You might also like
- Fccu PDFDocument2 pagesFccu PDFSumit KaushikNo ratings yet
- STP Present Used Lube Oil Re-Refining 25anniversaryDocument89 pagesSTP Present Used Lube Oil Re-Refining 25anniversaryEng D A MaxNo ratings yet
- Refining of Used Lube OilDocument89 pagesRefining of Used Lube OilAadarsh MouryaNo ratings yet
- Imo 2020 Ready: Integrated Solutions For A Lower-Emissions FutureDocument6 pagesImo 2020 Ready: Integrated Solutions For A Lower-Emissions FutureSam ChengNo ratings yet
- LUB OILS NOHAB W25 W25SG W25DF 9193911800eDocument2 pagesLUB OILS NOHAB W25 W25SG W25DF 9193911800eLIVIA100% (2)
- Used Lube RecyclingDocument62 pagesUsed Lube RecyclingBharat SharmaNo ratings yet
- 25 Hylube ProcessDocument2 pages25 Hylube ProcesssumitNo ratings yet
- Lube Oil: Oil Refining and Petrochemical Application Note 8.03.01 Lube Oil Refining Process 1Document3 pagesLube Oil: Oil Refining and Petrochemical Application Note 8.03.01 Lube Oil Refining Process 1Jimmy CuongNo ratings yet
- Fuel Specification Guide: Shell Marine ProductsDocument6 pagesFuel Specification Guide: Shell Marine ProductsVilius BukysNo ratings yet
- 1 B Oil RecomendadoDocument1 page1 B Oil RecomendadoRodrigo Diaz AlvarezNo ratings yet
- Project Rep 2Document69 pagesProject Rep 2ansu_jamesNo ratings yet
- DGpart 3Document10 pagesDGpart 3Sergiy LeonenkoNo ratings yet
- Top Edible Oil ProductionDocument16 pagesTop Edible Oil Productionabelteshale2244No ratings yet
- Hydraulic OilsDocument5 pagesHydraulic OilsBenjamín GerpeNo ratings yet
- Untitled 1Document38 pagesUntitled 1حارث اكرمNo ratings yet
- HBU I FinaleDocument40 pagesHBU I FinaleEm Niax100% (1)
- Palm Oil RefiningDocument10 pagesPalm Oil Refiningharrison_sNo ratings yet
- Lube Oil: D 1747-89 Standard Test Method For Refractive Index of Viscous MaterialsDocument3 pagesLube Oil: D 1747-89 Standard Test Method For Refractive Index of Viscous MaterialsmahsaNo ratings yet
- Transformer Oil Used in LocoDocument17 pagesTransformer Oil Used in LocoArun DharmikNo ratings yet
- Process For Refining of Used Lubricating OilDocument8 pagesProcess For Refining of Used Lubricating OilSubrata Banerjee100% (2)
- Optimising Preflash For Light Tight Oil ProcessingDocument8 pagesOptimising Preflash For Light Tight Oil Processingmathew8No ratings yet
- Lecture 02Document16 pagesLecture 02Touseef IsmailNo ratings yet
- KL Über Air Compressor NewDocument6 pagesKL Über Air Compressor NewВасилий ЗотовNo ratings yet
- Crude Oil Distillation ProcessesDocument109 pagesCrude Oil Distillation ProcessesFlowealthNo ratings yet
- 7 High Quality Base Oil Production Via The HyLube TM Process - UOPDocument13 pages7 High Quality Base Oil Production Via The HyLube TM Process - UOPxinghustNo ratings yet
- Oilfield Emulsion Control: A Major Issue During Heavy Crude Oil ProductionDocument10 pagesOilfield Emulsion Control: A Major Issue During Heavy Crude Oil ProductionDaniel DamboNo ratings yet
- Maintenance Fowa - Oil - 50312 PDFDocument16 pagesMaintenance Fowa - Oil - 50312 PDFdarwin100% (2)
