You might also like
- Harmony BibleDocument285 pagesHarmony Bibledao einsnewt100% (1)
- NA To Sls en 1992-1-2Document12 pagesNA To Sls en 1992-1-2Shan Sandaruwan AbeywardeneNo ratings yet
- Biotechnology EntrepreneurshipDocument80 pagesBiotechnology Entrepreneurshipabhinav_soamNo ratings yet
- Re: Letter of Appointment Dear Mr.Document2 pagesRe: Letter of Appointment Dear Mr.api-261410470% (1)
- Piling Codes of Practice in Southern AfricaDocument7 pagesPiling Codes of Practice in Southern AfricaMfanelo MbanjwaNo ratings yet
- Industrial Process Scale-up: A Practical Innovation Guide from Idea to Commercial ImplementationFrom EverandIndustrial Process Scale-up: A Practical Innovation Guide from Idea to Commercial ImplementationNo ratings yet
- Applying Lean Management in Textile IndustryDocument12 pagesApplying Lean Management in Textile IndustryZakria ArshadNo ratings yet
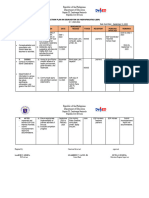
- Action Plan ESP 2023 24Document2 pagesAction Plan ESP 2023 24Je-Ann EstriborNo ratings yet
- Lean Vs Green ManufacturingDocument11 pagesLean Vs Green ManufacturingAnura BandaraNo ratings yet
- Dark Days at Sunnyvale Can Teamwork Part The CloudsDocument3 pagesDark Days at Sunnyvale Can Teamwork Part The CloudsAssignmentLab.com100% (1)
- Coventry Dissertation ProposalDocument19 pagesCoventry Dissertation ProposalBen AdamteyNo ratings yet
- Chapter 1 - IntroductionDocument5 pagesChapter 1 - IntroductionJomari NicolasNo ratings yet
- Prácticas ComercialesDocument9 pagesPrácticas ComercialesPaolo VelasquezNo ratings yet
- Lean As A PhilosophyDocument17 pagesLean As A PhilosophyfabriiiNo ratings yet
- Extension of The Lean 5S Methodology To 6S With AnDocument20 pagesExtension of The Lean 5S Methodology To 6S With AnAhmad Jaelani ManurungNo ratings yet
- Assessing Lean Adoption in Food Companies The CaseDocument11 pagesAssessing Lean Adoption in Food Companies The CaseStiven Riveros GalindoNo ratings yet
- The Role of Total Quality Control T QC in The TechnicalDocument11 pagesThe Role of Total Quality Control T QC in The TechnicalErhan BeylihanNo ratings yet
- Effect of Product Development Strategy On Performance in Sugar Industry in KenyaDocument16 pagesEffect of Product Development Strategy On Performance in Sugar Industry in KenyapatNo ratings yet
- SynopsisDocument22 pagesSynopsisRavindra LanjewarNo ratings yet
- Implementing The SCOR Model Best Practices For Supply Chain Improvement in Developing CountriesDocument15 pagesImplementing The SCOR Model Best Practices For Supply Chain Improvement in Developing CountriesNorman SuliNo ratings yet
- Water Consumption 6 SigmaDocument25 pagesWater Consumption 6 SigmaNikhilKrishnanNo ratings yet
- Six Sigma: A New Practice For Reducing Water Consumption Within Coca Cola IndustryDocument25 pagesSix Sigma: A New Practice For Reducing Water Consumption Within Coca Cola IndustryLuz SantivanezNo ratings yet
- Total Quality Management in The Food Industry - Cu PDFDocument6 pagesTotal Quality Management in The Food Industry - Cu PDFJonilo UrgelNo ratings yet
- Hospital Operations Management: An Exploratory Study From Brazil and PortugalDocument10 pagesHospital Operations Management: An Exploratory Study From Brazil and PortugalQuality SaketNo ratings yet
- Manufacturing Performance Improvement Through Lean Production-2009Document11 pagesManufacturing Performance Improvement Through Lean Production-2009Juan BarronNo ratings yet
