You might also like
- Case - Grace Castings - Contemplating Backward IntegrationDocument16 pagesCase - Grace Castings - Contemplating Backward IntegrationPREMAGURU BASKARAN100% (1)
- Internship Report On Ifortis Corporate (1) TodayDocument76 pagesInternship Report On Ifortis Corporate (1) TodayHappy Jain67% (6)
- Plant LayoutDocument15 pagesPlant LayoutVaibhav Vithoba Naik89% (9)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- Erp SystemDocument104 pagesErp SystemYasserNo ratings yet
- 1.2 PLant LayoutDocument64 pages1.2 PLant LayoutAditya MakwanaNo ratings yet
- Plant Layout FactorsDocument10 pagesPlant Layout FactorspriyaNo ratings yet
- Chapter 1Document21 pagesChapter 1ieman najmiNo ratings yet
- 5facility Layout PlanningDocument14 pages5facility Layout PlanningAman SinghNo ratings yet
- Types of Layout-PPCDocument14 pagesTypes of Layout-PPCPrajwal RahangdaleNo ratings yet
- OM Chapter 03 DR B DayalDocument44 pagesOM Chapter 03 DR B DayalMebre WelduNo ratings yet
- PPC-Lec-4-Plant LayoutDocument6 pagesPPC-Lec-4-Plant LayoutRakib100% (1)
- 02-2 Plant Layout & Piping SystemDocument10 pages02-2 Plant Layout & Piping SystemLady Abegail AbraoNo ratings yet
- Plant or Facility LayoutDocument9 pagesPlant or Facility LayoutKelvin mwaiNo ratings yet
- Summary Cbmec 3 FinalizeDocument13 pagesSummary Cbmec 3 FinalizedigoyticketingNo ratings yet
- Chapter Four Layout Planning 4-1-IntroductionDocument21 pagesChapter Four Layout Planning 4-1-IntroductionChandra JayaNo ratings yet
- 02-2 Plant Layout & Piping SystemDocument10 pages02-2 Plant Layout & Piping SystemJhoann CastroNo ratings yet
- Unit Iii Plant LayoutDocument3 pagesUnit Iii Plant LayoutHIMANSHU DARGANNo ratings yet
- Lesson 7 - Maintenance ManagementDocument28 pagesLesson 7 - Maintenance ManagementJacques OsmeñaNo ratings yet
- Functions and Activities in Facilities DesignDocument4 pagesFunctions and Activities in Facilities DesignwxvNo ratings yet
- 2.2 Plant LayoutDocument27 pages2.2 Plant LayoutUjjwal TripathiNo ratings yet
- Bab Ii Landasan Teori 2.1 Pengertian Tata Letak Pabrik Atau Perancangan FasilitasDocument15 pagesBab Ii Landasan Teori 2.1 Pengertian Tata Letak Pabrik Atau Perancangan FasilitassudartoyoNo ratings yet
- Unit:3 Plant Layout and Material HandlingDocument14 pagesUnit:3 Plant Layout and Material HandlingKhushboo JariwalaNo ratings yet
- Layout 3Document16 pagesLayout 3lemaitinhNo ratings yet
- Chapter-3 PlantlayoutDocument68 pagesChapter-3 PlantlayoutsrikantushaNo ratings yet
- Wa0011.Document8 pagesWa0011.RajeshNo ratings yet
- Chapter 7 Labor StrategiesDocument20 pagesChapter 7 Labor StrategiesJervie AntonioNo ratings yet
- Class 12 - (Facility Layout)Document11 pagesClass 12 - (Facility Layout)Amna FaisalNo ratings yet
- Performance Issues in Operations Management: A SAP-LAP AnalysisDocument5 pagesPerformance Issues in Operations Management: A SAP-LAP AnalysisVishnu RajNo ratings yet
- Plant Layout Types & Process Layout ExplainedDocument21 pagesPlant Layout Types & Process Layout ExplainedRabbiya GhulamNo ratings yet
- Quiz 1: Answer Any 2. (Group A) : Get204 - Manufacturing Technology/Workshop PracticeDocument19 pagesQuiz 1: Answer Any 2. (Group A) : Get204 - Manufacturing Technology/Workshop PracticeIsa AbubakarNo ratings yet
- Plant Layout TelsangDocument10 pagesPlant Layout TelsangKhushi SalgaonkarNo ratings yet
- Module 3.1 LayoutDocument8 pagesModule 3.1 LayoutStudent WorldNo ratings yet
- Cbmec1 M13 MonDocument5 pagesCbmec1 M13 Monilalimngputingilaw3No ratings yet