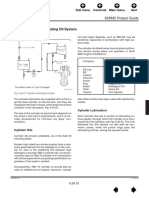
- MAN B&W Diesel A/S S26MC Project Guide: 6.04 Cylinder Lubricating Oil SystemDocument4 pagesMAN B&W Diesel A/S S26MC Project Guide: 6.04 Cylinder Lubricating Oil SystemRandistya Fahmy100% (1)
- SOR Re-Refining ProcessDocument16 pagesSOR Re-Refining ProcessShyam YadavNo ratings yet
- Petrotech 2009 Paper1Document7 pagesPetrotech 2009 Paper1rvsingh100% (1)
- Service Letter SL09-507 HRR Cylinder LubricationDocument7 pagesService Letter SL09-507 HRR Cylinder LubricationOlek100% (1)
- Petroleum Refining Process Control and RT OptimizationDocument11 pagesPetroleum Refining Process Control and RT Optimizationdemos2011No ratings yet
- Shell Omala Oils: Premium Lead-Fee EP Gear OilDocument3 pagesShell Omala Oils: Premium Lead-Fee EP Gear Oilsamar209100% (1)
- Lube RefineryDocument20 pagesLube RefineryRajNo ratings yet
- Properties of LubricantDocument6 pagesProperties of LubricantEl Sayed ZakariaNo ratings yet
- Alfa Laval Crude Palm Oil Washing in The Mills Application Brochure enDocument6 pagesAlfa Laval Crude Palm Oil Washing in The Mills Application Brochure enIndra PrasetyaNo ratings yet
- Product BlendingDocument15 pagesProduct BlendingRohit Kalyan50% (2)
- Extraction of Aromatic Hydrocarbons From Lube Oil Using Different Co-SolventDocument13 pagesExtraction of Aromatic Hydrocarbons From Lube Oil Using Different Co-Solventchirag jainNo ratings yet
- Recovering Palm Oil From Empty Fruit Bunch Liquor PDFDocument4 pagesRecovering Palm Oil From Empty Fruit Bunch Liquor PDFAldino Chandra SieNo ratings yet
- ASTM Recycling & RerefiningDocument5 pagesASTM Recycling & RerefiningimronmasfruriNo ratings yet
- Mixing in The Oil and Gas Industry PDFDocument12 pagesMixing in The Oil and Gas Industry PDFGilles DakouriNo ratings yet
- Technip Separations PDFDocument48 pagesTechnip Separations PDFProcess Engineer100% (1)
- 3 XS122D润滑、保养与维护Document45 pages3 XS122D润滑、保养与维护Antonio MedeirosNo ratings yet
- Petroleum Slide 4Document16 pagesPetroleum Slide 4dragenochNo ratings yet
- Refining 101: Dennis Sutton March 2012Document45 pagesRefining 101: Dennis Sutton March 2012juan CarlosNo ratings yet
- Lo QualityDocument10 pagesLo QualityMohamed AshfaqNo ratings yet
- DownstreamDocument62 pagesDownstreamKhairul IrfanNo ratings yet
- 48 FCC Slurry OilDocument21 pages48 FCC Slurry Oilمومني عبدالعزيز100% (1)
- Key Terms DefinitionDocument6 pagesKey Terms DefinitionHammad HashmiNo ratings yet
- Discussion AbstracDocument1 pageDiscussion Abstracنزار خيرNo ratings yet
- 25 Hylube ProcessDocument2 pages25 Hylube Processramonchang100% (1)
- Optimized2 Stroke Engine Lubrication Mngement With Wartsila Blending On-BoardDocument2 pagesOptimized2 Stroke Engine Lubrication Mngement With Wartsila Blending On-BoardKaushalNo ratings yet
- Cdu 3Document76 pagesCdu 3Duong PhamNo ratings yet
- Petroleum Refining Crude Oil Refining Processes PDFDocument6 pagesPetroleum Refining Crude Oil Refining Processes PDFJAPAN NANAVATI0% (1)
