You might also like
- Ai 101Document20 pagesAi 101Sesha Giri Rao Aakula100% (3)
- Digital 101Document15 pagesDigital 101valanzasca79% (14)
- 101 DigitalDocument2 pages101 DigitalAnkit Singh67% (12)
- Aeb (Automation Engineer Basics) FaqsDocument5 pagesAeb (Automation Engineer Basics) FaqsKamepalli Pavankumar ChowdaryNo ratings yet
- Astm A216Document3 pagesAstm A216Ruth Sarai YañezNo ratings yet
- 0.2 Techm'S Digital Definition Comprises Af - (Selecc All ApplicablejDocument7 pages0.2 Techm'S Digital Definition Comprises Af - (Selecc All ApplicablejGopal Gangula0% (2)
- Section Description Number of Questions Asked Number of Correct Answers Section Percentage ScoreDocument6 pagesSection Description Number of Questions Asked Number of Correct Answers Section Percentage ScoreInakollPraveen100% (2)
- ASME Section V Article 1Document15 pagesASME Section V Article 1edwinjaviersierra100% (3)
- 5.0 Both 1&4: Need and Importance of TestingDocument5 pages5.0 Both 1&4: Need and Importance of TestingMr MtbNo ratings yet
- Ai101Document19 pagesAi101swati jenaNo ratings yet
- IBU Function GoalsDocument2 pagesIBU Function Goalsashish10mca9394No ratings yet
- Sanitary SpecificationDocument26 pagesSanitary SpecificationsurendramaharjanNo ratings yet
- Asme N 511 2007Document49 pagesAsme N 511 2007monsepack100% (1)
- 02 Samss 012Document9 pages02 Samss 012slan79bisNo ratings yet
- AI101Document19 pagesAI101cherry ds33% (3)
- Digital 101Document2 pagesDigital 101srinivasmurthyNo ratings yet
- Digital 101Document7 pagesDigital 101gowriNo ratings yet
- 1.MST 48 - DX Split System, AC Unit and Refrigerant Pipe Rev.00Document12 pages1.MST 48 - DX Split System, AC Unit and Refrigerant Pipe Rev.00jaffrinNo ratings yet
- Global Performance Requirements For Labels: Worldwide Engineering StandardsDocument17 pagesGlobal Performance Requirements For Labels: Worldwide Engineering Standardserik0007100% (1)
- FAQs-Meal Card India - TMDocument9 pagesFAQs-Meal Card India - TMuditgarg7340% (1)
- MahindraDocument9 pagesMahindraLakshmi PujariNo ratings yet
- ScrumDocument50 pagesScrumMark StradmannNo ratings yet
- SP-1131 - Handover and As-Built DocumentationDocument22 pagesSP-1131 - Handover and As-Built DocumentationSamsung JosephNo ratings yet
- Scrumexam 1Document5 pagesScrumexam 1Vinod Kumar74% (46)
- AI101Document1 pageAI101asfg asfas59% (17)
- Handbook of Requirements: Ge GDC ProgramDocument185 pagesHandbook of Requirements: Ge GDC Programssattar7280% (5)
- Ai101guide 190430154655 PDFDocument34 pagesAi101guide 190430154655 PDFSajan Mathew67% (3)
- DevOps Overview PDFDocument50 pagesDevOps Overview PDFSubba Rao KedarisettyNo ratings yet
- PG Diploma in Piping Design and Autocad Training CourseDocument4 pagesPG Diploma in Piping Design and Autocad Training CourseWin LinnNo ratings yet
- The Scrum Quiz - SomeTests - Com - Tests, Quizzes, Facts & TriviaDocument3 pagesThe Scrum Quiz - SomeTests - Com - Tests, Quizzes, Facts & TriviaRodrigo Vallejo63% (8)
- Tech M Certificate - WFHDocument1 pageTech M Certificate - WFHshree.patil2002855873% (15)
- AIOpsDocument8 pagesAIOpsManosh MalaiNo ratings yet
- Test - STD TechMDocument6 pagesTest - STD TechMlotusncamNo ratings yet
- Digital 101Document13 pagesDigital 101Shaik Ashu0% (4)
- 400kgs Steam Boiler Oil FiredDocument5 pages400kgs Steam Boiler Oil FiredManikandanNo ratings yet
- B-64414EN 01 0i-D DataServerDocument358 pagesB-64414EN 01 0i-D DataServerLuciano Alberto Lopez CastroNo ratings yet
- MCQ TypescriptDocument6 pagesMCQ TypescriptTayyabNo ratings yet
- SS1123 - D2T - Apache Cassandra Overview PDFDocument45 pagesSS1123 - D2T - Apache Cassandra Overview PDFpochasrinuvas100% (1)
- 3-25-7 Abrasion Resistant Refractory LiningDocument61 pages3-25-7 Abrasion Resistant Refractory LiningdvsdNo ratings yet
- Scrum QuestionsDocument17 pagesScrum Questionsmichael100% (1)
- Part AI: Inspection and RadiographyDocument16 pagesPart AI: Inspection and Radiographyluisfer811No ratings yet
- Sku Nad101Document1 pageSku Nad101Prasanthi VaideeswaranNo ratings yet
