You might also like
- HW-6 Chap 9 Dan 10: ProblemsDocument6 pagesHW-6 Chap 9 Dan 10: ProblemsRifda Muthia AlvianaNo ratings yet
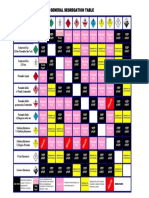
- Storage Segregation ChartDocument1 pageStorage Segregation Chartshakti123456789No ratings yet
- Cable Termination Instruction 11kV Terminations 3 Core XLPE EPRDocument11 pagesCable Termination Instruction 11kV Terminations 3 Core XLPE EPRdeepu kumar100% (1)
- Mostaan2018 PDFDocument10 pagesMostaan2018 PDFMujtaba AabNo ratings yet
- LBW SimufactDocument15 pagesLBW Simufactfathi.alfazaniNo ratings yet
- The Effect of Welding Heat Input and Wel PDFDocument8 pagesThe Effect of Welding Heat Input and Wel PDFaadmaadmNo ratings yet
- An Investigation Into Microstructure and MechanicaDocument10 pagesAn Investigation Into Microstructure and MechanicaGowri Shankar WuritiNo ratings yet
- Journal of Manufacturing Processes: Masoud Sabzi, Saeid Mersagh DezfuliDocument12 pagesJournal of Manufacturing Processes: Masoud Sabzi, Saeid Mersagh DezfuliDe KanjutNo ratings yet
- Mseij 02 00071Document5 pagesMseij 02 00071Dr. Rachid djoudjouNo ratings yet
- Joint Microstructures, Mechanical Properties and Fatigue Behaviour of Ferritic Stainless Steel SUS 430 Welds With Different Filler MetalsDocument10 pagesJoint Microstructures, Mechanical Properties and Fatigue Behaviour of Ferritic Stainless Steel SUS 430 Welds With Different Filler MetalsAshish Kumar AgrawalNo ratings yet
- Effects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590Document4 pagesEffects of Inclusions On Microstructure and Properties of Heat-Affected-Zone For HSLA SPFH 590IJRASETPublicationsNo ratings yet
- Post Weld Heat Treament of Hypereutectoid Hadfield Steel PDFDocument16 pagesPost Weld Heat Treament of Hypereutectoid Hadfield Steel PDFraschid alberto palacios lopezNo ratings yet
- A11 PDFDocument15 pagesA11 PDFJunaid AkhtarNo ratings yet
- Btech Project ReportDocument23 pagesBtech Project ReportS RNo ratings yet
- Microstructure Developed in LAS & MSDocument22 pagesMicrostructure Developed in LAS & MSSatyendra SinghNo ratings yet
- Microstructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434Document17 pagesMicrostructural Characteristic of Dissimilar Welded Components (AISI 430 Ferritic-AISI 304 Austenitic Stainless Steels) by CO2 Laser Beam Welding (LBW) (#97282) - 83434kamal touilebNo ratings yet
- 10 1016@j Jmapro 2013 06 010Document14 pages10 1016@j Jmapro 2013 06 010SamuelshrlyNo ratings yet
- Ribeiro Et Al., 2021Document10 pagesRibeiro Et Al., 2021Luan CaetanoNo ratings yet
- Kishorebabu2012 Nucleantes.Document9 pagesKishorebabu2012 Nucleantes.Daniel TibataNo ratings yet
- Taper Friction WeldingDocument19 pagesTaper Friction Weldingsenthil muruganNo ratings yet
- Mechanical Properties, Corrosion Behavior, and Microstructures of A MIG-Welded 7020 Al AlloyDocument13 pagesMechanical Properties, Corrosion Behavior, and Microstructures of A MIG-Welded 7020 Al AlloyMohamed RamadanNo ratings yet
- Conf. - Ser. - Mater. - Sci. - Eng. - 330 - 012028Document10 pagesConf. - Ser. - Mater. - Sci. - Eng. - 330 - 012028Dr. Rachid djoudjouNo ratings yet
- Friction Buttering: A New Technique For Dissimilar Welding: Metallurgical and Materials Transactions B February 2017Document8 pagesFriction Buttering: A New Technique For Dissimilar Welding: Metallurgical and Materials Transactions B February 2017MahsaNo ratings yet
- Effect of MG Addition On The Microstructure and PRDocument19 pagesEffect of MG Addition On The Microstructure and PRsongyang hanNo ratings yet
- Laser Welding of Grey Cast Iron With Spheroidal GRDocument14 pagesLaser Welding of Grey Cast Iron With Spheroidal GRYasser SobhyNo ratings yet
- Dissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingDocument6 pagesDissimilar Welding of AISI 309 Stainless Steel To AISI 1020 Carbon Steel Using Arc Stud WeldingFiras RocktNo ratings yet