- Lecture 3: Petroleum Refining Overview: 3.1 Crude OilDocument66 pagesLecture 3: Petroleum Refining Overview: 3.1 Crude OilKumar AyushNo ratings yet
- TBN Whats in It For Me. Prof. Dr. Boris Zhmud Head of R D BIZOL Lubricants GMBHDocument2 pagesTBN Whats in It For Me. Prof. Dr. Boris Zhmud Head of R D BIZOL Lubricants GMBHElmer MissiorNo ratings yet
- Machinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityFrom EverandMachinery Oil Analysis & Condition Monitoring : A Practical Guide to Sampling and Analyzing Oil to Improve Equipment ReliabilityRating: 3 out of 5 stars3/5 (4)
- NMJmag Iss5 Final2Document30 pagesNMJmag Iss5 Final2Nacer BechouNo ratings yet
- Communicate With Clarity and Confidence EbookDocument20 pagesCommunicate With Clarity and Confidence Ebookjnacer nacerNo ratings yet
- Fluid Catalytic Cracking Slurry Oil ClarificationDocument2 pagesFluid Catalytic Cracking Slurry Oil ClarificationNacer BechouNo ratings yet
- Incident Report of BP TexasDocument341 pagesIncident Report of BP TexasUmar Khan100% (1)
- 15 Natural Strategies Regenerate EbookDocument20 pages15 Natural Strategies Regenerate EbookLucica Daniela JitareanuNo ratings yet
- Healthmeans Let S Talk With Sayer Ji Ebook UpdatedDocument29 pagesHealthmeans Let S Talk With Sayer Ji Ebook Updatedsurveytryer2100% (1)
- Tony Robbins 16 Limiting Beliefs PDFDocument24 pagesTony Robbins 16 Limiting Beliefs PDFLucian100% (1)
- Speaking Up Without Freaking Out - Matt Abrahams TranscriptDocument9 pagesSpeaking Up Without Freaking Out - Matt Abrahams TranscriptNacer Bechou100% (1)
- Remote Healing Case ReportDocument6 pagesRemote Healing Case ReportNacer BechouNo ratings yet
- FSM and SIBO 2-3-21 - SlidesDocument81 pagesFSM and SIBO 2-3-21 - SlidesNacer Bechou100% (1)
- Audience Focus and ConnectionDocument12 pagesAudience Focus and ConnectionNacer BechouNo ratings yet
- Repair Guard - Aztec v9 041320Document2 pagesRepair Guard - Aztec v9 041320Nacer BechouNo ratings yet
- Speaking Up Without Freaking Out - Matt Abrahams TranscriptDocument9 pagesSpeaking Up Without Freaking Out - Matt Abrahams TranscriptNacer Bechou100% (1)
- Limitless Possibilities.: Unique Porous Media. Process Filtration ExpertiseDocument12 pagesLimitless Possibilities.: Unique Porous Media. Process Filtration Expertisejnacer nacerNo ratings yet
- Speaking Up Without Freaking Out - Matt Abrahams TranscriptDocument9 pagesSpeaking Up Without Freaking Out - Matt Abrahams TranscriptNacer Bechou100% (1)
- Research Guide: Low-Dose LithiumDocument8 pagesResearch Guide: Low-Dose Lithiumjnacer nacerNo ratings yet
- Audience Focus and ConnectionDocument12 pagesAudience Focus and ConnectionNacer BechouNo ratings yet
- Incident Report of BP TexasDocument341 pagesIncident Report of BP TexasUmar Khan100% (1)
- J-UnitCryogenicSealingSystem E00623 PDFDocument4 pagesJ-UnitCryogenicSealingSystem E00623 PDF백종수No ratings yet
- Suspension Polymerization Processes: ReviewDocument8 pagesSuspension Polymerization Processes: ReviewJorge HerreraNo ratings yet