- Dela Cruz - Synthesis Paper 1Document7 pagesDela Cruz - Synthesis Paper 1Austin Dela CruzNo ratings yet
- LeanSixSigmaApproachtoImprovetheProductionProcessintheMouldIndustry ACaseStudy Đã Chuyển ĐổiDocument21 pagesLeanSixSigmaApproachtoImprovetheProductionProcessintheMouldIndustry ACaseStudy Đã Chuyển ĐổiLê Quang HữuNo ratings yet
- Obstacles and Difficulties Implementing The Lean Philosophy in Brazilian EnterprisesDocument10 pagesObstacles and Difficulties Implementing The Lean Philosophy in Brazilian EnterprisesIam RodriguesNo ratings yet
- From A Quality Management System (QMS) To A Lean Quality Management System (LQMS)Document24 pagesFrom A Quality Management System (QMS) To A Lean Quality Management System (LQMS)yassin900No ratings yet
- Certification and Integration of Management Systems The Experience of Portuguese Small and Medium EnterprisesDocument10 pagesCertification and Integration of Management Systems The Experience of Portuguese Small and Medium EnterprisesAlexis ValeroNo ratings yet
- Research Paper On TPMDocument8 pagesResearch Paper On TPMpqltbarif100% (1)
- Lean Manufacturing Literature Review and Research IssuesDocument5 pagesLean Manufacturing Literature Review and Research IssueseyewhyvkgNo ratings yet
- Papier Publi I J QetDocument26 pagesPapier Publi I J QetHina KhanNo ratings yet
- Implementing The SCOR Model Best Practices For Supply Chain Improvement in Developing CountriesDocument15 pagesImplementing The SCOR Model Best Practices For Supply Chain Improvement in Developing CountriesNakhon HongthanaphatNo ratings yet
- Reducing The Nonconforming Products by Using The Six Sigma Method: A Case Study of A Polyester Short Cut Fiber Manufacturing in IndonesiaDocument11 pagesReducing The Nonconforming Products by Using The Six Sigma Method: A Case Study of A Polyester Short Cut Fiber Manufacturing in IndonesiaManoj Pai DNo ratings yet
- Ensayo TPMDocument3 pagesEnsayo TPMJhonatan Mauricio Rodriguez VelosaNo ratings yet
- Paper Ijeme.2015.0699041Document15 pagesPaper Ijeme.2015.0699041Juan Jose Roque GuimarayNo ratings yet
- The Use of Lean Tools To Improve The Performance of An Elevators CompanyDocument9 pagesThe Use of Lean Tools To Improve The Performance of An Elevators CompanyHarsh GuptaNo ratings yet
- Six Sigma Maintenance Scorecard Methodology and Case Study: September 2014Document36 pagesSix Sigma Maintenance Scorecard Methodology and Case Study: September 2014Naly CasNo ratings yet
- Lean Concept Implementation Practices in Small and Medium Scale Pharmaceutical Industry - A Case StudyDocument10 pagesLean Concept Implementation Practices in Small and Medium Scale Pharmaceutical Industry - A Case StudyIJRASETPublicationsNo ratings yet
- Implementation of 5S Methodology in A Food & Beverage Industry: A Case StudyDocument7 pagesImplementation of 5S Methodology in A Food & Beverage Industry: A Case StudyAndré Luiz LimaNo ratings yet
- Trabajo Final 5s Antonie PomaDocument13 pagesTrabajo Final 5s Antonie PomaAntonie PomaNo ratings yet
- Sustainable Production and ConsumptionDocument14 pagesSustainable Production and ConsumptionDaniel Yoshito IkejiriNo ratings yet
- Methods of Research - Term PaperDocument6 pagesMethods of Research - Term PaperOLAOLUWANLESI ADANLAWO ELISHANo ratings yet
- Lean Manufacturing and Operational Efficiency of Nestle Nigeria Plc. Using Data Envelopment Analysis (DEA)Document29 pagesLean Manufacturing and Operational Efficiency of Nestle Nigeria Plc. Using Data Envelopment Analysis (DEA)k60.2111213014No ratings yet
