloric Effects at Low Pressures in Natural RubberDocument7 pagesUsuda Et Al., Eur. Polym. J. 92, 287 (2017) - Large Barocaloric Effects at Low Pressures in Natural RubbereploucoNo ratings yet
- NotesDocument18 pagesNotesNanda KishoreNo ratings yet
- Materials and Design: Amar Patnaik, MD Abdulla, Alok Satapathy, Sandhyarani Biswas, Bhabani K. SatapathyDocument13 pagesMaterials and Design: Amar Patnaik, MD Abdulla, Alok Satapathy, Sandhyarani Biswas, Bhabani K. Satapathybishnu ppNo ratings yet
- Thermoelectric_generator_electrical_performance_baDocument5 pagesThermoelectric_generator_electrical_performance_baEDUMECH SOLUTIONNo ratings yet
- A Review On Generation of Electricity Using PeltieDocument5 pagesA Review On Generation of Electricity Using PeltieUsama SherwaniNo ratings yet
- Electrical - and - Thermal - Properties - of - Conductive PolymerDocument10 pagesElectrical - and - Thermal - Properties - of - Conductive PolymerAroop Ratan SenNo ratings yet
- Design and Experimentali Nvestigation o Fa Novel Thermoelectric Water Dispenser UnitDocument14 pagesDesign and Experimentali Nvestigation o Fa Novel Thermoelectric Water Dispenser UnitJohn Fredy Muñoz BuitragoNo ratings yet
- Study of Combined Rice Husk Gasifier Thermoelectric GeneratorDocument8 pagesStudy of Combined Rice Husk Gasifier Thermoelectric GeneratorAstitva MishraNo ratings yet
- International Journal of Heat and Mass Transfer: Jing-Hui Meng, Xin-Xin Zhang, Xiao-Dong WangDocument9 pagesInternational Journal of Heat and Mass Transfer: Jing-Hui Meng, Xin-Xin Zhang, Xiao-Dong Wangyoung SNo ratings yet
- TEGs ResearchDocument13 pagesTEGs ResearchTiberiu CobzaruNo ratings yet
- Modelling and Analysis of Thermo Electric Cooler Module Using AnsysDocument10 pagesModelling and Analysis of Thermo Electric Cooler Module Using AnsysTJPRC PublicationsNo ratings yet
- He-Wu2021 Article ConstructingOfHighlyPorousTherDocument8 pagesHe-Wu2021 Article ConstructingOfHighlyPorousTherAfeeque ShameemNo ratings yet
- Thermal Management of Electronics Using Phase ChangeDocument9 pagesThermal Management of Electronics Using Phase ChangeRaj kumarNo ratings yet
- 1-s2.0-S2468023024000646-mainDocument7 pages1-s2.0-S2468023024000646-mainhanane.ouldomarNo ratings yet
- Engine Exhust Power Generasion System: Fig. 1 Seebeck EffectDocument5 pagesEngine Exhust Power Generasion System: Fig. 1 Seebeck EffectSajid ShaikhNo ratings yet
- Taken Authorreprints RSC 2Document7 pagesTaken Authorreprints RSC 2abhijitNo ratings yet
- Modelling and Optimization of Low Temperature Waste Heat The - 2017 - Energy ProDocument6 pagesModelling and Optimization of Low Temperature Waste Heat The - 2017 - Energy ProHalzinashein AbellaNo ratings yet
- Accepted Manuscript: Applied Thermal EngineeringDocument13 pagesAccepted Manuscript: Applied Thermal EngineeringMARSHALNo ratings yet
- Physics Project Thermal GeneratorDocument16 pagesPhysics Project Thermal Generatorkrishnakantpsharma2342005No ratings yet
- Design and Development of Thermoelectric Generator: March 2014Document5 pagesDesign and Development of Thermoelectric Generator: March 2014satyaprakash kumawatNo ratings yet
- Paper Publication 2Document7 pagesPaper Publication 2Muhammad R. AbbasNo ratings yet
- Coatings 08 00244Document16 pagesCoatings 08 00244Sena KulaksızNo ratings yet
- Energy Environ Materials - 2023 - RahmanDocument11 pagesEnergy Environ Materials - 2023 - RahmanSena KulaksızNo ratings yet
- Thermoelectric GeneratorDocument7 pagesThermoelectric GeneratorJinesh100% (1)