- The Squeezing Out of Toothpaste From The Tube Can Be Considered As A Simple Daily Application of Fluid DynamicsDocument9 pagesThe Squeezing Out of Toothpaste From The Tube Can Be Considered As A Simple Daily Application of Fluid DynamicsMridulDeyNo ratings yet
- Cooling System PresentationDocument19 pagesCooling System PresentationHari Purwadi100% (1)
- Solutions Manual For: Multiphase Flows With Droplets and ParticlesDocument80 pagesSolutions Manual For: Multiphase Flows With Droplets and ParticlesSarah Suelen100% (3)
- Pressure Vs StressDocument2 pagesPressure Vs StressMustapha SedikNo ratings yet
- Parameters CSTR PFR: Reactor Scale Model IntrodoctonDocument1 pageParameters CSTR PFR: Reactor Scale Model IntrodoctonChirag ThakurNo ratings yet
- Baker CAC 1984-1985 CatalogDocument452 pagesBaker CAC 1984-1985 CatalogBruce87% (15)
- H2O On The Go BrochureDocument4 pagesH2O On The Go BrochureJoanne DavisNo ratings yet
- Instrument Data Sheets: IndraDocument462 pagesInstrument Data Sheets: Indramed chabaneNo ratings yet
- FMEADocument3 pagesFMEAJoseph FloresNo ratings yet
- Compression and SolidsDocument23 pagesCompression and SolidsHUSNAIN MURTAZA GHULAMNo ratings yet
- Fluid Mechanics: 8 SessionDocument8 pagesFluid Mechanics: 8 SessionAmir MehrNo ratings yet
- Reboiler RevampsDocument3 pagesReboiler Revampschem_taNo ratings yet
- Catalogo Parker Scem PDFDocument16 pagesCatalogo Parker Scem PDFFimoca Energy C.ANo ratings yet
- Water Hammer ThesisDocument117 pagesWater Hammer Thesishobbsie91No ratings yet
- Adsorption Chiller Brochure 1 PDFDocument3 pagesAdsorption Chiller Brochure 1 PDFUilson FigueiraNo ratings yet
- Evaporation NewDocument64 pagesEvaporation NewshashwatNo ratings yet
- HDPE Pipe Thickness CalculationsDocument5 pagesHDPE Pipe Thickness CalculationsBudi SantonyNo ratings yet
- Annu BarDocument136 pagesAnnu BarsaadashfaqNo ratings yet
- AU 480 12 Months ChecklistDocument1 pageAU 480 12 Months ChecklistTrần Văn BìnhNo ratings yet
- SPE Paper 69679Document11 pagesSPE Paper 69679Nicholas Garrett100% (2)
- GP 24-21-Fire Hazard AnalysisDocument46 pagesGP 24-21-Fire Hazard AnalysisErin Brady100% (1)
- Lab 4Document18 pagesLab 4Amir Al-AimanNo ratings yet
- (Group 5) - Rem217 Assignment Water SupplyDocument33 pages(Group 5) - Rem217 Assignment Water SupplyELVEVIYONA JOOTNo ratings yet
- Clean Cut Trainning ManualDocument205 pagesClean Cut Trainning ManualPETROPATH FLUIDS INDIA PVT. LTD.No ratings yet
- Ihp w22 Model Answer Paper 22655Document15 pagesIhp w22 Model Answer Paper 22655abhishek Shinde63% (8)
- Numerical Simulation of Solidification and Melting Problems Using Ansys Fluent 16.2 PDFDocument40 pagesNumerical Simulation of Solidification and Melting Problems Using Ansys Fluent 16.2 PDFAntarim Dutta50% (2)
- Syllabus CE214 (2019)Document2 pagesSyllabus CE214 (2019)William ProvidoNo ratings yet
- Design and Construction of SewersDocument51 pagesDesign and Construction of SewersNischal KathetNo ratings yet