- 1613938959om Module 2 Plant Layout Principles of Layout Product and ProcesDocument6 pages1613938959om Module 2 Plant Layout Principles of Layout Product and Procesjuhy vincentNo ratings yet
- Factors Influencing Plant LayoutDocument10 pagesFactors Influencing Plant LayoutKaushal PatelNo ratings yet
- Module 1 Assignment in Facilities and Planning DesignDocument6 pagesModule 1 Assignment in Facilities and Planning DesignIvan AlmendrasNo ratings yet
- Module 2 3Document2 pagesModule 2 3JAE LOUISE DE ROXASNo ratings yet
- Layout Plant PDFDocument1 pageLayout Plant PDFswarupNo ratings yet
- 05facility LayoutDocument31 pages05facility LayoutDivya ShindeNo ratings yet
- Module 2 - Factors Affecting Facility LayoutDocument5 pagesModule 2 - Factors Affecting Facility LayoutNECIE JOY LUNARIONo ratings yet
- Facility Layout: Objectives of A Good LayoutDocument31 pagesFacility Layout: Objectives of A Good LayoutpandalocalNo ratings yet
- MANAGEMENT5 SCIENCE Unit 3Document9 pagesMANAGEMENT5 SCIENCE Unit 3Pavan KumarNo ratings yet
- Cbmec1 M13 WedDocument5 pagesCbmec1 M13 Wedilalimngputingilaw3No ratings yet
- PLMH Notes PDFDocument78 pagesPLMH Notes PDFRossi AghdaNo ratings yet
- Plant Layout Operation ManagementDocument7 pagesPlant Layout Operation ManagementKAPIL VARSHNEYNo ratings yet
- Chapter ThreeDocument60 pagesChapter ThreeEndashaw YohannesNo ratings yet
- Facility Location & LayoutDocument22 pagesFacility Location & LayoutHeavy Gunner86% (7)
- PLMH NotesDocument78 pagesPLMH NotesbagumaNo ratings yet
- Plant Layout and Material Handling NotesDocument78 pagesPlant Layout and Material Handling NotesAustin Edwin100% (1)
- LayoutDocument22 pagesLayoutNitin KarnkaleNo ratings yet
- What Is A Plant LayoutDocument3 pagesWhat Is A Plant LayoutMr BrokenNo ratings yet
- 20201019-Plant Layout and Material HandlingDocument78 pages20201019-Plant Layout and Material HandlingRavi KumarNo ratings yet
- Objectives, Principles and Types of Plant LayoutDocument2 pagesObjectives, Principles and Types of Plant LayoutNeha ShahNo ratings yet
- Iare PLMHDocument145 pagesIare PLMHMuhammad Talha KhanNo ratings yet
- Pom 176Document3 pagesPom 176Mir OsailNo ratings yet
- Catanduanes State University course on maintenance and facilities layoutDocument5 pagesCatanduanes State University course on maintenance and facilities layoutLa GraciahNo ratings yet
- Mid-Term Assignmen, Group 2WF., Alaa AboualiDocument5 pagesMid-Term Assignmen, Group 2WF., Alaa AboualiAlaa AboaliNo ratings yet
- PROJECT REPORT ON Streamlining The Sewing Floor LayoutDocument44 pagesPROJECT REPORT ON Streamlining The Sewing Floor LayoutApurv Sinha100% (3)
- Plant LayoutDocument51 pagesPlant LayoutJAKAN100% (2)
- CH 2 Plant LayoutDocument28 pagesCH 2 Plant Layoutkebaman1986100% (1)
- Plant LayoutDocument9 pagesPlant LayoutkunjapNo ratings yet
- Layout Planning: BY: Mudit M. Saxena, Dept. of Mech. EnggDocument26 pagesLayout Planning: BY: Mudit M. Saxena, Dept. of Mech. EnggcjksdbvjkcsbNo ratings yet
- Practical Guide To Production Planning & Control [Revised Edition]From EverandPractical Guide To Production Planning & Control [Revised Edition]Rating: 1 out of 5 stars1/5 (1)
- Essential Calculus: Limits of Functions, RL1.1.1Document89 pagesEssential Calculus: Limits of Functions, RL1.1.1KUBAL MANOJ SHAMSUNDARNo ratings yet
- Lecture 1 ETZC434 1643542245618Document95 pagesLecture 1 ETZC434 1643542245618KUBAL MANOJ SHAMSUNDARNo ratings yet
