You might also like
- Turboscrew Compressors: Small Package. Big BenefitsDocument8 pagesTurboscrew Compressors: Small Package. Big Benefitsandy habibiNo ratings yet
- E3sconf Icpeme2018 02008Document4 pagesE3sconf Icpeme2018 02008Nova BitesNo ratings yet
- Turbo CompoundingDocument1 pageTurbo CompoundingPercyLeonNo ratings yet
- Slow Steaming: Benefiting Retrofit Solutions From Man PrimeservDocument8 pagesSlow Steaming: Benefiting Retrofit Solutions From Man PrimeservAnkit Kumaar100% (1)
- Man 18v48 60tsDocument12 pagesMan 18v48 60tsUjank Artch100% (1)
- Retrofit Solutions: Slow SteamingDocument8 pagesRetrofit Solutions: Slow SteamingSaNdeep ChedeNo ratings yet
- Benvenuto 2002Document11 pagesBenvenuto 2002Mina Youssef HalimNo ratings yet
- Turboscrew Brochure NW Style 8pp v5 WorkDocument12 pagesTurboscrew Brochure NW Style 8pp v5 Workالتقني للكهرباءNo ratings yet
- Gas Turbines - Design and Operating ConsiderationsDocument5 pagesGas Turbines - Design and Operating ConsiderationsaliNo ratings yet
- Fsae Turbo 430cc Inline TwinDocument15 pagesFsae Turbo 430cc Inline TwinmohsihummerNo ratings yet
- 3244cr Four Stroke Diesel Engine - 3 PDFDocument9 pages3244cr Four Stroke Diesel Engine - 3 PDFalulgameNo ratings yet
- A Review of Parallel and Series Turbocharging For The Diesel EngineDocument11 pagesA Review of Parallel and Series Turbocharging For The Diesel EnginenicolasNo ratings yet
- Zamboni 2016Document10 pagesZamboni 2016Deepak Kumar Singh Res. Scholar., Dept. of Mechanical Engg., IIT (BHU)No ratings yet
- Study of Small Gas Turbine Engines of Thrust 1-5KNDocument6 pagesStudy of Small Gas Turbine Engines of Thrust 1-5KNInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Variable Geometry Turbocharger Technologies For Exhaust Energy Recovery and Boosting A ReviewDocument17 pagesVariable Geometry Turbocharger Technologies For Exhaust Energy Recovery and Boosting A ReviewMomen Al-Himony100% (1)
- Variable Compression Ratio For Gasoline EnginesDocument5 pagesVariable Compression Ratio For Gasoline EnginesRahul SenNo ratings yet
- Keeper: Diesel Engines: Making Sense From SpecsDocument2 pagesKeeper: Diesel Engines: Making Sense From Specshelen TasiopoulouNo ratings yet
- Tm2500 Mobile Gas TurbineDocument2 pagesTm2500 Mobile Gas TurbineMuhammad Syaifulhaq100% (1)
- Napier Turbochargers Your Comprehensive Global Service Provider PDFDocument7 pagesNapier Turbochargers Your Comprehensive Global Service Provider PDFRurex Operation100% (1)
- Sulzer Rta SeriesDocument24 pagesSulzer Rta SeriesIgorNo ratings yet
- Turboexpander Compressors 2Document5 pagesTurboexpander Compressors 2Lidia JaraNo ratings yet
- Method Selection ScreenDocument12 pagesMethod Selection ScreenAnwar SafariNo ratings yet
- 9ha Fact SheetDocument4 pages9ha Fact Sheetashoaib3No ratings yet
- Large Heavy-Duty Gas Turbines For Base-Load Power Generation and Heat CogenerationDocument11 pagesLarge Heavy-Duty Gas Turbines For Base-Load Power Generation and Heat CogenerationHiwa KhalediNo ratings yet
- The Power of TurbochargingDocument2 pagesThe Power of TurbochargingMadhanraj SrinivasanNo ratings yet
- 980G SeriesIIDocument28 pages980G SeriesIIMAWLODIN GHAWSYNo ratings yet
- The Benefits of TurbochargingDocument1 pageThe Benefits of TurbochargingAnonymous znPzQTaYoNo ratings yet
- Assignment 1 SolutionDocument7 pagesAssignment 1 SolutionShreyas TawareNo ratings yet
- Full Paper No 134Document12 pagesFull Paper No 1341542No ratings yet
- Series & Parallel TC, PTI, Hybrid TCDocument6 pagesSeries & Parallel TC, PTI, Hybrid TCSayem kaifNo ratings yet
- A. R. Gunaki, "Analysis of Diesel Engine Turbocharger & Its Optimization", International Journal For Scientific Research & Development PDFDocument6 pagesA. R. Gunaki, "Analysis of Diesel Engine Turbocharger & Its Optimization", International Journal For Scientific Research & Development PDFvignesh ranaNo ratings yet
- Hybrid TurbochargersDocument5 pagesHybrid Turbochargersmanavgor45No ratings yet
- 2051 TPL ADocument4 pages2051 TPL ACurtler PaquibotNo ratings yet
- 18v48 60ts PDFDocument7 pages18v48 60ts PDFDaniel Ross FernandezNo ratings yet
- Gas Turbine: Superior Flexibility / Superior PerformanceDocument20 pagesGas Turbine: Superior Flexibility / Superior PerformancejparmarNo ratings yet
- Variable Geometry TurbochargerDocument10 pagesVariable Geometry TurbochargerTANISHQ VADNERENo ratings yet