- CEBCAssessment FAQDocument4 pagesCEBCAssessment FAQneenechinnuNo ratings yet
- 1 20Document20 pages1 20Dario LeonNo ratings yet
- Sku Ai101Document1 pageSku Ai101Prasanthi Vaideeswaran100% (1)
- Choose The Correct Answer.: Unit 3: Learning AssessmentDocument1 pageChoose The Correct Answer.: Unit 3: Learning Assessmentshree.patil20028558No ratings yet
- Code of Ethical Business ConductDocument3 pagesCode of Ethical Business ConductHemanth Reddy50% (2)
- List of Digital 201 Courses: What Is Digital 201 CourseDocument81 pagesList of Digital 201 Courses: What Is Digital 201 Courseaparna kNo ratings yet
- Determine Whether This Statement Is True or False.: Unit 3: Learning Assessment - AnswersDocument1 pageDetermine Whether This Statement Is True or False.: Unit 3: Learning Assessment - Answersshree.patil2002855825% (4)
- Nad Overview:: Improved Customer ExperienceDocument5 pagesNad Overview:: Improved Customer ExperienceNeeraj M.RNo ratings yet
- Fdocuments - in Technology Agnostic Application Monitoring Tech Mahindra TechmahindraDocument59 pagesFdocuments - in Technology Agnostic Application Monitoring Tech Mahindra TechmahindraKrish100% (1)
- BMC Atrium Orchestrator - RBADocument129 pagesBMC Atrium Orchestrator - RBAAbhishek MishraNo ratings yet
- NUDD-Design ThinkingDocument4 pagesNUDD-Design ThinkingsrinivasmurthyNo ratings yet
- Artificial Intelligence Oral Question AnswerDocument18 pagesArtificial Intelligence Oral Question AnswerNitesh Kumar100% (4)
- Ai101Document1 pageAi101swati jenaNo ratings yet
- Test 10Document2 pagesTest 10akindunnidanielNo ratings yet
- Digital Life 101Document10 pagesDigital Life 101アンジェロドンNo ratings yet
- 101 Questions & Answers-Interview For Bank Promotions-VRK100-08Nov2010Document26 pages101 Questions & Answers-Interview For Bank Promotions-VRK100-08Nov2010RamaKrishna Vadlamudi, CFA67% (3)
- Tech Mahindra Corporate Overview v1.3.0 PDFDocument41 pagesTech Mahindra Corporate Overview v1.3.0 PDFSatish KumarNo ratings yet
- Salary CalculationDocument2 pagesSalary CalculationVignesh KumarNo ratings yet
- Cinput Name-"Firstname": Form Action "/target - HTML"Document11 pagesCinput Name-"Firstname": Form Action "/target - HTML"sarath sravanNo ratings yet
- Test 04Document4 pagesTest 04akindunnidanielNo ratings yet
- 201 Digital Communication TechniquesDocument1 page201 Digital Communication Techniqueschindhuz100% (1)
- BMS Question PaperDocument8 pagesBMS Question PaperGaurang Khurana0% (1)
- Unix Day2 PDFDocument37 pagesUnix Day2 PDFSabari Balaji Parthasarathy100% (1)
- Answer: B: Exam Name: Exam Type Exam Code: Total QuestionsDocument14 pagesAnswer: B: Exam Name: Exam Type Exam Code: Total QuestionswesadminNo ratings yet
- Associate Welfare Trust Faqs - Version 5Document9 pagesAssociate Welfare Trust Faqs - Version 5Bhabesh Kumar PandaNo ratings yet
- It - Tech Mahindra - Digital TransformationDocument3 pagesIt - Tech Mahindra - Digital Transformationwindsor260No ratings yet
- Maven Mock Test IDocument6 pagesMaven Mock Test IslkSOFTNo ratings yet
- Asme Sec8 Nca 5000Document6 pagesAsme Sec8 Nca 5000sajanchaudhariNo ratings yet
- Alpha Boilers MuruganDocument1 pageAlpha Boilers MuruganManikandanNo ratings yet
- KVB 753Document14 pagesKVB 753ManikandanNo ratings yet
- High Commission For The People's Republic of Bangladesh: Ep-39, Dr. Radhakrishnan Marg, Chanakyapuri, New Delhi-110021Document1 pageHigh Commission For The People's Republic of Bangladesh: Ep-39, Dr. Radhakrishnan Marg, Chanakyapuri, New Delhi-110021ManikandanNo ratings yet
- Bank Account Opening LetterDocument2 pagesBank Account Opening LetterManikandanNo ratings yet
- Kakalur Site Work Report: Dp5-Construction Work (Shankar)Document4 pagesKakalur Site Work Report: Dp5-Construction Work (Shankar)ManikandanNo ratings yet
- Rakho - Statement PDFDocument1 pageRakho - Statement PDFManikandanNo ratings yet
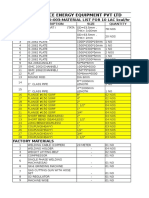
- 10 Lac Material List-1Document2 pages10 Lac Material List-1ManikandanNo ratings yet