- Engg ZC 242 Maintenance & Safety: BITS PilaniDocument8 pagesEngg ZC 242 Maintenance & Safety: BITS PilaniKUBAL MANOJ SHAMSUNDARNo ratings yet
- Essential Calculus: Continuity of Functions, RL1.1.2Document79 pagesEssential Calculus: Continuity of Functions, RL1.1.2KUBAL MANOJ SHAMSUNDARNo ratings yet
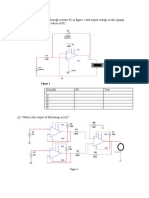
- Q.1: Calculate The Current Through Resistor R2 in Figure 1 and Output Voltage in This Opamp Circuit For Several Different Values of R2Document2 pagesQ.1: Calculate The Current Through Resistor R2 in Figure 1 and Output Voltage in This Opamp Circuit For Several Different Values of R2KUBAL MANOJ SHAMSUNDARNo ratings yet
- WILP ERP Registration ManualDocument20 pagesWILP ERP Registration ManualKUBAL MANOJ SHAMSUNDARNo ratings yet
- BITS Pilani: Plant Layouts and Design ETZC 424 - L 3Document36 pagesBITS Pilani: Plant Layouts and Design ETZC 424 - L 3KUBAL MANOJ SHAMSUNDARNo ratings yet
- BITS Pilani: Plant Layouts and Design ETZC 424 - L 5Document37 pagesBITS Pilani: Plant Layouts and Design ETZC 424 - L 5KUBAL MANOJ SHAMSUNDARNo ratings yet
- Quiz 2Document9 pagesQuiz 2KUBAL MANOJ SHAMSUNDARNo ratings yet
- Plant Layout Notes Chapter 4Document23 pagesPlant Layout Notes Chapter 4KUBAL MANOJ SHAMSUNDARNo ratings yet
- REMOTE PROCTORED LAB EXAM INSTRUCTIONSDocument13 pagesREMOTE PROCTORED LAB EXAM INSTRUCTIONSKUBAL MANOJ SHAMSUNDARNo ratings yet
- Plant Layout To Start A New Bank BranchDocument21 pagesPlant Layout To Start A New Bank BranchKUBAL MANOJ SHAMSUNDARNo ratings yet
- BITS Pilani: Plant Layouts and Design ETZC 424 - L 4Document34 pagesBITS Pilani: Plant Layouts and Design ETZC 424 - L 4KUBAL MANOJ SHAMSUNDARNo ratings yet
- ET ZC 424 - Plant Layout and Design - L1: BITS PilaniDocument25 pagesET ZC 424 - Plant Layout and Design - L1: BITS PilaniKUBAL MANOJ SHAMSUNDARNo ratings yet
- Plant Layout Notes Chapter 5Document18 pagesPlant Layout Notes Chapter 5KUBAL MANOJ SHAMSUNDARNo ratings yet
- BITS Pilani: Plant Layout and Design ETZC 424 - L2Document27 pagesBITS Pilani: Plant Layout and Design ETZC 424 - L2KUBAL MANOJ SHAMSUNDARNo ratings yet
- Virtual Lab-AFDEX: (Forging Simulation)Document28 pagesVirtual Lab-AFDEX: (Forging Simulation)KUBAL MANOJ SHAMSUNDARNo ratings yet
- Iare PLMHDocument145 pagesIare PLMHMuhammad Talha KhanNo ratings yet
- Plant LayoutDocument51 pagesPlant LayoutJAKAN100% (2)
- Plant Layout Notes Chapter 3Document14 pagesPlant Layout Notes Chapter 3KUBAL MANOJ SHAMSUNDARNo ratings yet
- Tutorial Submission FormatDocument5 pagesTutorial Submission FormatKUBAL MANOJ SHAMSUNDARNo ratings yet
- Plant Layout Notes Chapter 2Document10 pagesPlant Layout Notes Chapter 2KUBAL MANOJ SHAMSUNDARNo ratings yet
- Plant Layout Material Handling by Jntu Heroes 730a82 PDFDocument122 pagesPlant Layout Material Handling by Jntu Heroes 730a82 PDFEr. Ramji TripathiNo ratings yet
- REMOTE PROCTORED LAB EXAM INSTRUCTIONSDocument13 pagesREMOTE PROCTORED LAB EXAM INSTRUCTIONSKUBAL MANOJ SHAMSUNDARNo ratings yet
- Et ZC424 Course HandoutDocument5 pagesEt ZC424 Course HandoutKUBAL MANOJ SHAMSUNDARNo ratings yet
- Lab CalenderDocument1 pageLab CalenderKUBAL MANOJ SHAMSUNDARNo ratings yet
- Plant Layout Material HandlingDocument337 pagesPlant Layout Material HandlingReza Revian Widyatama100% (3)
- Helier PT QBDocument22 pagesHelier PT QBkingston100% (1)
- APQC-Knowledge Management Impact MeasurementDocument46 pagesAPQC-Knowledge Management Impact MeasurementjeandecourteNo ratings yet
