You might also like
- Field Inspection Procedure For Used GPDS Connections Revision 03 PDFDocument3 pagesField Inspection Procedure For Used GPDS Connections Revision 03 PDFJohn Dolan0% (1)
- Tubular Inspection Sheet - 2021-001 Part 2Document2 pagesTubular Inspection Sheet - 2021-001 Part 2Aldrin Hernandez100% (2)
- AMOSCO Tubular Inspection ServicesDocument14 pagesAMOSCO Tubular Inspection ServiceskoushkiNo ratings yet
- Field inspection criteria for Fox thread connectionsDocument5 pagesField inspection criteria for Fox thread connectionsJoseph MidouNo ratings yet
- Sub-Spec 023 - Tenaris DSTJ, WT™Document4 pagesSub-Spec 023 - Tenaris DSTJ, WT™Josue FishNo ratings yet
- OCTG Method InspectionDocument24 pagesOCTG Method InspectionAdi Gunawan100% (2)
- Cementing Tools: General RequirementsDocument4 pagesCementing Tools: General Requirementsislam atifNo ratings yet
- OCTG Piping Inspection MethodsDocument26 pagesOCTG Piping Inspection MethodsAli HashimNo ratings yet
- TubestarDocument29 pagesTubestarPernando Saga100% (1)
- 02 - FIP CT M PC 10.2 2009feb11 ExtDocument4 pages02 - FIP CT M PC 10.2 2009feb11 ExtKarla HernandezNo ratings yet
- Jsa TubularDocument2 pagesJsa TubularRonniNo ratings yet
- Iso - Work - Instructions-For Rotary Shouldered Connection PDFDocument124 pagesIso - Work - Instructions-For Rotary Shouldered Connection PDFAnonymous xhzy2K99Og100% (1)
- Inspection Capabilities - 2016Document4 pagesInspection Capabilities - 2016muhamadrafie1975No ratings yet
- Irata, NDT, Inspection EngineerDocument5 pagesIrata, NDT, Inspection EngineerryangillespieNo ratings yet
- NS 2 PDFDocument188 pagesNS 2 PDFPrimelift Safety Resources Limited100% (1)
- Tapered Thread Inspection for Tubing, Casing & PipeDocument1 pageTapered Thread Inspection for Tubing, Casing & PipeTulio WeverNo ratings yet
- Sicc Ac CP 01 Snttc1aDocument15 pagesSicc Ac CP 01 Snttc1aEnrique Campos CannavaroNo ratings yet
- EMI Buggy Cal 5Document2 pagesEMI Buggy Cal 5John DolanNo ratings yet
- TenarisConfab Overview 20130514 PDFDocument42 pagesTenarisConfab Overview 20130514 PDFThiago BarcelosNo ratings yet
- DS-1 Volume 4 Addendum PDFDocument15 pagesDS-1 Volume 4 Addendum PDFMuhammad Bilal KhattakNo ratings yet
- Thread InspectionDocument41 pagesThread InspectionAhmed MushtaqNo ratings yet
- Receipt Inspection NS2A4Document11 pagesReceipt Inspection NS2A4islam atifNo ratings yet
- OCTG Running and Pulling TpsDocument11 pagesOCTG Running and Pulling Tpskaveh-bahiraeeNo ratings yet
- 01 - Field Inspection Procedure For Used uLTIMATE™ Extreme™ Torque Connections (uXT™) PC-17 PDFDocument5 pages01 - Field Inspection Procedure For Used uLTIMATE™ Extreme™ Torque Connections (uXT™) PC-17 PDFKarla HernandezNo ratings yet
- Casing and Tubing Crossovers: ScopeDocument4 pagesCasing and Tubing Crossovers: Scopeislam atifNo ratings yet
- XLC-S Connector - Product SheetDocument1 pageXLC-S Connector - Product SheetulasNo ratings yet
- Visual SL APEXDocument3 pagesVisual SL APEXOscar Gomez Gonzalez100% (1)
- Leopard General and in Stal Tion InformationDocument18 pagesLeopard General and in Stal Tion InformationChandrasekhar SonarNo ratings yet
- DS1 Standards DP BHADocument3 pagesDS1 Standards DP BHAGeotag100% (1)
- Field inspection criteria for JFEBEAR threaded connectionsDocument5 pagesField inspection criteria for JFEBEAR threaded connectionsGabriel Ibarra100% (2)
- EURL OSCO Oil Services Mud Motor Inspection ReportDocument1 pageEURL OSCO Oil Services Mud Motor Inspection ReportNadir Hallah100% (2)
