You might also like
- B48BB Tutorial Questions v3Document16 pagesB48BB Tutorial Questions v3aidaNo ratings yet
- PMRF 012020 PDFDocument2 pagesPMRF 012020 PDFJenilyn Gonzales Narrido100% (2)
- Table Top Vacuum Autoclave BKM-Z45/60/80B User Manual: Biobase GroupDocument48 pagesTable Top Vacuum Autoclave BKM-Z45/60/80B User Manual: Biobase Groupsolcarwx50% (2)
- Lab 2 Determing Fluid Velocity and Discharge Coefficient-Converted NewwwDocument11 pagesLab 2 Determing Fluid Velocity and Discharge Coefficient-Converted Newwwkashvin rajNo ratings yet
- Azenkot A. Irrigation DesignDocument86 pagesAzenkot A. Irrigation DesignJay MartinNo ratings yet
- Chemical Dictionary PDFDocument79 pagesChemical Dictionary PDFafb40% (1)
- TL2 - DecanterDocument3 pagesTL2 - DecanterAfif RuzainiNo ratings yet
- Measuring Flow Rate Using Orifice MeterDocument1 pageMeasuring Flow Rate Using Orifice MeterazeeqrahmanNo ratings yet
- Screenshot 2022-06-21 at 9.43.45 AMDocument1 pageScreenshot 2022-06-21 at 9.43.45 AMazeeqrahmanNo ratings yet
- Flow Rate and Its Relation To Velocity 4Document9 pagesFlow Rate and Its Relation To Velocity 4G00GLRNo ratings yet
- Chapter 5Document50 pagesChapter 5John David RomasantaNo ratings yet
- PDFDocument16 pagesPDFŘïśhåbh ÇhåţúŕvëđîNo ratings yet
- FlowLabEOC2e CH08Document5 pagesFlowLabEOC2e CH08tomekzawistowskiNo ratings yet
- Separator Design Basics.Document58 pagesSeparator Design Basics.Shijumon KpNo ratings yet
- Spe 25872 PaDocument7 pagesSpe 25872 PaPeng TerNo ratings yet
- Flow Ovr WeirDocument9 pagesFlow Ovr WeirniasandiwaraNo ratings yet
- Department of Mechanical Engineering Fluid Mechanics (QUESTION BANK)Document5 pagesDepartment of Mechanical Engineering Fluid Mechanics (QUESTION BANK)Zohaib ShahidNo ratings yet
- Lecture 9 Fluid MechanicsDocument31 pagesLecture 9 Fluid MechanicsAbdullah IrshadNo ratings yet
- Ie5b02555 Si 001Document15 pagesIe5b02555 Si 001Akshay PatelNo ratings yet
- Heat Exchanger Impingement Plate RequirementDocument2 pagesHeat Exchanger Impingement Plate RequirementPankaj AdhikariNo ratings yet
- Flow of FluidDocument3 pagesFlow of FluidMuhammad AtifNo ratings yet
- Fluid Mechanics Worksheet 2Document8 pagesFluid Mechanics Worksheet 2anon_293092329No ratings yet
- Flow EqualizationDocument9 pagesFlow EqualizationhaymedeleonNo ratings yet
- Handout Contoh SoalDocument12 pagesHandout Contoh SoalIntan NugrahaNo ratings yet
- Practice Problem Sheets On FM-I: A. Venturi Meter and Pitot-Tube Bernoulli's EquationDocument3 pagesPractice Problem Sheets On FM-I: A. Venturi Meter and Pitot-Tube Bernoulli's EquationSWAGATAM BAZNo ratings yet
- QB 103442Document47 pagesQB 103442Sri E.Maheswar Reddy Assistant ProfessorNo ratings yet
- Fisika 1 - Kelas B - Grup 4Document12 pagesFisika 1 - Kelas B - Grup 4faridNo ratings yet
- FlownetsDocument18 pagesFlownetsHalima Sibayan SawanganNo ratings yet
- FLuid Mechs ExercisesDocument8 pagesFLuid Mechs ExercisesMark Andrew TabucanonNo ratings yet
