You might also like
- Timber Framing Using As 1684.2 Span TablesDocument80 pagesTimber Framing Using As 1684.2 Span TablesAmit Lakhani100% (2)
- The Construction of Houses 5th EditDocument437 pagesThe Construction of Houses 5th EditMinhTrieuNo ratings yet
- tm223 HST Service Manual UpdateDocument42 pagestm223 HST Service Manual UpdateCangasGaileNo ratings yet
- Envoy 500+ 2nd Edition BT3000Plus - Service Manual - Rev3Document156 pagesEnvoy 500+ 2nd Edition BT3000Plus - Service Manual - Rev3Edgar Mendoza GarcíaNo ratings yet
- Man 175d Imo Tier II Imo Tier III MarineDocument440 pagesMan 175d Imo Tier II Imo Tier III MarineSea Man Mkt100% (3)
- ICAO 9501 - v2 - Cons - enDocument124 pagesICAO 9501 - v2 - Cons - enРашад СамедовNo ratings yet
- PIC Microcontroller Projects in C: Basic to AdvancedFrom EverandPIC Microcontroller Projects in C: Basic to AdvancedRating: 5 out of 5 stars5/5 (10)
- Commercial Buildings D+C MW Submission Template - Locked-Final - v4.0Document15 pagesCommercial Buildings D+C MW Submission Template - Locked-Final - v4.0Deepak RajamanickamNo ratings yet
- Design Engineering GuideDocument93 pagesDesign Engineering Guidesmanmugen100% (1)
- Protect-RCS-O&M Manual PDFDocument53 pagesProtect-RCS-O&M Manual PDFsureshnfcl0% (1)
- GS 126-5 PDFDocument26 pagesGS 126-5 PDFHardik Acharya100% (1)
- Practical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansFrom EverandPractical Hydraulic Systems: Operation and Troubleshooting for Engineers and TechniciansRating: 4 out of 5 stars4/5 (8)
- Post Concreting ChecklistDocument1 pagePost Concreting ChecklistJeman Nawi71% (7)
- Normal PDFDocument238 pagesNormal PDFpraveenlakku4No ratings yet
- Department of Veterans Affairs FIRE PROTDocument71 pagesDepartment of Veterans Affairs FIRE PROTslamiNo ratings yet
- Type 3 Technical InstructionsDocument158 pagesType 3 Technical InstructionsJosé BáezNo ratings yet
- Computerization of Operation and Maintainance For NPPDocument179 pagesComputerization of Operation and Maintainance For NPPjermNo ratings yet
- Ficha Tecnica Gruas TabascoDocument18 pagesFicha Tecnica Gruas TabascoGarrido ChimNo ratings yet
- Netting Structures Best Practice Guideline Rev2 Fv-2Document29 pagesNetting Structures Best Practice Guideline Rev2 Fv-2Asavela NotshwelekaNo ratings yet
- Specification 01286 SPE EPC 302 210 0001 IFB0-01Document27 pagesSpecification 01286 SPE EPC 302 210 0001 IFB0-01minakirolosNo ratings yet
- Nioec SP-00-03Document11 pagesNioec SP-00-03aminNo ratings yet
- GS112 2 PDFDocument25 pagesGS112 2 PDFGabriel Patruno100% (1)
- 102Document158 pages102Ramkrishna MahatoNo ratings yet
- Specification For Temporary Electrical Supplies For Construction & Maintenance WorkDocument27 pagesSpecification For Temporary Electrical Supplies For Construction & Maintenance WorkvisakhgsNo ratings yet
- UNECE R118r2eDocument40 pagesUNECE R118r2eleventNo ratings yet
- Man v28 33d STC Imo Tier II MarineDocument266 pagesMan v28 33d STC Imo Tier II MarineMenna NoorNo ratings yet
- JKR Mech DRWG PDFDocument117 pagesJKR Mech DRWG PDFFelix Semion100% (1)
- AC 20-192 Draft Non-Rechargeable Lithium BatteriesDocument46 pagesAC 20-192 Draft Non-Rechargeable Lithium BatteriesK COXNo ratings yet
- Gis 38-201Document22 pagesGis 38-201Arash SotoudehNo ratings yet
- High-Altitude Electromagnetic Pulse (Hemp) Protection For Ground-Based C I Facilities Performing Critical, Time-Urgent Missions Fixed FacilitiesDocument106 pagesHigh-Altitude Electromagnetic Pulse (Hemp) Protection For Ground-Based C I Facilities Performing Critical, Time-Urgent Missions Fixed FacilitiesdavinmaximusNo ratings yet