- Gati Acknowledgement LetterDocument2 pagesGati Acknowledgement LetterManikandanNo ratings yet
- Suresh Engg P.ODocument1 pageSuresh Engg P.OManikandanNo ratings yet
- 1 Lac Hot AirDocument4 pages1 Lac Hot AirManikandanNo ratings yet
- Teemage Builders Invoice 1Document3 pagesTeemage Builders Invoice 1ManikandanNo ratings yet
- TO, M/S. Aadrik Distributors PVT LTD.: # 79-C, Nattu Pillaiyar Koil Street, CHENNAI 600 001. PH:044-25250910Document1 pageTO, M/S. Aadrik Distributors PVT LTD.: # 79-C, Nattu Pillaiyar Koil Street, CHENNAI 600 001. PH:044-25250910ManikandanNo ratings yet
- Suresh Engg P.ODocument1 pageSuresh Engg P.OManikandanNo ratings yet
- Boiler Fitup Materials List: SNO Materialdetail QuantityDocument2 pagesBoiler Fitup Materials List: SNO Materialdetail QuantityManikandanNo ratings yet
- Dhanasri Electricals Account Number: 144702000000567 IFS Code No.: IOBA 0001447 Name of The Bank: Indian Overseas Bank Branch Name: SME GuindyDocument1 pageDhanasri Electricals Account Number: 144702000000567 IFS Code No.: IOBA 0001447 Name of The Bank: Indian Overseas Bank Branch Name: SME GuindyManikandanNo ratings yet
- Bajaj PumpsDocument1 pageBajaj PumpsManikandanNo ratings yet
- Practical Guide Line For Leaser WeldingDocument54 pagesPractical Guide Line For Leaser WeldingIbrahim KhanNo ratings yet
- WSS M99P9999 A1 PDFDocument59 pagesWSS M99P9999 A1 PDFHatada FelipeNo ratings yet
- Delay Analysis in Water Supply ProjectsDocument16 pagesDelay Analysis in Water Supply ProjectsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- NIT48Document91 pagesNIT48abhishitewariNo ratings yet
- D 5250 - 00 RduyntaDocument3 pagesD 5250 - 00 RduyntaMaick Steven Arriaga SandiNo ratings yet
- Assignment - Claims Management Mr. Tilak KolonneDocument2 pagesAssignment - Claims Management Mr. Tilak KolonneDammika PereraNo ratings yet
- Status Document Spec, RFQ, DatasheetDocument12 pagesStatus Document Spec, RFQ, DatasheetBoy AlfredoNo ratings yet
- Storage Shelf ComputationDocument12 pagesStorage Shelf ComputationRay Alvin RambacNo ratings yet
- COREOR D98B Full Container Release Message Implementation Guide - Hapag LloydDocument66 pagesCOREOR D98B Full Container Release Message Implementation Guide - Hapag LloydMahdy Zia UzzamanNo ratings yet
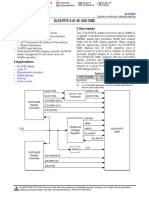
- DLP470TE 0.47 4K UHD DMD: 1 Features 3 DescriptionDocument44 pagesDLP470TE 0.47 4K UHD DMD: 1 Features 3 DescriptionRojan SolelyNo ratings yet
- (Ms-Ugs) : Usergroup Web Service Protocol SpecificationDocument156 pages(Ms-Ugs) : Usergroup Web Service Protocol SpecificationAng Ming KuanNo ratings yet
- Subsea Tree Electrical System and Instrumentation: Functional SpecificationDocument23 pagesSubsea Tree Electrical System and Instrumentation: Functional SpecificationAshraf AmmarNo ratings yet
- 15V41 PDFDocument3 pages15V41 PDFharpreet singhNo ratings yet
- Ameen022@yahoo - Co.in: HR Manager Sub: Application For The Post of Mechanical EngineerDocument5 pagesAmeen022@yahoo - Co.in: HR Manager Sub: Application For The Post of Mechanical EngineerAnonymous NR3qZ30No ratings yet
- Software Requirements Specification For PDFDocument12 pagesSoftware Requirements Specification For PDFNGeovanny SeguraNo ratings yet
- Astm A794-97Document3 pagesAstm A794-97FeteneNo ratings yet
- Tool Steel, Carbon: Standard Specification ForDocument12 pagesTool Steel, Carbon: Standard Specification ForVivi VargasNo ratings yet
- Design Note - Design Steps and OptionsDocument4 pagesDesign Note - Design Steps and OptionsCosmin PopescuNo ratings yet
- Mcgraw-Hill/Irwin: Operations Management, Seventh Edition, by William J. StevensonDocument44 pagesMcgraw-Hill/Irwin: Operations Management, Seventh Edition, by William J. Stevensonchristine booduanNo ratings yet
- Project Scope Example 04Document11 pagesProject Scope Example 04tranthitrang2692003No ratings yet
- Information Systems Engineering Coursework Assignment - UK University BSC Final YearDocument14 pagesInformation Systems Engineering Coursework Assignment - UK University BSC Final YearTDiscoverNo ratings yet