You might also like
- Weld Design Under Axial, Moment and Shear ForcesDocument3 pagesWeld Design Under Axial, Moment and Shear ForcesAamirShabbirNo ratings yet
- Weld Design Under Axial, Moment and Shear ForcesDocument3 pagesWeld Design Under Axial, Moment and Shear ForcesJaycee PagadorNo ratings yet
- Blodgett Welds LRFD ASDDocument2 pagesBlodgett Welds LRFD ASDManoj JaiswalNo ratings yet
- 09 - 1 (Hydraulic Fracturing-Treatment Design)Document31 pages09 - 1 (Hydraulic Fracturing-Treatment Design)Fanata YudhaNo ratings yet
- Solution Manual for an Introduction to Equilibrium ThermodynamicsFrom EverandSolution Manual for an Introduction to Equilibrium ThermodynamicsNo ratings yet
- Aits 2324 FT V Jeea Paper 2 SolDocument14 pagesAits 2324 FT V Jeea Paper 2 SolShubham JainNo ratings yet
- Example 6.24: REF: "Hollow Structural Sections - Connections Manual" AISC, 1 Edition 1997 ISBN 1-56424-045-2Document15 pagesExample 6.24: REF: "Hollow Structural Sections - Connections Manual" AISC, 1 Edition 1997 ISBN 1-56424-045-2Acumen Achitects & Planners Ltd.No ratings yet
- Fiitjee: All India Test SeriesDocument12 pagesFiitjee: All India Test SeriesAkashdeep Singh Ninth 'A'30No ratings yet
- Ejemplo Diseño A TensionDocument11 pagesEjemplo Diseño A TensionLucia MurilloNo ratings yet
- F DD Complementary Work: W DDF N F M F V F F / FDocument1 pageF DD Complementary Work: W DDF N F M F V F F / FAnonymous 37PvyXCNo ratings yet
- P P D P P N DT B B E1 A B E2 E2: 11701 4 MPN Idoho BP Integrity Repairs Project 11701 Bolt & End Plate Design 8 1 of 2Document2 pagesP P D P P N DT B B E1 A B E2 E2: 11701 4 MPN Idoho BP Integrity Repairs Project 11701 Bolt & End Plate Design 8 1 of 2Osas Asemota-OsagieNo ratings yet
- Metal StudsDocument11 pagesMetal StudsLeeCH LeeCHNo ratings yet
- Metal StudsDocument11 pagesMetal Studsspsingh_jmdNo ratings yet
- Prestressed Composite Section Design: Input Data & Design SummaryDocument1 pagePrestressed Composite Section Design: Input Data & Design SummaryMukhlish AkhatarNo ratings yet
- Joist Design Sheet: Web Tapered Girder Design Based On AISC-ASD 9th, Appendix FDocument2 pagesJoist Design Sheet: Web Tapered Girder Design Based On AISC-ASD 9th, Appendix FSher AfganNo ratings yet
- Angulo PDFDocument2 pagesAngulo PDFRICHARD SULCA MARTINEZNo ratings yet
- Engineering Calculation: (This Correlated Heat Transfer Coefficient at Tube Side Condition of Flow)Document3 pagesEngineering Calculation: (This Correlated Heat Transfer Coefficient at Tube Side Condition of Flow)RajdeepsinhNo ratings yet
- Dowel Bars-UnprotectedDocument5 pagesDowel Bars-UnprotectedR ASTUSNo ratings yet
- BSLTPCH 2 P 2 A3Document1 pageBSLTPCH 2 P 2 A3Engr. Babar AzeemNo ratings yet
- Formula RioDocument4 pagesFormula RioAnonymous h4m66tnMxNo ratings yet
- Perfil Canal Laminado C4x4.5 Tabla 1-5 Manual AISC 14Th (Página 47 PDF) : Datos GeométricosDocument1 pagePerfil Canal Laminado C4x4.5 Tabla 1-5 Manual AISC 14Th (Página 47 PDF) : Datos GeométricosKatherine CéspedesNo ratings yet
- ProbabilityDocument6 pagesProbabilityPreethi VictorNo ratings yet
- Pile Cap ChecksDocument6 pagesPile Cap ChecksNikhilNo ratings yet
- Carbon Nanotube NanoNeedle NanomeniscusDocument25 pagesCarbon Nanotube NanoNeedle NanomeniscusLIAKMANNo ratings yet