- ThermoelectricgenerationDocument8 pagesThermoelectricgenerationsatyaprakash kumawatNo ratings yet
- Connecting BridgeDocument2 pagesConnecting BridgeMd. Mahmudle HassanNo ratings yet
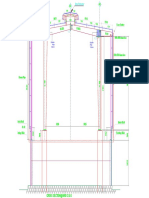
- Framing SystemDocument1 pageFraming SystemMd. Mahmudle HassanNo ratings yet
- ArchitecturalDocument16 pagesArchitecturalMd. Mahmudle HassanNo ratings yet
- HatariDocument1 pageHatariMd. Mahmudle HassanNo ratings yet
- S 14 Steel 6 Connections 2Document81 pagesS 14 Steel 6 Connections 2Md. Mahmudle HassanNo ratings yet
- List of Selected Applicants For AdmissionDocument4 pagesList of Selected Applicants For AdmissionMd. Mahmudle HassanNo ratings yet
- Mist PG Admission Circular 2022Document4 pagesMist PG Admission Circular 2022Md. Mahmudle HassanNo ratings yet
- Mohammad Hossain - Curriculum Vitae.Document3 pagesMohammad Hossain - Curriculum Vitae.Md. Mahmudle HassanNo ratings yet
- Mix Design of Class C-24 (3500psi) ConcreteDocument3 pagesMix Design of Class C-24 (3500psi) ConcreteMd. Mahmudle HassanNo ratings yet
- Column To Beam Connection Check (EP-01)Document3 pagesColumn To Beam Connection Check (EP-01)Md. Mahmudle HassanNo ratings yet
- Story Load Case/Combo Direction Drift Label X Y Z FT FT FTDocument6 pagesStory Load Case/Combo Direction Drift Label X Y Z FT FT FTMd. Mahmudle HassanNo ratings yet
- Sub-Store & Ct-Part: Client Project NameDocument13 pagesSub-Store & Ct-Part: Client Project NameMd. Mahmudle HassanNo ratings yet
- Shear WallDocument5 pagesShear WallMd. Mahmudle HassanNo ratings yet
- 1load Calculation WZ+Document14 pages1load Calculation WZ+DDM BDNo ratings yet
- Rectangular footing and column design capacity checkDocument14 pagesRectangular footing and column design capacity checkMd. Mahmudle Hassan100% (1)
- Roof PurlinDocument26 pagesRoof PurlinFaridUddinNo ratings yet
- EP BCW Welded connection design results and checksDocument3 pagesEP BCW Welded connection design results and checksMd. Mahmudle HassanNo ratings yet
- Ref: 2021061301 Date: .: To Concerned Officer, Subject: Quotation For Tiles Work From Arman Construction & EngineeringDocument1 pageRef: 2021061301 Date: .: To Concerned Officer, Subject: Quotation For Tiles Work From Arman Construction & EngineeringMd. Mahmudle HassanNo ratings yet
- BNBC 2020. See The Result of Bore Hole of Soil TestDocument1 pageBNBC 2020. See The Result of Bore Hole of Soil TestMd. Mahmudle HassanNo ratings yet
- 208.95 0 4 20 10 Input: Nominal Capacity Design For BoltDocument2 pages208.95 0 4 20 10 Input: Nominal Capacity Design For BoltMd. Mahmudle HassanNo ratings yet
- Enamel QuotationDocument1 pageEnamel QuotationMd. Mahmudle HassanNo ratings yet
- Pad SampleDocument1 pagePad SampleMd. Mahmudle HassanNo ratings yet
- Md. Minhazul Islam: Career ObjectiveDocument4 pagesMd. Minhazul Islam: Career ObjectiveMd. Mahmudle HassanNo ratings yet
- Design Parameters in STAADDocument50 pagesDesign Parameters in STAADHussain Mir92% (12)
- BNBC 2020. See The Result of Bore Hole of Soil Test: Reference: Seismic Design Example Page 205 of Bungale S. TaranathDocument1 pageBNBC 2020. See The Result of Bore Hole of Soil Test: Reference: Seismic Design Example Page 205 of Bungale S. TaranathMd. Mahmudle HassanNo ratings yet
- Test 04Document1 pageTest 04Md. Mahmudle HassanNo ratings yet
- Bridge Mist 131017Document89 pagesBridge Mist 131017Md. Mahmudle HassanNo ratings yet