- TRANSPORTMECHANICSDocument19 pagesTRANSPORTMECHANICSMariAntonetteChangNo ratings yet
- Ch5 Finite CV AnalysisDocument64 pagesCh5 Finite CV AnalysisAsif SunnyNo ratings yet
- Orifice Plate Long ReportDocument16 pagesOrifice Plate Long ReportLuqman HakimNo ratings yet
- M15 Wolf57139 03 Se C15Document27 pagesM15 Wolf57139 03 Se C15c.s.kalkmanNo ratings yet
- Surfactant Solution Behavior in Quartz Capillaries: I. Materials and MethodsDocument62 pagesSurfactant Solution Behavior in Quartz Capillaries: I. Materials and MethodsIAMANDU COSTANo ratings yet
- Coulson& Richardson - Cap.10 Liquid-Liquid SeparationDocument7 pagesCoulson& Richardson - Cap.10 Liquid-Liquid SeparationayyatullhusnaaNo ratings yet
- FluidDocument3 pagesFluidAhmadNo ratings yet
- EI6603 - Industrial - Instrumentation - II - University - QP - Answer - KeyDocument16 pagesEI6603 - Industrial - Instrumentation - II - University - QP - Answer - KeyMadhusudhanan Ramaiah100% (1)
- 7.2 Process Design of Fermenter (R2003)Document9 pages7.2 Process Design of Fermenter (R2003)Bhuneshwar ChelakNo ratings yet
- Assignment 4 - Microfluid MechanicsDocument1 pageAssignment 4 - Microfluid MechanicsAngelo MortellaNo ratings yet
- CBE 417 FlashDrumSizing WankatDocument7 pagesCBE 417 FlashDrumSizing WankatRahmansyah GaekNo ratings yet
- UNIT II Set 03Document25 pagesUNIT II Set 03punit_scribd71No ratings yet
- Economic Pipe SizeDocument4 pagesEconomic Pipe SizeAndreamNo ratings yet
- Water Treatment Plant DesignDocument36 pagesWater Treatment Plant Designnopime100% (3)
- 2020 Dec. MET203-ADocument3 pages2020 Dec. MET203-Ared18ggmuNo ratings yet
- Btech4th-CE-Hydraulics & Hydraulic Machine LabDocument26 pagesBtech4th-CE-Hydraulics & Hydraulic Machine LabSri E.Maheswar Reddy Assistant ProfessorNo ratings yet
- Lab Manual of Hydraulics PDFDocument40 pagesLab Manual of Hydraulics PDFJULIUS CESAR G. CADAONo ratings yet
- Unit 8 (Reynolds Number, Laminar Flow, Turbulentflow, and Energy Losses Due To Friction)Document13 pagesUnit 8 (Reynolds Number, Laminar Flow, Turbulentflow, and Energy Losses Due To Friction)MOJALEFA JACOB MOLEFINo ratings yet
- Solved Problems in Fluid MechanicsDocument19 pagesSolved Problems in Fluid MechanicsPrincess Janine CatralNo ratings yet
- Civil Engineering Lab Manual Hydraulics Engineering Department of Civil EngineeringDocument26 pagesCivil Engineering Lab Manual Hydraulics Engineering Department of Civil EngineeringAbdul WahabNo ratings yet
- Ce 214-Fluid Mechanics Laboratory ManualDocument39 pagesCe 214-Fluid Mechanics Laboratory ManualAyush ShrivastavaNo ratings yet
- Groundwater Basics: (Calculation)Document16 pagesGroundwater Basics: (Calculation)Rahat fahimNo ratings yet
- Flow Nets: Aulianur AkbarDocument23 pagesFlow Nets: Aulianur AkbarAulia NurAkbarNo ratings yet
- Inflow Device - ProductionDocument9 pagesInflow Device - Productionmfazaeli40No ratings yet
- Worked Examples Rev1Document13 pagesWorked Examples Rev1Makoya_malumeNo ratings yet