- StairDocument1 pageStairAek JanNo ratings yet
- StairDocument1 pageStairAek JanNo ratings yet
- CHE204 201 Final SolvedDocument5 pagesCHE204 201 Final SolvedhussainNo ratings yet
- End Plate Conn. To Hollow Col. EC2 OKDocument26 pagesEnd Plate Conn. To Hollow Col. EC2 OKRaymond SabadoNo ratings yet
- Section PropertiesDocument8 pagesSection Propertiesrahulmenon995030No ratings yet
- Polygon CapacityDocument1 pagePolygon Capacityjklo12No ratings yet
- Physics 11 Formula SheetDocument1 pagePhysics 11 Formula SheetJack Song S.YNo ratings yet
- Solid Mechanics ME 212 - Week 13Document9 pagesSolid Mechanics ME 212 - Week 13Mihir Kumar MechNo ratings yet
- Foaie de Formule Seminar DOE PDFDocument1 pageFoaie de Formule Seminar DOE PDFJon JonNo ratings yet
- Vigas PDFDocument3 pagesVigas PDFRICHARD SULCA MARTINEZNo ratings yet
- Formula SheetDocument7 pagesFormula SheetFelipe RincónNo ratings yet
- 4.3 Design of Base Plate W STIFFENER (Feb 21 2015)Document27 pages4.3 Design of Base Plate W STIFFENER (Feb 21 2015)Jair llacuachaqui villalvaNo ratings yet
- 2 - Slowly Varying Envelopes & SHG: EE 346 Nonlinear Optics M.M. Fejer 01/11/21Document16 pages2 - Slowly Varying Envelopes & SHG: EE 346 Nonlinear Optics M.M. Fejer 01/11/21bobbyy222No ratings yet
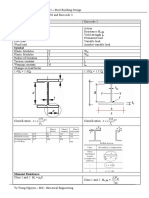
- Web Tapered Girder Design Based On AISC-ASD 9th Appendix F And/or AISC Design Guide 25Document4 pagesWeb Tapered Girder Design Based On AISC-ASD 9th Appendix F And/or AISC Design Guide 25Amey GudigarNo ratings yet
- Engineering Design II: Springs I - IntroductionDocument46 pagesEngineering Design II: Springs I - IntroductionSean ChanNo ratings yet
- Two Way Slab Design: Panal Size 6.50 3.70 25 500 30 MM Lg. Span (L) Sh. Span (L) N/MM N/MMDocument2 pagesTwo Way Slab Design: Panal Size 6.50 3.70 25 500 30 MM Lg. Span (L) Sh. Span (L) N/MM N/MMmoha abidNo ratings yet
- 20 562ln08Document8 pages20 562ln08sammy wanakaiNo ratings yet
- Max. Interference 0.00270 in Min. Interference 0.0020-0.00120 0.0008 in Ave. Interference (1/2) (0.00270+0.0008) 0.00175 inDocument2 pagesMax. Interference 0.00270 in Min. Interference 0.0020-0.00120 0.0008 in Ave. Interference (1/2) (0.00270+0.0008) 0.00175 inJiggy Lawrence BathanNo ratings yet
- British Standard Vs Eurocode 3 Steel BuiDocument9 pagesBritish Standard Vs Eurocode 3 Steel BuiJamiu AhmedNo ratings yet
- SPH3U Formula Sheet Fall 2020 1 PDFDocument2 pagesSPH3U Formula Sheet Fall 2020 1 PDFUzmaNo ratings yet
- Cambridge International AS & A Level: PHYSICS 9702/41Document28 pagesCambridge International AS & A Level: PHYSICS 9702/41Tino KambaniNo ratings yet
- f M π /4) d S D /2) t P (D/2) : Southern Region Houston, TexasDocument4 pagesf M π /4) d S D /2) t P (D/2) : Southern Region Houston, Texasmohamed amine AtiaNo ratings yet
- Relief Case Eng TipsDocument6 pagesRelief Case Eng TipspartoNo ratings yet
- Lifting Lug Calculation - Concrete BucketDocument3 pagesLifting Lug Calculation - Concrete Bucketali akbarNo ratings yet
- Solutions To Exercise Nine - Flow in Pipes: Mechanical Engineering 390 Fluid MechanicsDocument4 pagesSolutions To Exercise Nine - Flow in Pipes: Mechanical Engineering 390 Fluid MechanicsEdgar CaloNo ratings yet