- Structural design details for AHL factory buildingDocument1 pageStructural design details for AHL factory buildingMd. Mahmudle HassanNo ratings yet
- Numerical Investigation of Steel Plate Shear Wall Under Cyclic Lateral LoadDocument113 pagesNumerical Investigation of Steel Plate Shear Wall Under Cyclic Lateral LoadMd. Mahmudle HassanNo ratings yet
- The Total Base Shear (V) As Per BNBC 2020. See The Result of Bore Hole of Soil TestDocument1 pageThe Total Base Shear (V) As Per BNBC 2020. See The Result of Bore Hole of Soil TestMd. Mahmudle HassanNo ratings yet
- Essay On Causes of Corruption and Its RemediesDocument30 pagesEssay On Causes of Corruption and Its Remediesanoos04100% (2)
- How To Install Elastix On Cloud or VPS EnviornmentDocument4 pagesHow To Install Elastix On Cloud or VPS EnviornmentSammy DomínguezNo ratings yet
- CV Raho 2020 PDFDocument5 pagesCV Raho 2020 PDFraholiveiraNo ratings yet
- Level 3 Repair: 8-1. Components LayoutDocument50 pagesLevel 3 Repair: 8-1. Components LayoutManuel BonillaNo ratings yet
- Artikel KKN BTV II - Ratri Wulandari - 171910501032Document12 pagesArtikel KKN BTV II - Ratri Wulandari - 171910501032RATRI WULANDARINo ratings yet
- Performance Evaluation of Object Tracking AlgorithDocument9 pagesPerformance Evaluation of Object Tracking AlgorithEren Cem GöksülükNo ratings yet
- My Little Pony: Friendship Is Magic #14 PreviewDocument10 pagesMy Little Pony: Friendship Is Magic #14 PreviewGraphic Policy100% (3)
- Hacking Ultimate Hacking Guide Hacking For Beginne 1Document90 pagesHacking Ultimate Hacking Guide Hacking For Beginne 1lalalibrary73% (11)
- COM-BLD SSR24 Installation ManualDocument94 pagesCOM-BLD SSR24 Installation ManualAelfwine EinshpiedNo ratings yet
- In 002756Document1 pageIn 002756aljanaNo ratings yet
- Class 11 Constitutional Law Model QuestionDocument3 pagesClass 11 Constitutional Law Model QuestionanuNo ratings yet
- Filing For ExtensionDocument5 pagesFiling For ExtensionTexas WatchdogNo ratings yet
- Ielts Vocabulary 1Document2 pagesIelts Vocabulary 1Rizki SalamiNo ratings yet
- Correlated Report and Action Plan - FinalDocument30 pagesCorrelated Report and Action Plan - FinalOpenFileCGYNo ratings yet
- Basic Terms of AccountingDocument24 pagesBasic Terms of AccountingManas Kumar Sahoo100% (1)
- Basic Control Valve and Sizing and SelectionDocument38 pagesBasic Control Valve and Sizing and SelectionNguyen Anh Tung50% (2)
- Orthopaedic BiomechanicsDocument17 pagesOrthopaedic BiomechanicsIacobescu EmiliaNo ratings yet
- BCom Seminar Topics Professors Economics CommerceDocument3 pagesBCom Seminar Topics Professors Economics CommerceShaifali ChauhanNo ratings yet
- Local and Global TechnopreneursDocument25 pagesLocal and Global TechnopreneursClaire FloresNo ratings yet
- Sole Heir AffDocument3 pagesSole Heir AffIELTSNo ratings yet
- United International University: Post Graduate Diploma in Human Resource Management Course TitleDocument20 pagesUnited International University: Post Graduate Diploma in Human Resource Management Course TitleArpon Kumer DasNo ratings yet
- HR Functions and ProceduresDocument7 pagesHR Functions and ProceduresSandeep KumarNo ratings yet
- W.C. Hicks Appliances: Client Name SKU Item Name Delivery Price Total DueDocument2 pagesW.C. Hicks Appliances: Client Name SKU Item Name Delivery Price Total DueParth PatelNo ratings yet
- Midas Method - Has One of The Simplest Goal Setting Processes I'Ve Ever Seen. It Just Works. I'Ve Achieved Things I Never Thought Were PossibleDocument0 pagesMidas Method - Has One of The Simplest Goal Setting Processes I'Ve Ever Seen. It Just Works. I'Ve Achieved Things I Never Thought Were PossiblePavel TisunovNo ratings yet