- Fluid Mechanics Tutorial No.4 Flow Through Porous PassagesDocument8 pagesFluid Mechanics Tutorial No.4 Flow Through Porous PassagesvinothenergyNo ratings yet
- Experiment No.: 03 Name of The Experiment: Determination of Fluid Flow Condition by Osborne Reynold's Apparatus. ObjectiveDocument6 pagesExperiment No.: 03 Name of The Experiment: Determination of Fluid Flow Condition by Osborne Reynold's Apparatus. ObjectiveMd Afif AbrarNo ratings yet
- CE570 Final Exam Fall 2023Document4 pagesCE570 Final Exam Fall 2023farajelmabroukNo ratings yet
- Separation Processes Separator Sizing I: Nazir Mafakheri Petroleum EngineeringDocument42 pagesSeparation Processes Separator Sizing I: Nazir Mafakheri Petroleum EngineeringHemenMoNo ratings yet
- Ffo Lab Prac... 18bt01051Document30 pagesFfo Lab Prac... 18bt01051Sarthak LathiyaNo ratings yet
- Cyclone Examples Calc TutorialsDocument5 pagesCyclone Examples Calc TutorialsRacquel LallieNo ratings yet
- Clarence SteinDocument9 pagesClarence SteinKevinNo ratings yet
- BIR Form 1905 PDFDocument2 pagesBIR Form 1905 PDFHeidi85% (13)
- AlgebraDocument15 pagesAlgebraKevinNo ratings yet
- Week 1 Che251Document12 pagesWeek 1 Che251KevinNo ratings yet
- Chlorine Gas CoaDocument2 pagesChlorine Gas CoaKevinNo ratings yet
- Thank You Thank You Thank You Thank You Thank YouDocument1 pageThank You Thank You Thank You Thank You Thank YouKevinNo ratings yet
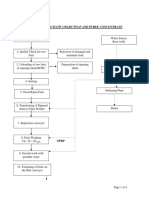
- Detailed Process Flow Chart Pulp and Puree ConcentrateDocument4 pagesDetailed Process Flow Chart Pulp and Puree ConcentrateKevinNo ratings yet
- Introduction - Thesis ManuscriptDocument2 pagesIntroduction - Thesis ManuscriptKevinNo ratings yet
- Letter of AppreciationDocument1 pageLetter of AppreciationKevinNo ratings yet
- Physics Midterm Mock ExamDocument7 pagesPhysics Midterm Mock ExamKevinNo ratings yet
- Plate No. 4 (Do Not Show Dimensions in Submission)Document1 pagePlate No. 4 (Do Not Show Dimensions in Submission)KevinNo ratings yet
- Final PlateDocument2 pagesFinal PlateKevinNo ratings yet
- Final PlateDocument2 pagesFinal PlateKevinNo ratings yet
- Plate No. 5 (Do Not Show Dimensions in Submission)Document1 pagePlate No. 5 (Do Not Show Dimensions in Submission)KevinNo ratings yet
- Plate 3Document1 pagePlate 3KevinNo ratings yet
- Autocad InstallationDocument13 pagesAutocad InstallationKevinNo ratings yet
- The Food ChainDocument44 pagesThe Food ChainKevinNo ratings yet
- CO1 - MO11 Ecology & BiodiversityDocument93 pagesCO1 - MO11 Ecology & BiodiversityKevinNo ratings yet
- Plate 2Document1 pagePlate 2KevinNo ratings yet
- 495 - Colmac DX Ammonia Piping Handbook 2nd Ed (Rev 0)Document57 pages495 - Colmac DX Ammonia Piping Handbook 2nd Ed (Rev 0)botaratoNo ratings yet
- V G I S: On Variable-Primary FlowDocument5 pagesV G I S: On Variable-Primary FlowSantiago J. ramos jrNo ratings yet
- CH 1: Introduction To Mass Transfer ProcessDocument29 pagesCH 1: Introduction To Mass Transfer Processsara yasinaNo ratings yet
- Refrigeration SystemDocument54 pagesRefrigeration SystemEdrian Diaz100% (1)