- International Journal of Production Research: Click For UpdatesDocument15 pagesInternational Journal of Production Research: Click For UpdatesAnonymous JqN1XeLhNo ratings yet
- Materials AbstractDocument8 pagesMaterials AbstractSAHR EDWARD JAMESNo ratings yet
- Journal of Cleaner Production: Hamed Gholami, Ahmad Hashemi, Jocelyn Ke Yin Lee, Georges Abdul-Nour, Anas A. SalamehDocument13 pagesJournal of Cleaner Production: Hamed Gholami, Ahmad Hashemi, Jocelyn Ke Yin Lee, Georges Abdul-Nour, Anas A. SalamehA.RNo ratings yet
- Application of Kaizen Philosophy For Enhancing Manufacturing Industries' Performance: Exploratory Study of Ethiopian Chemical IndustriesDocument33 pagesApplication of Kaizen Philosophy For Enhancing Manufacturing Industries' Performance: Exploratory Study of Ethiopian Chemical IndustriesSuzana CiobanucNo ratings yet
- 10 1108 - Ijqrm 09 2020 0328Document32 pages10 1108 - Ijqrm 09 2020 0328Oscar ResurreccionNo ratings yet
- 5S Use in Manufacturing Plants Contextual Factors and Impact On Operating PDFDocument16 pages5S Use in Manufacturing Plants Contextual Factors and Impact On Operating PDFyrperdanaNo ratings yet
- Management Accounting Within World Class Manufacturing: A Case StudyDocument17 pagesManagement Accounting Within World Class Manufacturing: A Case StudyRumi AisaNo ratings yet
- An Overview of Continuous Improvement PDFDocument11 pagesAn Overview of Continuous Improvement PDFAlex MucheruNo ratings yet
- The Effective of Lean Manufacturing and Six Sigma ImplementationDocument8 pagesThe Effective of Lean Manufacturing and Six Sigma ImplementationJulia De Oliveira MoraisNo ratings yet
- Lean Manufacturing Literature Review PDFDocument13 pagesLean Manufacturing Literature Review PDFwzsatbcnd100% (1)
- UmutL HowWellDoCompaniesManageInnovationAnAnalysisonLow TechsDocument11 pagesUmutL HowWellDoCompaniesManageInnovationAnAnalysisonLow TechsUmut ÇilNo ratings yet
- Mba ProjectDocument71 pagesMba ProjectSahana SindyaNo ratings yet
- Lean Philosophy For Global Competitiveness in Ethiopia Chemical Industries: ReviewDocument19 pagesLean Philosophy For Global Competitiveness in Ethiopia Chemical Industries: ReviewMamtha MNo ratings yet
- Does Management Matter? Evidence From IndiaDocument52 pagesDoes Management Matter? Evidence From IndiaAntoine HerbetNo ratings yet
- Optimizing Maintenance Management Efforts by The Application Od TOC-a Case StudyDocument15 pagesOptimizing Maintenance Management Efforts by The Application Od TOC-a Case StudyAlex J. Tocto BustamanteNo ratings yet
- Lean Accounting Cost OptimizationDocument12 pagesLean Accounting Cost OptimizationJorgeHans Chill JimenezNo ratings yet
- Chapter 3Document63 pagesChapter 3prachi singlaNo ratings yet
- Total Quality Management Practices and Results in Food CompaniesDocument20 pagesTotal Quality Management Practices and Results in Food CompaniesNurul IzzatiNo ratings yet
- Impact of Lean, Green & Agile Practices On Sustainibility Performance of Manufacturing Industry by Waleed QadirDocument25 pagesImpact of Lean, Green & Agile Practices On Sustainibility Performance of Manufacturing Industry by Waleed Qadirwaleedqadir89No ratings yet
- Adoption of Cost and Management Accounting TechniqDocument21 pagesAdoption of Cost and Management Accounting TechniqmahletNo ratings yet
- efectiveleanSME PDFDocument25 pagesefectiveleanSME PDFRieska foni YuniarNo ratings yet
- BIOLIGO-IS850 Techincal Specification 20200827Document1 pageBIOLIGO-IS850 Techincal Specification 20200827anHayyuNo ratings yet