- ArXiv 9704212Document14 pagesArXiv 9704212DainXBNo ratings yet
- Dynamics of Structures 4th Edition Chopra Solutions ManualDocument38 pagesDynamics of Structures 4th Edition Chopra Solutions Manualseanmosstgdkf2100% (14)
- Ebook Dynamics of Structures 4Th Edition Chopra Solutions Manual Full Chapter PDFDocument61 pagesEbook Dynamics of Structures 4Th Edition Chopra Solutions Manual Full Chapter PDFlionelhaouna9d100% (10)
- Geometry Materials: AASHTO Standard Specification, Division 1ADocument5 pagesGeometry Materials: AASHTO Standard Specification, Division 1AMahesh SuranaNo ratings yet
- Threading ManualDocument17 pagesThreading ManualGerman Lobo SNo ratings yet
- Anchor Bolt Design For Shear and TensionDocument2 pagesAnchor Bolt Design For Shear and Tensionk.m.ariful islamNo ratings yet
- Torsion Check in Steel Beam 04Document1 pageTorsion Check in Steel Beam 04ronyNo ratings yet
- BoltGroupCoefficientforEccentricLoads FlowDocument3 pagesBoltGroupCoefficientforEccentricLoads FlowFathom GroupNo ratings yet
- Mathcad - Tank Shell Buckling Due To Roof LoadDocument2 pagesMathcad - Tank Shell Buckling Due To Roof LoadrobertantoreniNo ratings yet
- Pipe Sizing Using CodeDocument10 pagesPipe Sizing Using CodePETER PENNo ratings yet
- Tarea I ResistenciaDocument15 pagesTarea I ResistenciaLeonel José AlvaradoNo ratings yet
- U.S. History I Lecture Notes On Growth and Crisis in Colonial Society (CH 4)Document15 pagesU.S. History I Lecture Notes On Growth and Crisis in Colonial Society (CH 4)Juan Carlos OlivasNo ratings yet
- 2857 Edmonson - DB2Document1 page2857 Edmonson - DB2Juan Carlos OlivasNo ratings yet
- U.S. History I Lecture Notes On Exploration and Colonization (CH 1)Document7 pagesU.S. History I Lecture Notes On Exploration and Colonization (CH 1)Juan Carlos OlivasNo ratings yet
- U.S. History I Lecture Notes On The British Empire in AmericaDocument14 pagesU.S. History I Lecture Notes On The British Empire in AmericaJuan Carlos OlivasNo ratings yet
- Anexo3 SW SWPPP Guide PDFDocument50 pagesAnexo3 SW SWPPP Guide PDFEdison M. PalomequeNo ratings yet
- Aws SPCDocument1 pageAws SPCJuan Carlos OlivasNo ratings yet
- 055000-006-0 - Loading Dock Hand Rails - Sectors 0 & 6 - RET 04-01-22Document12 pages055000-006-0 - Loading Dock Hand Rails - Sectors 0 & 6 - RET 04-01-22Juan Carlos OlivasNo ratings yet
- Design Guide 35 Steel-Framed Storm Shelters LaBoube Fisher 2019Document56 pagesDesign Guide 35 Steel-Framed Storm Shelters LaBoube Fisher 2019Juan Carlos OlivasNo ratings yet
- 4runner Install 05042022Document5 pages4runner Install 05042022Juan Carlos OlivasNo ratings yet
- X308 LIMORA Parts Catalogue UKDocument145 pagesX308 LIMORA Parts Catalogue UKJuan Carlos OlivasNo ratings yet
- X308 Parts Catalogue UKDocument90 pagesX308 Parts Catalogue UKJuan Carlos Olivas100% (1)
- Beamanal (Metric)Document6 pagesBeamanal (Metric)tambokNo ratings yet
- Physics 19 - Total Internal Reflection and LensesDocument69 pagesPhysics 19 - Total Internal Reflection and LensesHakim AbbasNo ratings yet
- Master Course 2017 - Photonic Imaging in Neurobiology - C. LeterrierDocument56 pagesMaster Course 2017 - Photonic Imaging in Neurobiology - C. LeterrierlechristopheNo ratings yet