- Manual TenarisDocument20 pagesManual TenarisMeco CullellNo ratings yet
- Welddefects 1 150818112900 Lva1 App6892Document50 pagesWelddefects 1 150818112900 Lva1 App6892Bhavani Prasad50% (2)
- TenarisHydril Wedge 563 RunningGuidelinesDocument16 pagesTenarisHydril Wedge 563 RunningGuidelinesDario JaimesNo ratings yet
- International Limited International Limited: JC JCDocument5 pagesInternational Limited International Limited: JC JCMichael OkwuwaNo ratings yet
- Api 4G PDFDocument12 pagesApi 4G PDFAluosh AluoshNo ratings yet
- Premium Connection SummaryOKDocument12 pagesPremium Connection SummaryOKnikhil_barshettiwatNo ratings yet
- Iso 269-2022-014 Rotary Table NDT Cat IV - Rev1Document1 pageIso 269-2022-014 Rotary Table NDT Cat IV - Rev1Durgham Adel EscanderNo ratings yet
- DS-1 Vol. 3 Table 2.1-2.2 Fig. 2.7 To 2.12Document11 pagesDS-1 Vol. 3 Table 2.1-2.2 Fig. 2.7 To 2.12Chandrasekhar Sonar100% (1)
- 7.1 Inspection TeamDocument70 pages7.1 Inspection TeamWalid BdeirNo ratings yet
- API5b Changes in 16th EditionDocument4 pagesAPI5b Changes in 16th EditionMostafa FikryNo ratings yet
- Casing and Tubing Inspection BasicsDocument15 pagesCasing and Tubing Inspection BasicsYousuf Memon100% (1)
- Arnco Hard Banding Specification Manual-Version 1Document53 pagesArnco Hard Banding Specification Manual-Version 1junk059033% (3)
- Octg (Casing & Tubing) - API 5ct Tubing LDocument4 pagesOctg (Casing & Tubing) - API 5ct Tubing LalizareiforoushNo ratings yet
- TenarisHydril Wedge 563 RunningGuidelines PDFDocument15 pagesTenarisHydril Wedge 563 RunningGuidelines PDFRuilin TanNo ratings yet
- X Over Wash Pipe FJWPDocument1 pageX Over Wash Pipe FJWPkhalilNo ratings yet
- NS-1 Sub-Spec 90 Dimensional Inspection StandardsDocument9 pagesNS-1 Sub-Spec 90 Dimensional Inspection StandardsWHWENNo ratings yet
- API 4G - Cat 3 and 4 RequirementDocument1 pageAPI 4G - Cat 3 and 4 RequirementMurali SambandanNo ratings yet
- LG5002 OpsDocument20 pagesLG5002 OpsRSR_2K5364No ratings yet
- SOP-4-Making Up & Break Out BHADocument8 pagesSOP-4-Making Up & Break Out BHADQE040 HSSENo ratings yet
- Quality Docs DEP 17 0803Document7 pagesQuality Docs DEP 17 0803Edwin MPNo ratings yet
- NOV Grant Prideco Drilling Connection Inspection GuideDocument4 pagesNOV Grant Prideco Drilling Connection Inspection GuidetheinmoeNo ratings yet
- FIP XT XTM PC 9.9 2009feb11 ExtDocument5 pagesFIP XT XTM PC 9.9 2009feb11 ExtSAntiago MorenoNo ratings yet
- Oil India Tender for Supply of Drill PipesDocument13 pagesOil India Tender for Supply of Drill Pipesifebrian100% (1)
- Ripen Offshore Calmbuoy Cleaning and Painting Works ProcedureDocument6 pagesRipen Offshore Calmbuoy Cleaning and Painting Works ProcedureAdamu Jebo100% (1)
- Ves 5145 R3Document10 pagesVes 5145 R3danikakaNo ratings yet
- NAPCA CoaltarDocument6 pagesNAPCA CoaltarminhnnNo ratings yet
- #1027 Primer CoatingDocument6 pages#1027 Primer CoatingChairul AnwarNo ratings yet
- InternalPainting PDFDocument9 pagesInternalPainting PDFPhilip LonerganNo ratings yet
- UG PIPING COATINGDocument10 pagesUG PIPING COATINGcloud23No ratings yet
- Calibration Certificate: Page 1 / 1Document1 pageCalibration Certificate: Page 1 / 1Eduard GadzhievNo ratings yet
- INSP - 002 - Second - Party - Inspection - Report Version 3.0Document5 pagesINSP - 002 - Second - Party - Inspection - Report Version 3.0Eduard GadzhievNo ratings yet
- 2018-07-26 Repsol Malaysia - Rigless - OSC - SLB Dubai - MM - Report FinalDocument20 pages2018-07-26 Repsol Malaysia - Rigless - OSC - SLB Dubai - MM - Report FinalEduard GadzhievNo ratings yet