- Mil STD 188 125 1Document106 pagesMil STD 188 125 1vedavyasNo ratings yet
- Installation Guidelines For Power Drive SystemsDocument41 pagesInstallation Guidelines For Power Drive Systemskasım cesurNo ratings yet
- II 08 Instrumentation PDFDocument235 pagesII 08 Instrumentation PDFabdulkidwai2009No ratings yet
- Man v28 33d STC Imo Tier II MarineDocument248 pagesMan v28 33d STC Imo Tier II MarineSea Man MktNo ratings yet
- Standards FOR Landscape Irrigation Systems: January 2008 EditionDocument27 pagesStandards FOR Landscape Irrigation Systems: January 2008 EditionIbrahim SirpiNo ratings yet
- un Jet: Socomec Modulys GP 2.0 (от 25 до 200 кВА) - руководство по эксплуатации. ЮниджетDocument49 pagesun Jet: Socomec Modulys GP 2.0 (от 25 до 200 кВА) - руководство по эксплуатации. Юниджетराकेश यादवNo ratings yet
- Gensys Technical Documentation PDFDocument126 pagesGensys Technical Documentation PDFaupNo ratings yet
- Maintenance ManualDocument78 pagesMaintenance ManualbannetNo ratings yet
- Manual PM1111EDocument41 pagesManual PM1111ELTauszigNo ratings yet
- Inocontroller Control Module Instructions Manual Sames DRT7134 UkDocument44 pagesInocontroller Control Module Instructions Manual Sames DRT7134 UkShigeru AkiseNo ratings yet
- 910-286B LR PDFDocument253 pages910-286B LR PDFEnrique AntonioNo ratings yet
- Operation Manual For Electrical EquipmentDocument86 pagesOperation Manual For Electrical EquipmentGunawan sitinjakNo ratings yet
- Kt9625 PtoDocument140 pagesKt9625 PtoDenial ImoNo ratings yet
- Master Thesis Xavier Turc CastellDocument48 pagesMaster Thesis Xavier Turc Castellrobinrajan1985No ratings yet
- PM1111E Instruction ManualDocument43 pagesPM1111E Instruction ManualMustafa PekerNo ratings yet
- Surface Drainage Facilities For Airfields and Hellports: ARMY TM 5-820-1 AIR FORCE AFM 88-5, Chap. 1Document68 pagesSurface Drainage Facilities For Airfields and Hellports: ARMY TM 5-820-1 AIR FORCE AFM 88-5, Chap. 1MagdalenaSalvatierraNo ratings yet
- gp700105 ComDocument44 pagesgp700105 ComShamik GhoshNo ratings yet
- Mil-Std 750Document685 pagesMil-Std 750sshaffer_9No ratings yet
- EN Modulys GP Operating ManualDocument48 pagesEN Modulys GP Operating ManualVince RomanNo ratings yet
- Planning GuideDocument42 pagesPlanning GuideSergio Alejandro CastroNo ratings yet
- Container Crane 2DT2014 Część-3 STS Technical Specification PDFDocument143 pagesContainer Crane 2DT2014 Część-3 STS Technical Specification PDFTfk BajaNo ratings yet
- Moduk Def Stan 02-747 Part 2Document44 pagesModuk Def Stan 02-747 Part 2andrew_yeap_2100% (1)
- Gcm02 MT Ing r6bDocument57 pagesGcm02 MT Ing r6bKaiser Iqbal100% (1)
- Aspiration Acceptance Criteria - Rev3.ADocument41 pagesAspiration Acceptance Criteria - Rev3.Azakariya nooman syedNo ratings yet
- Modular Pre Fabricated Cemetery Construction StructureDocument19 pagesModular Pre Fabricated Cemetery Construction StructureLe site de thierry thierryNo ratings yet
- Electro Hydraulic Operated Double Acting Actuator BettisDocument88 pagesElectro Hydraulic Operated Double Acting Actuator Bettiskamala 123No ratings yet
- Iec 62932-2-2-2020Document34 pagesIec 62932-2-2-2020imad qaissouniNo ratings yet
- Fac Rules Jan22Document330 pagesFac Rules Jan22Ricardo CarvalhoNo ratings yet
- Api 686 - 3Document2 pagesApi 686 - 3shbaeer0% (1)
- Mtelecogo enDocument228 pagesMtelecogo enbojandrljachaNo ratings yet
- Te 1536 WebDocument870 pagesTe 1536 WeblarisszaNo ratings yet
- LINDE Insulation SpecificationDocument26 pagesLINDE Insulation SpecificationCristi DemNo ratings yet
