You might also like
- SMED – How to Do a Quick Changeover?: Toyota Production System ConceptsFrom EverandSMED – How to Do a Quick Changeover?: Toyota Production System ConceptsRating: 4.5 out of 5 stars4.5/5 (2)
- Reverse Manufacturing, Green Technology, Productivity, PollutionDocument70 pagesReverse Manufacturing, Green Technology, Productivity, Pollutionvickram jainNo ratings yet
- Up and Running with Autodesk Inventor Simulation 2011: A Step-by-Step Guide to Engineering Design SolutionsFrom EverandUp and Running with Autodesk Inventor Simulation 2011: A Step-by-Step Guide to Engineering Design SolutionsNo ratings yet
- Comparation of Schedulling Methods Campbell Dudek Smith, Palmer and DannenbringDocument8 pagesComparation of Schedulling Methods Campbell Dudek Smith, Palmer and DannenbringDa-Vinci ChannelNo ratings yet
- Design For Manufacturing and Assembly (Dfma) Technique Applicable For Cost Reduction - A ReviewDocument6 pagesDesign For Manufacturing and Assembly (Dfma) Technique Applicable For Cost Reduction - A ReviewTJPRC PublicationsNo ratings yet
- Critical Study On Vital Factors Influencing Productivity ImprovementDocument8 pagesCritical Study On Vital Factors Influencing Productivity ImprovementIJRASETPublicationsNo ratings yet
- Design of Spoon Mold Using Flow Analysis and Higher End Design SoftwareDocument6 pagesDesign of Spoon Mold Using Flow Analysis and Higher End Design SoftwareashishNo ratings yet
- DFMAPaper FullDocument13 pagesDFMAPaper FullahasimplemailNo ratings yet
- PDMA SEMINAR NewDocument25 pagesPDMA SEMINAR NewmayankdgaurNo ratings yet
- DFMA and Sustainability Analysis in Product DesignDocument9 pagesDFMA and Sustainability Analysis in Product Designநளின் கான்No ratings yet
- Applying Lean Concepts to Reduce Waste in a Plastic Pipe Manufacturing IndustryDocument18 pagesApplying Lean Concepts to Reduce Waste in a Plastic Pipe Manufacturing IndustryAntonius PrakosaNo ratings yet
- Design For Manufacturing and Assembly of A Connecting Rod 1362031980Document7 pagesDesign For Manufacturing and Assembly of A Connecting Rod 1362031980addayesudasNo ratings yet
- Increasing Productivity of Busbars Manufacturing in Switch Board IndustryDocument7 pagesIncreasing Productivity of Busbars Manufacturing in Switch Board IndustryDave IringcoNo ratings yet
- Improvement of Sortation Machine Design Using DFA MethodDocument10 pagesImprovement of Sortation Machine Design Using DFA MethodHari SetiawanNo ratings yet
- Productivity Improvement Through Lean ManufacturingDocument6 pagesProductivity Improvement Through Lean ManufacturingmanikandaprabuNo ratings yet
- Investigacion 3 QuestDocument13 pagesInvestigacion 3 QuestAlejandro Del Matto LiñanNo ratings yet
- 1design of JigDocument9 pages1design of JigShiva PrasadNo ratings yet
- 2018 - A Review On VSM To Reduce Cycle Time in Butterfuly Valve ManufacturingDocument5 pages2018 - A Review On VSM To Reduce Cycle Time in Butterfuly Valve ManufacturingAli Akbar NaqviNo ratings yet
- Waste Reduction in Production Processes Through Simulation and VSMDocument14 pagesWaste Reduction in Production Processes Through Simulation and VSMLuis Alejandro Cuervo GalvisNo ratings yet
- Productivity Improvement in Assembly Workstation of Motor Winding UnitDocument8 pagesProductivity Improvement in Assembly Workstation of Motor Winding UnitDenzel AhmadNo ratings yet
- Child Roundabout Assignment - CADDocument53 pagesChild Roundabout Assignment - CADyashar2500No ratings yet
- Productivity Improvement Using Industrial EngineerDocument8 pagesProductivity Improvement Using Industrial EngineerjasmineNo ratings yet
- Materials Today: Proceedings: Pravin Jadhav, Nachiket EkboteDocument7 pagesMaterials Today: Proceedings: Pravin Jadhav, Nachiket EkboteDimitris PlotasNo ratings yet
- 111 Ijmperdjun2019111Document18 pages111 Ijmperdjun2019111TJPRC PublicationsNo ratings yet
- Productivity Improvement Through Lean ManufacturingDocument30 pagesProductivity Improvement Through Lean ManufacturingmanikandaprabuNo ratings yet
- 0- Improving Productivity in a Mechanical Industry Using IndustrialDocument9 pages0- Improving Productivity in a Mechanical Industry Using IndustrialAhmed AbdelhamidNo ratings yet
- A Case Study On Reducing Setup Time Using Smed On A Turning LineDocument13 pagesA Case Study On Reducing Setup Time Using Smed On A Turning LineSyed HuzaifaNo ratings yet
- Waste Reduction by Linear Programing Optimizing PDFDocument15 pagesWaste Reduction by Linear Programing Optimizing PDFNasir QayyumNo ratings yet
- Part E - Proceedings Articles Theme 4 - Mechanical, Manufactuirng and Industrial Engineering - FinalDocument196 pagesPart E - Proceedings Articles Theme 4 - Mechanical, Manufactuirng and Industrial Engineering - FinalCEG BangladeshNo ratings yet
- Manufacturing Engineering Processes For Off-Road Buggy'S Fuel Tank ProductionDocument12 pagesManufacturing Engineering Processes For Off-Road Buggy'S Fuel Tank ProductionTJPRC PublicationsNo ratings yet
- Optimizing The Casting Development Process in A Foundry Through Six SigmaDocument10 pagesOptimizing The Casting Development Process in A Foundry Through Six SigmaHarshitMittalNo ratings yet
- Mohamad 2019 IOP Conf. Ser. Mater. Sci. Eng. 530 012041Document12 pagesMohamad 2019 IOP Conf. Ser. Mater. Sci. Eng. 530 012041burnett “titi” accamNo ratings yet
- Analysis of Product Quality Improvement Through Kaizen and DMAIC Method in Rubber Sole ManufacturingDocument7 pagesAnalysis of Product Quality Improvement Through Kaizen and DMAIC Method in Rubber Sole ManufacturingEditor IjasreNo ratings yet
- Design Failure Modes and Effects Analysis (DFMEA) of Self Propelled Onion Harvester (TIFAN Vehicle)Document13 pagesDesign Failure Modes and Effects Analysis (DFMEA) of Self Propelled Onion Harvester (TIFAN Vehicle)IJRASETPublicationsNo ratings yet
- Dfma Lecture Notes PDFDocument71 pagesDfma Lecture Notes PDFlithish RangarajanNo ratings yet
- Lean-Six Sigma Case Study To Improve Productivity in A Manufacturing IndustryDocument9 pagesLean-Six Sigma Case Study To Improve Productivity in A Manufacturing IndustrySHASHANK KUMAR RAI 22224011No ratings yet
- Implementing Lean Six Sigma in a Paper CompanyDocument20 pagesImplementing Lean Six Sigma in a Paper CompanyLuis MontoyaNo ratings yet
- Group Technolog1 AssegmentDocument5 pagesGroup Technolog1 AssegmentYAKUBU ISSAHAKU SAIDNo ratings yet
- Concurrent Engineering: S.P.TayalDocument5 pagesConcurrent Engineering: S.P.TayalkrishnaNo ratings yet
- An Optimisation Framework For Designs For Additive Manufacturing Combining Design Manufacturing and PostprocessingRapid Prototyping JournalDocument16 pagesAn Optimisation Framework For Designs For Additive Manufacturing Combining Design Manufacturing and PostprocessingRapid Prototyping JournalBalakrishna T SNo ratings yet
- ME6005 Ppce QBDocument18 pagesME6005 Ppce QBKamalakkannan Krishnan100% (1)
- Design For CastingDocument6 pagesDesign For CastingJosue Cruz NavarroNo ratings yet
- Production Model Based On Total Productive Maintenance and Systematic Layout Planning To Increase Productivity in The Metalworking IndustryDocument5 pagesProduction Model Based On Total Productive Maintenance and Systematic Layout Planning To Increase Productivity in The Metalworking IndustrySolci AbantoNo ratings yet
- ART 27 Applying The SMED Methodology To TireDocument12 pagesART 27 Applying The SMED Methodology To TireBrenda Cecilia Bozzeta GarcíaNo ratings yet
- Universiti Sultan Zainal AbidinDocument19 pagesUniversiti Sultan Zainal AbidinChe Rosnor Che HaronNo ratings yet
- Designfor ProductionDocument4 pagesDesignfor ProductionSupinder RawatNo ratings yet
- Case Study On Lean Manufacturing System Implementation in Batch Type Manufacturing IndustryDocument18 pagesCase Study On Lean Manufacturing System Implementation in Batch Type Manufacturing IndustryCool BuddyNo ratings yet
- Planning of Heavy Equipment Fabrication Plant Layout Using CORELAP Software: A Case Study of IndonesiaDocument10 pagesPlanning of Heavy Equipment Fabrication Plant Layout Using CORELAP Software: A Case Study of Indonesiaeditor ijeratNo ratings yet
- Facility Layout and Design: A Case Study of A Soap Manufacturing Company in NigeriaDocument10 pagesFacility Layout and Design: A Case Study of A Soap Manufacturing Company in Nigeriabiniam meazanehNo ratings yet
- DfmaDocument5 pagesDfmaIng Raul OrozcoNo ratings yet
- Dfa Analysis On Water PurifierDocument24 pagesDfa Analysis On Water PurifierNshnthNo ratings yet
- Assembly and Disassembly Planning by Using Fuzzy Logic & Genetic AlgorithmsDocument8 pagesAssembly and Disassembly Planning by Using Fuzzy Logic & Genetic AlgorithmsAhmad Ghaniy MuzakkiNo ratings yet
- L. M. Dawood, Z.H.Document13 pagesL. M. Dawood, Z.H.Irvan Aji PramonoNo ratings yet
- Solving Quality Problems in Tyre Production Preparation Process: A Practical ApproachDocument8 pagesSolving Quality Problems in Tyre Production Preparation Process: A Practical ApproachNebiyou AyalewNo ratings yet
- 12 - Application of Fuzzy TOPSIS and Harmonic Mitigation Measurement On Lean Six Sigma A Case Study in Smart FactoryDocument23 pages12 - Application of Fuzzy TOPSIS and Harmonic Mitigation Measurement On Lean Six Sigma A Case Study in Smart Factoryleylagale27No ratings yet
- SmedDocument4 pagesSmedYurdun OrbakNo ratings yet
- 1 s2.0 S2214785321015327 MainDocument8 pages1 s2.0 S2214785321015327 MainJorge MoralesNo ratings yet
- Reduction of Non-Value-Added Activities in An Aerospace Industry Using Value Stream Mapping and Time StudyDocument9 pagesReduction of Non-Value-Added Activities in An Aerospace Industry Using Value Stream Mapping and Time StudyIJRASETPublicationsNo ratings yet
- Productivity Improvement of Carton Manufacturing Industry by Implementation of Lean Six Sigma, ECRS, Work Study, and 5S A Case Study of ABC Co., LTDDocument9 pagesProductivity Improvement of Carton Manufacturing Industry by Implementation of Lean Six Sigma, ECRS, Work Study, and 5S A Case Study of ABC Co., LTDSubash ChandarNo ratings yet
- Cycle Time Reduction in Deck Roller Assembly ProductionDocument10 pagesCycle Time Reduction in Deck Roller Assembly ProductionTeshome DengisoNo ratings yet
- EKT 121/4 Elektronik Digit 1: Introduction To Programmable Logic Devices (PLD)Document34 pagesEKT 121/4 Elektronik Digit 1: Introduction To Programmable Logic Devices (PLD)MasterArvinNo ratings yet
- Engineering ProductivityDocument15 pagesEngineering ProductivityGeetha_jagadish30No ratings yet
- Moore Machine VHDL CodeDocument2 pagesMoore Machine VHDL CodeKewl84No ratings yet
- VTU Software Architecture Lab Manual GuideDocument7 pagesVTU Software Architecture Lab Manual GuideFaseeh SultanNo ratings yet
- Hisar Haryanto Sinaga's ResumeDocument1 pageHisar Haryanto Sinaga's Resumesatu duaNo ratings yet
- School of Computer Science and Engineering Open ElectiveDocument41 pagesSchool of Computer Science and Engineering Open ElectivePiyal Ahmed33% (3)
- St0277 Deui Lesson Plan Ay2223s2Document3 pagesSt0277 Deui Lesson Plan Ay2223s2ChloeNo ratings yet
- HMIS Form 097b: VHT/ICCM Quarterly Report: 1. Forms SpecificationsDocument5 pagesHMIS Form 097b: VHT/ICCM Quarterly Report: 1. Forms Specificationstenywa musaNo ratings yet
- Electrical Wiring Diagram Home Lift 6600Document21 pagesElectrical Wiring Diagram Home Lift 6600MACRO TECH LLCNo ratings yet
- VLSI Lab Manual Student Copy 21-22 04.10.21Document76 pagesVLSI Lab Manual Student Copy 21-22 04.10.21RanjithNo ratings yet
- Art Cam Jewel Smith User GuideDocument160 pagesArt Cam Jewel Smith User GuideMX100100% (2)
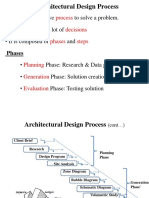
- Fund Arch 1.2, Arch Design ProcessDocument18 pagesFund Arch 1.2, Arch Design ProcessHabtamu Hailemariam AsfawNo ratings yet
- NGR Rocker Switches: Industrial - Rated IP57Document2 pagesNGR Rocker Switches: Industrial - Rated IP57VanderCastroNo ratings yet
- Unit Guide TRC22Document23 pagesUnit Guide TRC22Andrew WalleyNo ratings yet
- 2.6.1 Course OutcomesDocument97 pages2.6.1 Course Outcomesniharikarllameddy.kaNo ratings yet
- Obehi Ejele - Design PortfolioDocument15 pagesObehi Ejele - Design PortfolioObehiNo ratings yet
- Construction Procurement Policy overviewDocument12 pagesConstruction Procurement Policy overviewTaha MadraswalaNo ratings yet
- Jenova Chen - Flow in Games (And Everything Else) PDFDocument4 pagesJenova Chen - Flow in Games (And Everything Else) PDFKirakirakirakiraNo ratings yet
- Cascading Style SheetsDocument56 pagesCascading Style SheetsLincoln MutangaNo ratings yet
- Architectural Theory: Pre Modernism. Architectural Theory Cross History: Antiquity To Middle AgeDocument7 pagesArchitectural Theory: Pre Modernism. Architectural Theory Cross History: Antiquity To Middle AgeBafreen BnavyNo ratings yet
- BauhausDocument17 pagesBauhaustsegab bekeleNo ratings yet
- Investigacion de Operaciones Un Campo Multidisciplinario PDFDocument22 pagesInvestigacion de Operaciones Un Campo Multidisciplinario PDFPatricia Tellez GomezNo ratings yet
- Python Programming Lab ManualDocument63 pagesPython Programming Lab ManualCSE DEPT CMRTCNo ratings yet
- Ramakanth Layout Engineer 7yearsDocument3 pagesRamakanth Layout Engineer 7yearsRamnath KiniNo ratings yet
- 2 PD FlowDocument82 pages2 PD Flownagabhairu anushaNo ratings yet
- RSA Sda17 18 Competition PackDocument28 pagesRSA Sda17 18 Competition Packあいうえお たつてとちNo ratings yet
- Mentor Handbook CMDocument36 pagesMentor Handbook CMVignesh RamalingamNo ratings yet
- SCADA Siemens HMI Design Masterclass-1Document12 pagesSCADA Siemens HMI Design Masterclass-1John Jairo MochaNo ratings yet
- Guide to Achieving 1 Pearl Rating for BuildingsDocument72 pagesGuide to Achieving 1 Pearl Rating for Buildingswaboucha100% (2)
- Evaluating OD Interventions CH# 9Document23 pagesEvaluating OD Interventions CH# 9SOHAIL TARIQNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- Mastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressFrom EverandMastering Autodesk Inventor 2014 and Autodesk Inventor LT 2014: Autodesk Official PressRating: 5 out of 5 stars5/5 (1)
- SolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)From EverandSolidWorks 2015 Learn by doing-Part 2 (Surface Design, Mold Tools, and Weldments)Rating: 4.5 out of 5 stars4.5/5 (5)
- Autodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersFrom EverandAutodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersNo ratings yet
- Beginning AutoCAD® 2020 Exercise WorkbookFrom EverandBeginning AutoCAD® 2020 Exercise WorkbookRating: 2.5 out of 5 stars2.5/5 (3)
- Autodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersFrom EverandAutodesk Inventor 2020: A Power Guide for Beginners and Intermediate UsersNo ratings yet
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.From EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.No ratings yet
- The Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsFrom EverandThe Geometrical Tolerancing Desk Reference: Creating and Interpreting ISO Standard Technical DrawingsRating: 4.5 out of 5 stars4.5/5 (10)