- Calibration Certificate: Page 1 / 1Document1 pageCalibration Certificate: Page 1 / 1Eduard Gadzhiev0% (1)
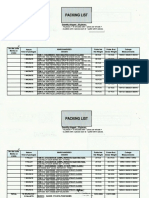
- Packing Lis1I: - 16 Pieces 16 W/crates With 1 Piece Per W/crate +Document3 pagesPacking Lis1I: - 16 Pieces 16 W/crates With 1 Piece Per W/crate +Eduard GadzhievNo ratings yet
- S. No. Particular: Consultant Name: Eduard GadzhievDocument3 pagesS. No. Particular: Consultant Name: Eduard GadzhievEduard GadzhievNo ratings yet
- FO-GL-HAL-IEM-EQP-915 - (Slings, Rigging Hardware and Below-the-Hook Lifting Devices Register)Document35 pagesFO-GL-HAL-IEM-EQP-915 - (Slings, Rigging Hardware and Below-the-Hook Lifting Devices Register)Eduard GadzhievNo ratings yet
- Validate and Execute CPI Halliburton Management SystemDocument7 pagesValidate and Execute CPI Halliburton Management SystemEduard GadzhievNo ratings yet
- Flash Report #01: Industry & Facilities DivisionDocument4 pagesFlash Report #01: Industry & Facilities DivisionEduard GadzhievNo ratings yet
- 6A Errata2Document1 page6A Errata2Eduard GadzhievNo ratings yet
- PSL Audit Reports and LocationsDocument1 pagePSL Audit Reports and LocationsEduard GadzhievNo ratings yet
- API Q2 - Audit ChecklistDocument43 pagesAPI Q2 - Audit ChecklistBHUSHAN100% (4)
- Background Verification Form: Employer - 1Document2 pagesBackground Verification Form: Employer - 1Eduard GadzhievNo ratings yet
- WM-GL-HAL-MM-302 - (Quality Notifications (Q-Notes) )Document4 pagesWM-GL-HAL-MM-302 - (Quality Notifications (Q-Notes) )Eduard GadzhievNo ratings yet
- BGAS Grade 2 PaintingDocument57 pagesBGAS Grade 2 PaintingNiranjan khatuaNo ratings yet
- 6A Errata1Document1 page6A Errata1Eduard GadzhievNo ratings yet
- BSD-GL-HAL-HMS-100 - (Terms & Definitions)Document42 pagesBSD-GL-HAL-HMS-100 - (Terms & Definitions)Eduard GadzhievNo ratings yet
- Flange Rings and BoltsDocument1 pageFlange Rings and BoltsEduard GadzhievNo ratings yet
- Airline Reservation Request Form: Abu DhabiDocument1 pageAirline Reservation Request Form: Abu DhabiEduard GadzhievNo ratings yet
- Api Spec 6A, 16A, 17D and Mss Flange Gasket, Bolt and Torque Reference ChartDocument13 pagesApi Spec 6A, 16A, 17D and Mss Flange Gasket, Bolt and Torque Reference ChartEduardNo ratings yet
- 6A Errata1Document1 page6A Errata1Eduard GadzhievNo ratings yet
- EGYWELLS-WP-007 - Annulus Operation and Integrity ProcedureDocument10 pagesEGYWELLS-WP-007 - Annulus Operation and Integrity ProcedureEduard GadzhievNo ratings yet
- Date of Issue: June 2006 Affected Publication: API Specification 6A, Specification For Wellhead and Christmas TreeDocument1 pageDate of Issue: June 2006 Affected Publication: API Specification 6A, Specification For Wellhead and Christmas TreeEduard GadzhievNo ratings yet
- Drill Pipe ManDocument46 pagesDrill Pipe ManMohamed SaeedNo ratings yet
- EGYWELLS-WP-008 - Low CITHP Well SSSV TestingDocument4 pagesEGYWELLS-WP-008 - Low CITHP Well SSSV TestingEduard GadzhievNo ratings yet
- EGYWELLS-WP-009 - Water Injection Valve TestingDocument5 pagesEGYWELLS-WP-009 - Water Injection Valve TestingEduard GadzhievNo ratings yet
- Drilling Problem Solvers & Enforcers Field Technicians Engineering Training Software BooksDocument1 pageDrilling Problem Solvers & Enforcers Field Technicians Engineering Training Software BooksEduardNo ratings yet
- EGYWELLS-WP-003 - Emergency ResponseDocument6 pagesEGYWELLS-WP-003 - Emergency ResponseEduard GadzhievNo ratings yet