- New Education Strategy in Quality Measurement TechDocument6 pagesNew Education Strategy in Quality Measurement TechanHayyuNo ratings yet
- Research Strategy For The Food IndustryDocument24 pagesResearch Strategy For The Food IndustryanHayyuNo ratings yet
- Dietary List: Halal Certified Products AustraliaDocument2 pagesDietary List: Halal Certified Products AustraliaanHayyuNo ratings yet
- ISSN 1978-5283: Formaldehyde Migration of Bottled Drinking WaterDocument7 pagesISSN 1978-5283: Formaldehyde Migration of Bottled Drinking WateranHayyuNo ratings yet
- Svu English TestDocument12 pagesSvu English TestRania JarmakaniNo ratings yet
- Therapearl v. Veridian - 1st Amended ComplaintDocument39 pagesTherapearl v. Veridian - 1st Amended ComplaintSarah BursteinNo ratings yet
- Confucius IntroDocument7 pagesConfucius IntroMarcio TrabassoNo ratings yet
- Adjectives and Adverbs - English Speaking Course LucknowDocument13 pagesAdjectives and Adverbs - English Speaking Course LucknowSelfhelNo ratings yet
- New Warfronts Lie in Economic ZonesDocument11 pagesNew Warfronts Lie in Economic ZonesMuhammad USman BUzdarNo ratings yet
- Fdi Impact Iferp Ext - 14273Document4 pagesFdi Impact Iferp Ext - 14273Naresh GuduruNo ratings yet
- Relaxo Footwears LTD Leave Policy Final V3 0Document13 pagesRelaxo Footwears LTD Leave Policy Final V3 0Joseph RajkumarNo ratings yet
- Sir M. Visvesvaraya Institution of Technology Bangalore: Name: Ranjitha O Usn: 1Mz19Mba17Document12 pagesSir M. Visvesvaraya Institution of Technology Bangalore: Name: Ranjitha O Usn: 1Mz19Mba17Nithya RajNo ratings yet
- SAMRO Membership RequirementsDocument1 pageSAMRO Membership RequirementsSAMRO100% (3)
- Si3586DV: Vishay SiliconixDocument13 pagesSi3586DV: Vishay SiliconixLeslie StewartNo ratings yet
- Attendance Register Cum PayslipDocument13 pagesAttendance Register Cum PaysliphimanshuNo ratings yet
- 64-Kenya Citizenship Regulations 2012Document81 pages64-Kenya Citizenship Regulations 2012aleemtharaniNo ratings yet
- MCQs 2Document7 pagesMCQs 2Walchand Electrical16No ratings yet
- Nsu Spring 2013 All Course Final Exam List PDFDocument29 pagesNsu Spring 2013 All Course Final Exam List PDFRakib_234No ratings yet
- FerrariDocument7 pagesFerrariNo Copyright Audio StoreNo ratings yet
- MaintMaster Maintenance Manual 6.0 ENGDocument92 pagesMaintMaster Maintenance Manual 6.0 ENGmanoj tyagiNo ratings yet
- Model English B EssayDocument4 pagesModel English B EssayreneeNo ratings yet
- AA Eth Energy Sector Presentation LondonDocument24 pagesAA Eth Energy Sector Presentation London654321No ratings yet
- Buffin and Patterson Et Al. v. San Francisco and CaliforniaDocument36 pagesBuffin and Patterson Et Al. v. San Francisco and CaliforniaKQED NewsNo ratings yet
- Ejercicios de Bonos Con OpcionalidadDocument4 pagesEjercicios de Bonos Con OpcionalidadJosue Daniel Vilca ReynaldoNo ratings yet
- Inflation in Pakistan - Causes and ConsequencesDocument3 pagesInflation in Pakistan - Causes and ConsequencesBakhtawarNo ratings yet
- Iqbal and Muslim Renaissance - Business RecorderDocument5 pagesIqbal and Muslim Renaissance - Business Recorderiqra aftabNo ratings yet
- Punjab Blood Safety Act 2015 VER 19 (22326)Document15 pagesPunjab Blood Safety Act 2015 VER 19 (22326)M Asif NaveedNo ratings yet
- Cifra Club - Billie Eilish - Billie Bossa NovaDocument3 pagesCifra Club - Billie Eilish - Billie Bossa NovaAmanda MirandaNo ratings yet