- D2P3 Dual Fuel Eng With FPP Z PellerDocument8 pagesD2P3 Dual Fuel Eng With FPP Z Pellerguichen wangNo ratings yet
- Application of Variable Geometry Turbine Turbochargers To Gasoline Engines-A ReviewDocument16 pagesApplication of Variable Geometry Turbine Turbochargers To Gasoline Engines-A ReviewTugulschi NichitaNo ratings yet
- Man v51 Ce01Document2 pagesMan v51 Ce01mlaouhi MajedNo ratings yet
- Wa380 7Document16 pagesWa380 7Andrea797No ratings yet
- Combustion Engine Vs Gas Turbine - Part Load Efficiency and FlexibilityDocument4 pagesCombustion Engine Vs Gas Turbine - Part Load Efficiency and Flexibilityseif elsaieNo ratings yet
- Turbochargers: OSAKO Katsuyuki Mitsubishi Heavy Industries, LTDDocument3 pagesTurbochargers: OSAKO Katsuyuki Mitsubishi Heavy Industries, LTDmadhanNo ratings yet
- Aerzen Turbo Generation 5Document20 pagesAerzen Turbo Generation 5Naphatnanphach TarNo ratings yet
- Electric Servosystem For TurbochargDocument4 pagesElectric Servosystem For TurbochargPawel KrogulecNo ratings yet
- TCS-PTG Savings With Extra PowerDocument9 pagesTCS-PTG Savings With Extra PowerfatboykrNo ratings yet
- MTU TurbochargingDocument6 pagesMTU Turbochargingguichen wang0% (1)
- PC78UU 10 (v9) PDFDocument16 pagesPC78UU 10 (v9) PDFpurnomoNo ratings yet
- Turbochargers 16liters PlusDocument4 pagesTurbochargers 16liters PlusvanNo ratings yet
- Wärtsilä 46 Turbocharger Performance Optimisation For Marine ApplicationsDocument2 pagesWärtsilä 46 Turbocharger Performance Optimisation For Marine Applicationsammar algradiNo ratings yet
- 4 5942822423568057313 PDFDocument10 pages4 5942822423568057313 PDFRasoolKhadibiNo ratings yet
- Turbocharger Design Criteria, Selection and Failure: Rajvardhan NalawadeDocument4 pagesTurbocharger Design Criteria, Selection and Failure: Rajvardhan NalawadeFloyd PriceNo ratings yet
- TCD 7.8 Agriculture enDocument2 pagesTCD 7.8 Agriculture enVăn Tuấn NguyễnNo ratings yet
- Steam Turbine RetrofitDocument8 pagesSteam Turbine RetrofitkoybasizNo ratings yet
- Cat 349Document36 pagesCat 349Darma Raharja HardimanNo ratings yet
- DRDO - Improvements in Aircraft Gas Turbine EnginesDocument4 pagesDRDO - Improvements in Aircraft Gas Turbine EnginesSouravkavinannanNo ratings yet
- Application of Hybrid Turbocharger To Improve Performance of EngineDocument5 pagesApplication of Hybrid Turbocharger To Improve Performance of EnginezahidNo ratings yet
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- Marine Electrics Made Simple or How to Keep the Batteries ChargedFrom EverandMarine Electrics Made Simple or How to Keep the Batteries ChargedNo ratings yet
- Daily Gantt Chart Template - TemplateLabDocument3 pagesDaily Gantt Chart Template - TemplateLabmetal squad metal squadNo ratings yet
- TorsionDocument18 pagesTorsionRenganayagi BalajiNo ratings yet
- Introduction To Six SigmaDocument30 pagesIntroduction To Six SigmaadysubagyaNo ratings yet
- Astm A105-A105mDocument5 pagesAstm A105-A105mAries MarteNo ratings yet
- Camco CatalogDocument38 pagesCamco Catalogmetal squad metal squadNo ratings yet
- Flange Data ComparisonDocument21 pagesFlange Data Comparison전아진No ratings yet
- How To Determine Joint Efficiencies For Tank Inspection: About Simulator Resources BlogDocument4 pagesHow To Determine Joint Efficiencies For Tank Inspection: About Simulator Resources Blogmetal squad metal squadNo ratings yet
- Ci33 1112 Pernos de AnclajeDocument10 pagesCi33 1112 Pernos de AnclajeRavi Teja PolisettiNo ratings yet
- Lifting Lug Analysis (Asd) : ASME Notation AISC Preferred Geometry AISC Alternate GeometryDocument2 pagesLifting Lug Analysis (Asd) : ASME Notation AISC Preferred Geometry AISC Alternate GeometryJohn PacelloNo ratings yet
- AustraliaBoltingpage53 58Document6 pagesAustraliaBoltingpage53 58qaz111wsx222No ratings yet
- Asme Viii Div 2 Vessels End of LifeDocument56 pagesAsme Viii Div 2 Vessels End of Lifemetal squad metal squadNo ratings yet
- ASTM A961 2019aDocument9 pagesASTM A961 2019aeliiiiiiNo ratings yet
- Weld Design PresentationDocument13 pagesWeld Design PresentationkasaravananNo ratings yet
- LJFF 150 12 - With CommentDocument1 pageLJFF 150 12 - With Commentmetal squad metal squadNo ratings yet
- An Share.: 2 - (A) Geometry of ADocument11 pagesAn Share.: 2 - (A) Geometry of Anag728No ratings yet
- Astm, