You might also like
- Training JH PillarDocument41 pagesTraining JH PillarSelvamNo ratings yet
- Final Report TPM PartDocument16 pagesFinal Report TPM PartNikita AwasthiNo ratings yet
- 3.10.5 Shop Floor (Gemba) Examples of Walk Around and Dialogue ActivitiesDocument12 pages3.10.5 Shop Floor (Gemba) Examples of Walk Around and Dialogue ActivitieskearnjNo ratings yet
- Green Belt Course ManualDocument34 pagesGreen Belt Course ManualKaranShinde100% (1)
- Modern Guide Standard Work DozukiDocument30 pagesModern Guide Standard Work Dozukisteved_43No ratings yet
- Improve Business Competitiveness through KK MethodologyDocument4 pagesImprove Business Competitiveness through KK MethodologyRishabh JainNo ratings yet
- Kaizen PDFDocument74 pagesKaizen PDFKaushik BiswasNo ratings yet
- Mistake Proofing and Poka-YokeDocument75 pagesMistake Proofing and Poka-YokeadamNo ratings yet
- Process Improvement in Casting Through Defect Minimization A Case Study1 PDFDocument7 pagesProcess Improvement in Casting Through Defect Minimization A Case Study1 PDFTarun ChakrabortyNo ratings yet
- Step by step guide to focused improvement implementationDocument22 pagesStep by step guide to focused improvement implementationSatya Prakash BarikNo ratings yet
- QC Story BlankDocument22 pagesQC Story BlankSenthil KumarNo ratings yet
- Plant Wellness Way Book Process2-Order by Importance PDFDocument48 pagesPlant Wellness Way Book Process2-Order by Importance PDFrbdubey2020No ratings yet
- Manufacturing Process AssignmentDocument9 pagesManufacturing Process AssignmentSaad Ur Rehman0% (1)
- Step 0 and 1 Management Part 1Document14 pagesStep 0 and 1 Management Part 1murilocabriniNo ratings yet
- Le Kaizen: or Continuous ImprovementDocument54 pagesLe Kaizen: or Continuous ImprovementfetNo ratings yet
- Kaizen - Esp02 221B4 DamperDocument4 pagesKaizen - Esp02 221B4 DamperRakesh Kumar Singh (Phase 1B)No ratings yet
- TPM Kick-Off: Newsletter From CII TPM Club IndiaDocument6 pagesTPM Kick-Off: Newsletter From CII TPM Club IndiaNarendran100% (1)
- Concept Diagram - STD TemplateDocument5 pagesConcept Diagram - STD TemplatePalani KumarNo ratings yet
- 7QC Tools - Training WorkshopDocument10 pages7QC Tools - Training Workshopb-consultant960No ratings yet
- Teppi Tevet College Apply 3S: KaizenDocument60 pagesTeppi Tevet College Apply 3S: KaizenPunitha Paul0% (1)
- b2 1 AndoDocument60 pagesb2 1 AndoSudhagarNo ratings yet
- Design FMEA 2-Day Workshop by TetrahedronDocument2 pagesDesign FMEA 2-Day Workshop by TetrahedrontetrahedronNo ratings yet
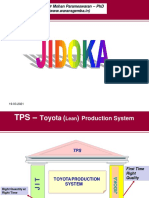
- TPS and Lean ProductionDocument18 pagesTPS and Lean ProductionMikey ChuaNo ratings yet
- SWOT - v1Document79 pagesSWOT - v1Alpha Excellence consultingNo ratings yet
- 01.sundram Fasteners LTDDocument60 pages01.sundram Fasteners LTDTapash Kumar PalNo ratings yet
- Chromatography Solution: 5S AuditDocument3 pagesChromatography Solution: 5S Auditabhijit612No ratings yet
- Cost of Quality: Understanding Prevention & Failure CostsDocument4 pagesCost of Quality: Understanding Prevention & Failure CostsnowsheenbdNo ratings yet
- Week 7 - Adaptable Kanban System Maintains JIT ProductionDocument36 pagesWeek 7 - Adaptable Kanban System Maintains JIT ProductionQuynh Chau TranNo ratings yet
- 7.1.3.1 - Manufacturing Risk AssessmentDocument4 pages7.1.3.1 - Manufacturing Risk AssessmentPrakash kumarTripathiNo ratings yet
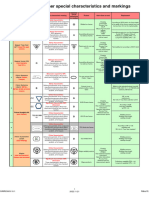
- Customer Special CharacteristicsDocument1 pageCustomer Special Characteristicspundhir12898No ratings yet
- Week 3 Stability 5S TPMDocument66 pagesWeek 3 Stability 5S TPMQuynh Chau TranNo ratings yet
- Apply The E.C.R.S. Technique and Identify Improvement Actions: Creation of A Transport KitDocument1 pageApply The E.C.R.S. Technique and Identify Improvement Actions: Creation of A Transport KitRahul RawatNo ratings yet
- KAIZEN: A Case Study in Small Scale OrganizationsDocument4 pagesKAIZEN: A Case Study in Small Scale OrganizationsijsretNo ratings yet
- Qad Wi - MPPLDocument22 pagesQad Wi - MPPLKaran Malhi100% (1)
- Ability Check SheetDocument9 pagesAbility Check Sheetravindra191274No ratings yet
- J I D O K A - RevisitedDocument45 pagesJ I D O K A - RevisitedmagudeeshNo ratings yet
- Chapter 10. Initial Flow Control ManualDocument10 pagesChapter 10. Initial Flow Control ManualVivek KumarNo ratings yet
- Storm QCC: Welcomes You All For Our Second Project PresentationDocument89 pagesStorm QCC: Welcomes You All For Our Second Project Presentationapi-19901822100% (1)
- Review On Forging Defects in Brass ComponentsDocument7 pagesReview On Forging Defects in Brass ComponentsIJRASETPublicationsNo ratings yet
- Activity BoardDocument3 pagesActivity BoardluxgmNo ratings yet
- Kaizen 5W 1H PDFDocument20 pagesKaizen 5W 1H PDFSUBA NANTINI A/P M.SUBRAMANIAMNo ratings yet
- Lecture 06 Value Engineering ConceptsDocument13 pagesLecture 06 Value Engineering ConceptsVimal GuptaNo ratings yet
- World Class Manufacturing: SR - No Description Option1 Option2 Option3 Option4 ADocument11 pagesWorld Class Manufacturing: SR - No Description Option1 Option2 Option3 Option4 AKrish KrishNo ratings yet
- JH PPT 18.12.20Document46 pagesJH PPT 18.12.20MAngesh Gade0% (1)
- 7 Steps to Autonomous MaintenanceDocument24 pages7 Steps to Autonomous MaintenancePanch BNo ratings yet
- 5 WhyDocument13 pages5 WhyPeter SzógaNo ratings yet
- GM 1927 36 Quality System Basic Marzo 2009 Lpas PDFDocument26 pagesGM 1927 36 Quality System Basic Marzo 2009 Lpas PDFmedi38No ratings yet
- Quanta QCC Kiran AssemblyDocument47 pagesQuanta QCC Kiran Assemblygvrr1954No ratings yet
- 03 Knowledge Sharing 7 QC ToolsDocument107 pages03 Knowledge Sharing 7 QC Toolsravi javaliNo ratings yet
- Quality ObjectivesDocument1 pageQuality ObjectivesManu SharmaNo ratings yet
- 5S+ 1 Review BoardDocument1 page5S+ 1 Review BoardAhmed HassanNo ratings yet
- Achieving Quality Maintenance Through a 10-Step ApproachDocument49 pagesAchieving Quality Maintenance Through a 10-Step ApproachMAngesh GadeNo ratings yet
- 7qc Tools ExplanationDocument64 pages7qc Tools ExplanationRajNo ratings yet
- TPM Pillar Basic Knowledge ImprovementDocument1 pageTPM Pillar Basic Knowledge ImprovementGiö GdlNo ratings yet
- What is OEEDocument33 pagesWhat is OEERoshan YaduwanshiNo ratings yet
- Role of Planned Maintenance in TPM ImplementationDocument58 pagesRole of Planned Maintenance in TPM ImplementationImamRNNo ratings yet
- VSM Exercise for Vinayaka Engineering: Improve Production ProcessDocument1 pageVSM Exercise for Vinayaka Engineering: Improve Production ProcessJacob EdwardsNo ratings yet
- COPQ TrackerDocument2 pagesCOPQ Trackergopalranjan_2000939No ratings yet
- 8D PROCESS FOR ROOT CAUSE ANALYSISDocument19 pages8D PROCESS FOR ROOT CAUSE ANALYSISAlineMeirelesNo ratings yet
- 1097 DDRDocument39 pages1097 DDRapi-352243139No ratings yet
- TQM & QCC Handbook Vol-2Document132 pagesTQM & QCC Handbook Vol-2xavear100% (42)
- TQM & QCC Handbook Vol-2Document132 pagesTQM & QCC Handbook Vol-2xavear100% (42)
- Juran Trilogy 1986Document9 pagesJuran Trilogy 1986Ponnuswamy pkNo ratings yet
- Stitch TypesDocument4 pagesStitch TypesJeffry Junkeer83% (12)
- Selecting The Right SPI 2-5-10Document4 pagesSelecting The Right SPI 2-5-10bawaneatulNo ratings yet
- Minimizing Seam Puckering On Stretch Woven Fabrics: Technical BulletinDocument3 pagesMinimizing Seam Puckering On Stretch Woven Fabrics: Technical BulletinVenkatesh GogineniNo ratings yet
- Estimating Thread Consumption 2-4-10Document4 pagesEstimating Thread Consumption 2-4-10Nishkarsh MauryaNo ratings yet
- Our Local Expert For East Devon 2013-14Document19 pagesOur Local Expert For East Devon 2013-14Nick Hall0% (1)
- Caterpillar 950G Series IIDocument28 pagesCaterpillar 950G Series IIMhd100% (2)
- MKT203 Marketing Mix Management End-of-Course AssessmentDocument9 pagesMKT203 Marketing Mix Management End-of-Course AssessmentJeffrey KohNo ratings yet
- Cover Letter MechanicDocument1 pageCover Letter MechanicJoy RosareNo ratings yet
- Working Capital MahindraDocument90 pagesWorking Capital Mahindrabhagathnagar50% (2)
- Tata Group IntroductionDocument5 pagesTata Group IntroductionMukesh Manwani100% (1)
- Athena Je European PistonsDocument45 pagesAthena Je European Pistonsgume pesaNo ratings yet
- Marketing Project MRF Tyres - Passenger CarsDocument15 pagesMarketing Project MRF Tyres - Passenger CarsPriyanka PuthranNo ratings yet
- Maruti - 4MDocument148 pagesMaruti - 4MPlant Head Prasad80% (5)
- Berry - Third Amended PetitionDocument87 pagesBerry - Third Amended PetitionDavid KassabNo ratings yet
- FINAL Tesla CompanyDocument9 pagesFINAL Tesla Companystephen changayaNo ratings yet
- Hyundai HRMDocument23 pagesHyundai HRMvigneshg2013100% (1)
- Asme B32.5Document8 pagesAsme B32.5mriveraNo ratings yet
- 02 2 Powertrain TransmissionDocument40 pages02 2 Powertrain TransmissionGianfranco Marcelo Rafael Paredes100% (4)
- Rent-A-Car ContractDocument2 pagesRent-A-Car ContractMoshiur Rahman0% (1)
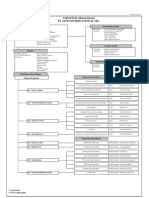
- Struktur Astra BahasaDocument3 pagesStruktur Astra BahasaMayaKusumawatiWijayaNo ratings yet
- Definite Purpose Contactors & Starters 35-1: February 2007Document55 pagesDefinite Purpose Contactors & Starters 35-1: February 2007Tibor DanielNo ratings yet
- Ford Company ProfileDocument4 pagesFord Company ProfileCatalina VasileNo ratings yet
- Miller SafEscape ELITE Rescue Descent Device - AUSDocument6 pagesMiller SafEscape ELITE Rescue Descent Device - AUSAdnan KunicNo ratings yet
- 65RFE 6L80E Tcra Diagnosing Results TCRA 2016: AND Technical Insight From With Consistent Don'T MissDocument68 pages65RFE 6L80E Tcra Diagnosing Results TCRA 2016: AND Technical Insight From With Consistent Don'T Missbyungchul kim100% (1)
- C15, C18 and C27 Engines LEHR8068-01Document4 pagesC15, C18 and C27 Engines LEHR8068-01costy_trans100% (1)
- Sil 29-066 PDFDocument27 pagesSil 29-066 PDFblutonguyen0% (1)
- Welcome To Luxury ProductsDocument34 pagesWelcome To Luxury ProductsHananAhmedNo ratings yet
- Automotive Industry in CanadaDocument13 pagesAutomotive Industry in Canadacoolaks30No ratings yet
- Technical Specification Boltec EC 9851 2893 01 Tcm835-3527541Document4 pagesTechnical Specification Boltec EC 9851 2893 01 Tcm835-3527541walterloliNo ratings yet
- Differential CaseDocument5 pagesDifferential CaseOmar Jayson Siao VallejeraNo ratings yet
- Ngk-Spark Plug - Ruthenium PDFDocument2 pagesNgk-Spark Plug - Ruthenium PDFPradeep Kumar SwarnkarNo ratings yet
- Ford Mondeo - Case Study AnalisysDocument42 pagesFord Mondeo - Case Study Analisyskanishk029100% (2)
- MRFDocument42 pagesMRFfaraz_005No ratings yet
- Diagnosis and Testing: Automatic Transmission (Automatic Shifting Manual Transmission/Transaxle)Document60 pagesDiagnosis and Testing: Automatic Transmission (Automatic Shifting Manual Transmission/Transaxle)GabrielNo ratings yet