- Narayana... Iit Jee PaperDocument26 pagesNarayana... Iit Jee PaperAbhishek KumarNo ratings yet
- Aits 1718 PT I Adv Paper 2 Ans SolDocument14 pagesAits 1718 PT I Adv Paper 2 Ans SolSangeeta MishraNo ratings yet
- CD Optical Block AssembliesDocument2 pagesCD Optical Block AssembliesRayner MihailovNo ratings yet
- Design Parameters in STAADDocument50 pagesDesign Parameters in STAADHussain Mir92% (12)
- Ex Barometric LevelingDocument4 pagesEx Barometric LevelingStephen Ross RoledaNo ratings yet
- IT2T3Document3 pagesIT2T3Vyshnavi ThottempudiNo ratings yet
- Reflection of Light RaysDocument66 pagesReflection of Light Raysp_k_soni_iit_physics0% (1)
- 3rd Periodical Test in Science IVDocument2 pages3rd Periodical Test in Science IVCir Roy Villaos ReboladoNo ratings yet
- Restriction OrificeDocument4 pagesRestriction OrificeRaghulal SethumadhavanNo ratings yet
- DuctilityDocument3 pagesDuctilityCarlo CastorNo ratings yet
- Model Calculation of Heat Balance of Wood PyrolysiDocument10 pagesModel Calculation of Heat Balance of Wood PyrolysiqwerNo ratings yet
- Mil STD 1686CDocument18 pagesMil STD 1686CNam NguyenNo ratings yet
- Lecture 5the Periodic Table PDFDocument23 pagesLecture 5the Periodic Table PDFMohammedNo ratings yet
- A Review of Methods of Molecular Weight Determination of PolymersDocument4 pagesA Review of Methods of Molecular Weight Determination of PolymerspejvakNo ratings yet
- Temperature, Thermal Energy, and HeatDocument3 pagesTemperature, Thermal Energy, and HeatTula DhimitraNo ratings yet
- Steel Design 1Document26 pagesSteel Design 1Gracielle NebresNo ratings yet
- ACOUSTICAL DESIGN Consideration For Auditorium, Lecture Hall, Recording StudioDocument31 pagesACOUSTICAL DESIGN Consideration For Auditorium, Lecture Hall, Recording StudioPavithra SivasankaranNo ratings yet
- EXP 1 Lab Rep For PrintDocument6 pagesEXP 1 Lab Rep For PrintJohn leo-mar PadillaNo ratings yet
- Airconditioning KnecDocument7 pagesAirconditioning KnecManfred GithinjiNo ratings yet
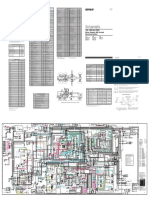
- 12H, 140H and 160H Electrical System Motor Graders (NA Version)Document2 pages12H, 140H and 160H Electrical System Motor Graders (NA Version)jorge william ramirezNo ratings yet
- ASCE 7 10 Vs ASCE 7 16 1657453966Document53 pagesASCE 7 10 Vs ASCE 7 16 1657453966MANOJNo ratings yet
- IM01. Introduction To Mechanisms and KinematicsDocument13 pagesIM01. Introduction To Mechanisms and Kinematicsaruna MoonNo ratings yet
- Design Speculations: M-25 Mix Design (By Mass) For Ips-5 (Shastri Nagar), MeerutDocument3 pagesDesign Speculations: M-25 Mix Design (By Mass) For Ips-5 (Shastri Nagar), MeerutMuneer HaiderNo ratings yet
- Strut and TieDocument25 pagesStrut and TieKshitiz ShresthaNo ratings yet
- Methods of Artificial Lift: Presented To: Prof DR: El Ayouty - ElsaidDocument11 pagesMethods of Artificial Lift: Presented To: Prof DR: El Ayouty - Elsaidcmrig74No ratings yet
- Emulsions - Formation, Stability, Industrial Applications PDFDocument243 pagesEmulsions - Formation, Stability, Industrial Applications PDFsandy44 wankhade100% (4)
- Work Power Energy QuestionsDocument17 pagesWork Power Energy QuestionsAnupam MNo ratings yet
- D 6666 - 01 Rdy2njytmde - PDFDocument14 pagesD 6666 - 01 Rdy2njytmde - PDFNORMANo ratings yet