- FORJADOS S.A. (100536) : No. 2019 678/CC/1 Rev.0 DTD 16 Apr 2019Document13 pagesFORJADOS S.A. (100536) : No. 2019 678/CC/1 Rev.0 DTD 16 Apr 2019claudio veas cortesNo ratings yet
- Supplier - Turnover - DocumentationDocument4 pagesSupplier - Turnover - DocumentationBrian MarinNo ratings yet
- L3 - Service Quality and Servqual ModelDocument21 pagesL3 - Service Quality and Servqual ModelDracarys YTNo ratings yet
- Gating and Risering PDFDocument16 pagesGating and Risering PDFpericharla ravivarmaNo ratings yet
- Outokumpu Machining Guidelines For Forta LDX2404Document2 pagesOutokumpu Machining Guidelines For Forta LDX2404chavico113No ratings yet
- Large Volume Metal Laser Sintering Production SystemDocument2 pagesLarge Volume Metal Laser Sintering Production SystemEduardo Rodríguez CobosNo ratings yet
- Jabu Mango Atchar Pickles A Case Study of Product Marketing StrategyDocument5 pagesJabu Mango Atchar Pickles A Case Study of Product Marketing StrategyMarjorie Dag-omNo ratings yet
- Module 2 ARS PCC - CVP, Absorption and Variable (Answers)Document6 pagesModule 2 ARS PCC - CVP, Absorption and Variable (Answers)Via Jean Lacsie100% (1)
- Marketing Strategy of Universal TribesDocument52 pagesMarketing Strategy of Universal TribesRohit Sharma100% (6)
- Module 7 Corporate Level StrategiesDocument18 pagesModule 7 Corporate Level StrategiesAlberto LiNo ratings yet
- Kellog Quality LectureDocument55 pagesKellog Quality Lecturedryan01No ratings yet
- Engaging Customers and Communicating Customer Value: Integrated Marketing Communication ToolsDocument18 pagesEngaging Customers and Communicating Customer Value: Integrated Marketing Communication ToolsElisabeth LoanaNo ratings yet
- Outokumpu Stainless Steel Bar Sizes and SpecificationsDocument2 pagesOutokumpu Stainless Steel Bar Sizes and SpecificationsAnasNo ratings yet
- Unit 3 Lean Manufacturing NotesDocument4 pagesUnit 3 Lean Manufacturing NotesPraval SaiNo ratings yet
- Sba Recommendation SamplesDocument4 pagesSba Recommendation SamplesPincianna WilliamsNo ratings yet
- Business Analysis TechniquesDocument25 pagesBusiness Analysis Techniquessaikumar selaNo ratings yet
- MKT312 Essentials of Marketing Research Section 2 Group 3 Topic: Online Marketing and Web DesignDocument12 pagesMKT312 Essentials of Marketing Research Section 2 Group 3 Topic: Online Marketing and Web DesignDarshan PatelNo ratings yet
- Test Bank For Global Marketing 9th Edition by KeeganDocument33 pagesTest Bank For Global Marketing 9th Edition by Keeganjosephestradakmbaizgpyj100% (22)
- ABC Slides Final (SP 23)Document11 pagesABC Slides Final (SP 23)Syed Shayan Haider RizviNo ratings yet
- Prepare Dining Room for Food ServiceDocument5 pagesPrepare Dining Room for Food ServiceAnne MorenoNo ratings yet
- RiegoDeDios ResumeDocument1 pageRiegoDeDios ResumeShane GabayoyoNo ratings yet
- About Nestle India LTD:: Employee Job RoleDocument3 pagesAbout Nestle India LTD:: Employee Job RolePrachi GargNo ratings yet
- Market Segmentation and Targeting StrategiesDocument6 pagesMarket Segmentation and Targeting StrategiesJowjie TVNo ratings yet
- 2 Inspirage - Emir Musabasic OTM Case StudiesDocument32 pages2 Inspirage - Emir Musabasic OTM Case StudiesSatyanarayana NekkantiNo ratings yet
- Malawian Importers VililiDocument16 pagesMalawian Importers VililipatelpiyushbNo ratings yet































































![Practical Guide To Production Planning & Control [Revised Edition]](https://imgv2-1-f.scribdassets.com/img/word_document/235162742/149x198/2a816df8c8/1709920378?v=1)