- Microscopic Analysis of Heat Affected Zone (HAZ) of Submerged Arc Welding (SAW) Joint For 1018 Mild Steel SheetDocument6 pagesMicroscopic Analysis of Heat Affected Zone (HAZ) of Submerged Arc Welding (SAW) Joint For 1018 Mild Steel SheetagungbijaksanaNo ratings yet
- Effect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...Document16 pagesEffect of Friction Welding Parameters On The Tensile Strength and Microstructural Properties of Dissimilar AISI 1020-A...azb00178No ratings yet
- Improving The Resistance To WeDocument18 pagesImproving The Resistance To WeForsythe LearningNo ratings yet
- A Review of Friction Stirs WeldingDocument6 pagesA Review of Friction Stirs WeldingEditor IJTSRDNo ratings yet
- J MatdesDocument6 pagesJ Matdeszefanya karstenNo ratings yet
- Influence of Hot Forging On Tribological Behavior of Al6061-Tib In-Situ CompositesDocument11 pagesInfluence of Hot Forging On Tribological Behavior of Al6061-Tib In-Situ CompositesVivekananda SubramaniNo ratings yet
- Research Status of Welding Technology of Ferritic Stainless SteelDocument27 pagesResearch Status of Welding Technology of Ferritic Stainless SteelEduardo Elí Garcia JimenezNo ratings yet
- Materials 15 00412Document16 pagesMaterials 15 00412Murat CKNo ratings yet
- Optics & Laser Technology: M.M.A. Khan, L. Romoli, R. Ishak, M. Fiaschi, G. Dini, M. de SanctisDocument9 pagesOptics & Laser Technology: M.M.A. Khan, L. Romoli, R. Ishak, M. Fiaschi, G. Dini, M. de SanctisLuan CaetanoNo ratings yet
- Jeas 1115 2900-2Document9 pagesJeas 1115 2900-2Wansaypul WanmudaNo ratings yet
- SSC DWDocument4 pagesSSC DWsanketpavi21No ratings yet
- Task Ii Technology & Weld Metallurgy: Welding of Ferritic Stainless SteelDocument8 pagesTask Ii Technology & Weld Metallurgy: Welding of Ferritic Stainless SteelMuhammad Irman Budi PermanaNo ratings yet
- Review of GTAW Welding ParametersDocument14 pagesReview of GTAW Welding Parameterskervyn SáenzNo ratings yet
- Pankaj2019 Article InfluenceOfOperatingParametersDocument23 pagesPankaj2019 Article InfluenceOfOperatingParametersPardeepNo ratings yet
- An Investigation On The Weldability of Grey Cast Iron Using Nickel Filler MetalDocument5 pagesAn Investigation On The Weldability of Grey Cast Iron Using Nickel Filler MetalKhin Aung ShweNo ratings yet
- Crystals 14 00204Document17 pagesCrystals 14 00204Ali KhalfallahNo ratings yet
- Characterization of Refractory Titanium Alloys Welded by TIG and Laser ProcessesDocument5 pagesCharacterization of Refractory Titanium Alloys Welded by TIG and Laser ProcessesAhmed GomaaNo ratings yet
- 2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasDocument5 pages2018 - Microstructure and Mechanical Properties of Ti6321 - Andi Septian - 21050115120031 - LasAndi Septian NasrulohNo ratings yet
- Induction Hardening of Gears and Critical Components: Management Summary Importance of Gear Material and Its ConditionDocument6 pagesInduction Hardening of Gears and Critical Components: Management Summary Importance of Gear Material and Its ConditionVario LamaNo ratings yet
- Corrosion Science Volume Issue 2018 (Doi 10.1016/j.corsci.2018.01.012) Sinhmar, Sunil Dwivedi, Dheerendra Kumar - A Study On Corrosion Behavior of Friction Stir Welded and Tungsten Inert Gas WeldeDocument11 pagesCorrosion Science Volume Issue 2018 (Doi 10.1016/j.corsci.2018.01.012) Sinhmar, Sunil Dwivedi, Dheerendra Kumar - A Study On Corrosion Behavior of Friction Stir Welded and Tungsten Inert Gas WeldeVijay GadakhNo ratings yet
- 1 s2.0 S135063072200591X MainDocument19 pages1 s2.0 S135063072200591X Mainfrancisco reyesNo ratings yet
- Influence of AZ61 Filler Composition On Grain Refinement of Mg-Al-Zn Alloy GTA WeldsDocument14 pagesInfluence of AZ61 Filler Composition On Grain Refinement of Mg-Al-Zn Alloy GTA Weldsvamsi krishnaNo ratings yet
- Research Article Micro Structural Comparison of Friction Stir Weldment and Shielded Metal Arc Welding in API-X65 Pipe LineDocument13 pagesResearch Article Micro Structural Comparison of Friction Stir Weldment and Shielded Metal Arc Welding in API-X65 Pipe LinedanangNo ratings yet
- Iadi 1Document9 pagesIadi 1Mostafa OthmanNo ratings yet
- Advances in The Metallurgy and Applications of ADIDocument18 pagesAdvances in The Metallurgy and Applications of ADISEP-PublisherNo ratings yet
- Effect of Shielding Gases On Weld Quality in GTA & GMA Welding-A ReviewDocument8 pagesEffect of Shielding Gases On Weld Quality in GTA & GMA Welding-A ReviewLizbeth HuertaNo ratings yet
- Fabrication and Characterization of Weldments AISI 304 and AISI 316 Used in Industrial ApplicationsDocument7 pagesFabrication and Characterization of Weldments AISI 304 and AISI 316 Used in Industrial ApplicationsCecy GonzálezNo ratings yet
- Microstructural and Mechanical Characterization of Shielded Metal Arc Welded Dual Phase Steel JointsDocument7 pagesMicrostructural and Mechanical Characterization of Shielded Metal Arc Welded Dual Phase Steel Jointsismail ismaNo ratings yet
- Tensile Properties of Friction Stir Welded Joints of 2024 Aluminum Alloys in Different Heat-Treated-StateDocument11 pagesTensile Properties of Friction Stir Welded Joints of 2024 Aluminum Alloys in Different Heat-Treated-StateRikko Putra YouliaNo ratings yet
- 45 - Microstructure and Mechanical Properties of Ass (304) - FSS (430) Dissimilar Joints in Smaw & Gtaw ProcessDocument12 pages45 - Microstructure and Mechanical Properties of Ass (304) - FSS (430) Dissimilar Joints in Smaw & Gtaw Processk.touilebNo ratings yet
- Efecto de La Adición de Elementos, Características de La Microestructura, Propiedades Mecánicas, Procesos de Mecanizado y Soldadura Del Acero Austenítico Al Manganeso Hadfield PAPER INGLÉSDocument7 pagesEfecto de La Adición de Elementos, Características de La Microestructura, Propiedades Mecánicas, Procesos de Mecanizado y Soldadura Del Acero Austenítico Al Manganeso Hadfield PAPER INGLÉSBastian Calderon DonosoNo ratings yet
- Abrasive Wear Behaviour of Heat Treated En31 Steel: ISIJ International January 2013Document9 pagesAbrasive Wear Behaviour of Heat Treated En31 Steel: ISIJ International January 2013NABIL HUSSAINNo ratings yet
- Wear Mechanism of Coated Tools in The Turning of Ductile Cast Iron Having Wide Range of Tensile StrengthDocument8 pagesWear Mechanism of Coated Tools in The Turning of Ductile Cast Iron Having Wide Range of Tensile StrengthFrancisco David RodríguezNo ratings yet
- 1 s2.0 S0308016121000223 Main1Document11 pages1 s2.0 S0308016121000223 Main1prabaNo ratings yet
- Laser Welding of Stainless Steel: ArticleDocument10 pagesLaser Welding of Stainless Steel: Articlekamal touilebNo ratings yet
- Intergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using An Electrochemical MinicellDocument8 pagesIntergranular Corrosion of Welded Joints of Austenitic Stainless Steels Studied by Using An Electrochemical MinicellGustavo GonzagaNo ratings yet
- Friction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysFrom EverandFriction Stir Welding of 2XXX Aluminum Alloys including Al-Li AlloysNo ratings yet
- Effect of Hot Rolling Parameters On RecoDocument7 pagesEffect of Hot Rolling Parameters On RecoAshish Kumar AgrawalNo ratings yet
- Effect of Energy Input On Microstructure and Hardness of TIG Welded AISI 430-Ferritic Stainless SteelDocument8 pagesEffect of Energy Input On Microstructure and Hardness of TIG Welded AISI 430-Ferritic Stainless SteelAshish Kumar AgrawalNo ratings yet
- Influence of Heat Treatments On The Microstructure and Degree of Sensitization of Base Metal and Weld of AISI 430 Stainless SteelDocument8 pagesInfluence of Heat Treatments On The Microstructure and Degree of Sensitization of Base Metal and Weld of AISI 430 Stainless SteelAshish Kumar AgrawalNo ratings yet
- Joint Microstructures, Mechanical Properties and Fatigue Behaviour of Ferritic Stainless Steel SUS 430 Welds With Different Filler MetalsDocument10 pagesJoint Microstructures, Mechanical Properties and Fatigue Behaviour of Ferritic Stainless Steel SUS 430 Welds With Different Filler MetalsAshish Kumar AgrawalNo ratings yet
- Welding Research: by D. H. Kah A N D D. W. DickinsonDocument8 pagesWelding Research: by D. H. Kah A N D D. W. DickinsonAshish Kumar AgrawalNo ratings yet
- Outokumpu Therma Range DatasheetDocument16 pagesOutokumpu Therma Range DatasheetAshish Kumar AgrawalNo ratings yet
- United States Patent (19) : (45) Date of Patent: Oct. 23, 1990Document13 pagesUnited States Patent (19) : (45) Date of Patent: Oct. 23, 1990Ashish Kumar AgrawalNo ratings yet
- VINNAPAS (R) 4042H and VINNAPAS (R) 5048 H ... - Wacker ChemieDocument2 pagesVINNAPAS (R) 4042H and VINNAPAS (R) 5048 H ... - Wacker ChemieLong An ĐỗNo ratings yet
- Unit 4-2-NonferrousDocument32 pagesUnit 4-2-NonferrousNisha JaiswalNo ratings yet
- XRD and Tga Investigation of Hardened Cement Paste DegradationDocument7 pagesXRD and Tga Investigation of Hardened Cement Paste DegradationKemal CellatNo ratings yet
- Qualitative Analysis of Some Common Ions Class NotesDocument6 pagesQualitative Analysis of Some Common Ions Class NotesraghavajayNo ratings yet
- S19-010 MCT - Steel Stiffener SUMMARY (L12-L26 - MASTERDocument42 pagesS19-010 MCT - Steel Stiffener SUMMARY (L12-L26 - MASTERjmNo ratings yet
- 1 s2.0 S266679082100210X MainDocument7 pages1 s2.0 S266679082100210X MainZaid Al SaffarNo ratings yet
- Wrench ChartsDocument1 pageWrench ChartsLorettaMayNo ratings yet
- METERRUN Technical Guide Danieenior Orifice Fitting en 44048 3Document1 pageMETERRUN Technical Guide Danieenior Orifice Fitting en 44048 3estudiemosNo ratings yet
- Topic 2Document26 pagesTopic 2WAN NUR NATASHA BINTI WAN ZAHARINo ratings yet
- Bayferrox® 920 PDFDocument5 pagesBayferrox® 920 PDFمحمد مقلدNo ratings yet
- Factors Affecting The Elution of PT, PD and Au Cyanide From Activated CarbonDocument11 pagesFactors Affecting The Elution of PT, PD and Au Cyanide From Activated CarbonAndrews OseiNo ratings yet
- تأثير تركيز النيكل على مقاومة التأكسد الدوري لسبيكةDocument7 pagesتأثير تركيز النيكل على مقاومة التأكسد الدوري لسبيكةSalem GarrabNo ratings yet
- PMS KKBMPLDocument28 pagesPMS KKBMPLUmer KhanNo ratings yet
- 30.0m Simply Supported Span, Cast-In-situ, 2-Webbed Prestressed Concrete Slab-DeckDocument12 pages30.0m Simply Supported Span, Cast-In-situ, 2-Webbed Prestressed Concrete Slab-DeckRam NepaliNo ratings yet
- FHS Valve Chamber Platform SE CTJ CVAL D 986NLXX 67765Document1 pageFHS Valve Chamber Platform SE CTJ CVAL D 986NLXX 67765varadarajNo ratings yet
- Fittings HoseDocument40 pagesFittings HoseSeif HabbachiNo ratings yet
- General Chemistry 1 Atoms, Molecules and IonsDocument37 pagesGeneral Chemistry 1 Atoms, Molecules and IonsSeth CapellanNo ratings yet
- Dubai Hills Villa - Phe Boq - 20210713Document32 pagesDubai Hills Villa - Phe Boq - 20210713Mohammed AzharNo ratings yet
- Polyurea WPE Method Statement Rev B 270112Document9 pagesPolyurea WPE Method Statement Rev B 270112LOGITHASAN KRISHNANNo ratings yet
- RAB Retaining Wall - REVDocument167 pagesRAB Retaining Wall - REVOkti AfriadelaNo ratings yet
- Catalog 852 SeriesDocument60 pagesCatalog 852 SeriesHa BachNo ratings yet
- Excessive PWHTDocument8 pagesExcessive PWHTnvc_vishwanathanNo ratings yet
- Composite Materials 1Document7 pagesComposite Materials 1Kiruba ShankerNo ratings yet
- Nano ConcreteDocument7 pagesNano Concretemuzakir sparkolNo ratings yet
- Class-6 History - Lesson-3 in The Earliest Cities. .: Kalibanga (Present Rajasthan)Document5 pagesClass-6 History - Lesson-3 in The Earliest Cities. .: Kalibanga (Present Rajasthan)RamakantaSahooNo ratings yet
- Physical Properties and Chemical Reactions ofDocument9 pagesPhysical Properties and Chemical Reactions ofTUANA DURMAYÜKSELNo ratings yet
- Features of The Building Materials Use in ConservationDocument30 pagesFeatures of The Building Materials Use in Conservationzuhaila81No ratings yet