- BYH-32 ManualDocument2 pagesBYH-32 Manualcompras solarNo ratings yet
- CH420 01 Spare Parts Catalog R223 1332 01PARTESDocument34 pagesCH420 01 Spare Parts Catalog R223 1332 01PARTESrussNo ratings yet
- ARDEX Guide To Torch Applied MembranesDocument10 pagesARDEX Guide To Torch Applied Membranesmyusuf123No ratings yet
- Ground Floor PlanDocument1 pageGround Floor Planyashu tanejaNo ratings yet
- 2nd Floor Plan Bridge-Layout1Document1 page2nd Floor Plan Bridge-Layout1yadvikram7No ratings yet
- The Anatomy of The Seas . - Cristobal Colon - Santa Maria, Nina and Pinta (Anatomy of The Ship) (PDFDrive)Document186 pagesThe Anatomy of The Seas . - Cristobal Colon - Santa Maria, Nina and Pinta (Anatomy of The Ship) (PDFDrive)JOSÉ ANGEL CARAVACA LARANo ratings yet
- Civil Engineering OrientationDocument17 pagesCivil Engineering OrientationJan Divrec CaballesNo ratings yet
- Structural Pathologies of Floor Slabs: Michelle Santos, Denisse Sornoza, Byron Hidalgo, Yordy Mieles Stalin AlcívarDocument15 pagesStructural Pathologies of Floor Slabs: Michelle Santos, Denisse Sornoza, Byron Hidalgo, Yordy Mieles Stalin AlcívarCésar Camilo Grefa ValenciaNo ratings yet
- 2017 SESOC DizhurDocument18 pages2017 SESOC DizhurIbrahim DanishNo ratings yet
- Illumination As Per OSHADDocument1 pageIllumination As Per OSHADVenkadesh Periathambi100% (2)
- Water Proofing ContractorsDocument1 pageWater Proofing ContractorsAmie ManarpaNo ratings yet
- Steel Bridge Erection Guide Specification S10.1-2019 PDFDocument82 pagesSteel Bridge Erection Guide Specification S10.1-2019 PDFdiablopapanatas100% (1)
- Peter Petschek - Grading - BIM. landscapingSMART. 3D-Machine Control Systems. Stormwater Management-Birkhäuser (2019)Document280 pagesPeter Petschek - Grading - BIM. landscapingSMART. 3D-Machine Control Systems. Stormwater Management-Birkhäuser (2019)chris g baosNo ratings yet
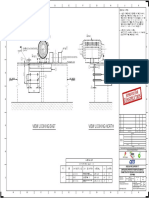
- View Looking East View Looking North: A B C D E F G H J KDocument1 pageView Looking East View Looking North: A B C D E F G H J Knoto.sugiartoNo ratings yet
- Api 653 Preparatory Important Open Book Questions: No. Code ClauseDocument1 pageApi 653 Preparatory Important Open Book Questions: No. Code ClauseNuwan RanaweeraNo ratings yet
- Temprorary Structure Design 30-07-2020Document15 pagesTemprorary Structure Design 30-07-2020Ankush SharmaNo ratings yet
- Resume Arun.A: Career ObjectiveDocument2 pagesResume Arun.A: Career ObjectiveajithkumarNo ratings yet
- Feasibility of ProjectDocument5 pagesFeasibility of ProjectzaraNo ratings yet
- Changeout of Process Gas Coolerand Steam DrumAiche-41-005Document9 pagesChangeout of Process Gas Coolerand Steam DrumAiche-41-005Hsein WangNo ratings yet
- V-Steel Container HandlerDocument2 pagesV-Steel Container HandleragonzalezNo ratings yet
- Master Stock Catalog: CDS Directional Control ValveDocument28 pagesMaster Stock Catalog: CDS Directional Control ValveFranklin Marcelo Alcantara TrinidadNo ratings yet
- C 926 - 98 - QzkyngDocument10 pagesC 926 - 98 - QzkyngPatrick BolimowskiNo ratings yet
- Nicole T. Aretaño 2BSA4 Assign#7 OPEMAN-18 Assignment#7 QuestionsDocument2 pagesNicole T. Aretaño 2BSA4 Assign#7 OPEMAN-18 Assignment#7 Questionsnicolearetano417No ratings yet
- Cellular Light Weight Concrete Manufacturing Process & Properties Full DetailsDocument4 pagesCellular Light Weight Concrete Manufacturing Process & Properties Full Detailskinley dorjee100% (1)
- Software Guide Sept 2005Document5 pagesSoftware Guide Sept 2005pvrk_78100% (1)