- Types of Ac Systems 1Document26 pagesTypes of Ac Systems 1Saul CastroNo ratings yet
- Freezing of Vegetables and Fruits, Final WordDocument35 pagesFreezing of Vegetables and Fruits, Final WordMusiige DenisNo ratings yet
- Simulation Analysis of Compression Refrigeration Cycle With Different RefrigerantsDocument5 pagesSimulation Analysis of Compression Refrigeration Cycle With Different RefrigerantsSpicyNo ratings yet
- GATE 2021 (XE-G) Answer Key and SolutionDocument6 pagesGATE 2021 (XE-G) Answer Key and SolutionPankti Suthar 38No ratings yet
- Copeland AE1287 Demand CoolingDocument12 pagesCopeland AE1287 Demand CoolinggigiNo ratings yet
- RacDocument36 pagesRacm_er100No ratings yet
- LG 201404 Chiller Cat'g Centrifugal enDocument20 pagesLG 201404 Chiller Cat'g Centrifugal enDedy Novandi100% (1)
- APPLIED THERMODYNAMICS 18ME42 Module 04 Question No 7a-7bDocument27 pagesAPPLIED THERMODYNAMICS 18ME42 Module 04 Question No 7a-7bThanmay JSNo ratings yet
- Biore Nery AlternativesDocument80 pagesBiore Nery AlternativesLucica BarbesNo ratings yet
- CDHF SVN01A en InstallationDocument88 pagesCDHF SVN01A en InstallationEmerson PenaforteNo ratings yet
- Research Proposal - Material ScienceDocument37 pagesResearch Proposal - Material ScienceNelbert SumalpongNo ratings yet
- ChE 195 Problem Set No. 2Document1 pageChE 195 Problem Set No. 2Jahz ChannelNo ratings yet
- 1-Solar-Powered Absorption Chillers A Comprehensive and Critical ReviewDocument23 pages1-Solar-Powered Absorption Chillers A Comprehensive and Critical Reviewkhaledabdel1No ratings yet
- Production of Degummed Soybean Oil Meal and LecithinDocument237 pagesProduction of Degummed Soybean Oil Meal and LecithinJajejijoju100% (1)
- Fe 248 Uofp II NotesDocument26 pagesFe 248 Uofp II NotesSumit NirmalNo ratings yet
- Electric Power Station PDFDocument344 pagesElectric Power Station PDFMukesh KumarNo ratings yet
- GEA PHE Fullywelded Phe en 1Document12 pagesGEA PHE Fullywelded Phe en 1gemagdyNo ratings yet
- Capillary TubesDocument3 pagesCapillary TubesKhawaja Abdul Basit SohailNo ratings yet
- Thermo Activity 1,2,3Document3 pagesThermo Activity 1,2,3Karl Christian FajardoNo ratings yet
- Blanketrol III Teknisk Manual-EnglishDocument121 pagesBlanketrol III Teknisk Manual-EnglishJuan Francisco Urqueta TapiaNo ratings yet
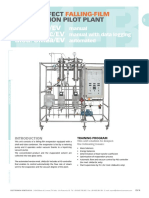
- Mod. Ume/Ev Mod. Umec/Ev Mod. Umea/Ev: Single-Effect Evaporation Pilot PlantDocument2 pagesMod. Ume/Ev Mod. Umec/Ev Mod. Umea/Ev: Single-Effect Evaporation Pilot PlantRiccardo VianelloNo ratings yet
- Laporan Prakerin SMKN Krangkeng Inggris-1Document24 pagesLaporan Prakerin SMKN Krangkeng Inggris-1Galuh XxieNo ratings yet
- RAC Tutorial Sheet 4Document3 pagesRAC Tutorial Sheet 4Ankur SachdevaNo ratings yet
- AP Government GATE Online Classes: Day-10 (04.06.2020) Dr. R. Srikanth Professor ANITS-VisakhapatnamDocument74 pagesAP Government GATE Online Classes: Day-10 (04.06.2020) Dr. R. Srikanth Professor ANITS-VisakhapatnamRajmangal NishadNo ratings yet