- EGYWELLS-WP-001 - Change Control ProcedureDocument9 pagesEGYWELLS-WP-001 - Change Control ProcedureEduard GadzhievNo ratings yet
- MODocument10 pagesMOMark Libo-onNo ratings yet
- DPR of PaushDocument16 pagesDPR of PaushAnonymous 1nsq38LqxbNo ratings yet
- Effect of powder properties and storage conditions on the flowability of milk powdersDocument10 pagesEffect of powder properties and storage conditions on the flowability of milk powdersTháila PimentelNo ratings yet
- 1) State-Of-The-Art of Surface Integrity Induced by Tool Wear EffectsDocument32 pages1) State-Of-The-Art of Surface Integrity Induced by Tool Wear Effectsnishanth124acharyaNo ratings yet
- What is the Rebound Hammer TestDocument8 pagesWhat is the Rebound Hammer TestEvello MercanoNo ratings yet
- Phetrofigisg Pages 113 140Document28 pagesPhetrofigisg Pages 113 140UncabresNo ratings yet
- Welding Galvanized SteelDocument6 pagesWelding Galvanized SteelmperelmuterNo ratings yet
- Gas Book EnglishDocument84 pagesGas Book EnglishJamarNo ratings yet
- Biodiesel Production in Nigeria Using Cocoa Pod Ash As A Catalyst BaseDocument4 pagesBiodiesel Production in Nigeria Using Cocoa Pod Ash As A Catalyst BaseInternational Journal of Science and Engineering InvestigationsNo ratings yet
- Materials & Finishes Catalog 2014Document32 pagesMaterials & Finishes Catalog 2014Constructora MAS100% (2)
- UV-Curing Coatings: A Concise OverviewDocument10 pagesUV-Curing Coatings: A Concise OverviewIsmail BayraktarNo ratings yet
- Technical Data Sheet: 4 January 2010Document3 pagesTechnical Data Sheet: 4 January 2010TinasheNo ratings yet
- Bridge Crane Load CalculationDocument20 pagesBridge Crane Load Calculationcadsultan100% (2)
- Brick PropertiesDocument6 pagesBrick Propertiesswathia09No ratings yet
- Z-ABS Material Safety Data Sheet-1 PDFDocument7 pagesZ-ABS Material Safety Data Sheet-1 PDFLaurentiu-Florin MosinoiuNo ratings yet
- Hardness Tests ExplainedDocument15 pagesHardness Tests ExplainedHossam SallamNo ratings yet
- Incho11 QP Previous Year Question Papers of Indian National Chemistry Olympiad (INChO)Document32 pagesIncho11 QP Previous Year Question Papers of Indian National Chemistry Olympiad (INChO)Akshay PandeyNo ratings yet
- Class 6 ICSE Chemistry Sample Paper Set 1Document3 pagesClass 6 ICSE Chemistry Sample Paper Set 1Sunaina RawatNo ratings yet
- Angle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesDocument14 pagesAngle Style, Pressure Relief Valves For Steam, Gas, and Liquid ServicesCHRISTIAN ZAVALANo ratings yet
- Back Titration TechniqueDocument31 pagesBack Titration TechniquenaomiNo ratings yet
- Test Sieves Kumar BrandDocument1 pageTest Sieves Kumar BrandKOOL KINGNo ratings yet
- DAXXXDocument11 pagesDAXXXMichael WoodNo ratings yet
- Determination of Creep Compliance of Asphalt ConcreteDocument11 pagesDetermination of Creep Compliance of Asphalt ConcreteLoyda MarcelaNo ratings yet
- Ariston Water HeaterDocument2 pagesAriston Water HeaterRaghu RamanNo ratings yet
- De SaltersDocument15 pagesDe SaltersMuhammad Arslaan100% (2)
- Chem12 C1101 SRVSDocument3 pagesChem12 C1101 SRVSAhmad asaNo ratings yet
- Quality & Lab Equipment ListingDocument60 pagesQuality & Lab Equipment ListingVishal Pratap SinghNo ratings yet
- Drilling NotesDocument72 pagesDrilling NotesAshraf Shawn MCcarthyNo ratings yet
- CompactionGroutingAugust2007 FINALDocument122 pagesCompactionGroutingAugust2007 FINALCarlos Rafael Obregón MimbelaNo ratings yet
- D4206Document4 pagesD4206saifullah629No ratings yet