- ENGINE OVERHAUL 2.6 4cylDocument24 pagesENGINE OVERHAUL 2.6 4cylalbertoNo ratings yet
- Tutorial: Creating A Middleware Application Using CMSIS ComponentsDocument25 pagesTutorial: Creating A Middleware Application Using CMSIS ComponentsJose Romero MurilloNo ratings yet
- Tugas Kelompok Pend.b.asing 3Document5 pagesTugas Kelompok Pend.b.asing 3Akun YoutubeNo ratings yet
- 1920s Irish Crochet Lace Edging OriginalDocument8 pages1920s Irish Crochet Lace Edging OriginalLaura HortopanuNo ratings yet
- LED-Control-PIC16F877ADocument5 pagesLED-Control-PIC16F877AMohd Izzat Abd GhaniNo ratings yet
- Inventory Management - AIS Instructions 20220720Document36 pagesInventory Management - AIS Instructions 20220720Mikael James VillanuevaNo ratings yet
- The Laws of Thermodynamics: A Very Short IntroductionFrom EverandThe Laws of Thermodynamics: A Very Short IntroductionRating: 4.5 out of 5 stars4.5/5 (10)
- Pilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CFrom EverandPilot's Handbook of Aeronautical Knowledge (2024): FAA-H-8083-25CNo ratings yet
- Pressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedFrom EverandPressure Vessels: Design, Formulas, Codes, and Interview Questions & Answers ExplainedRating: 5 out of 5 stars5/5 (1)
- Waves and Beaches: The Powerful Dynamics of Sea and CoastFrom EverandWaves and Beaches: The Powerful Dynamics of Sea and CoastRating: 4 out of 5 stars4/5 (1)
- Einstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseFrom EverandEinstein's Fridge: How the Difference Between Hot and Cold Explains the UniverseRating: 4.5 out of 5 stars4.5/5 (51)
- Hyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionFrom EverandHyperspace: A Scientific Odyssey Through Parallel Universes, Time Warps, and the 10th DimensionRating: 4.5 out of 5 stars4.5/5 (3)
- 1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideFrom Everand1,001 Questions & Answers for the CWI Exam: Welding Metallurgy and Visual Inspection Study GuideRating: 3.5 out of 5 stars3.5/5 (7)
- Advanced Computer-Aided Fixture DesignFrom EverandAdvanced Computer-Aided Fixture DesignRating: 5 out of 5 stars5/5 (1)
- Handbook of Mechanical and Materials EngineeringFrom EverandHandbook of Mechanical and Materials EngineeringRating: 5 out of 5 stars5/5 (4)
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsFrom EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNo ratings yet
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- The Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsFrom EverandThe Art of Welding: Featuring Ryan Friedlinghaus of West Coast CustomsNo ratings yet
- Vibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisFrom EverandVibration Basics and Machine Reliability Simplified : A Practical Guide to Vibration AnalysisRating: 4 out of 5 stars4/5 (2)
- A Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersFrom EverandA Quick Guide to API 653 Certified Storage Tank Inspector Syllabus: Example Questions and Worked AnswersRating: 3.5 out of 5 stars3.5/5 (19)
- Piping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationFrom EverandPiping and Pipeline Calculations Manual: Construction, Design Fabrication and ExaminationRating: 4 out of 5 stars4/5 (18)
- Introduction to Fly-By-Wire Flight Control SystemsFrom EverandIntroduction to Fly-By-Wire Flight Control SystemsRating: 5 out of 5 stars5/5 (1)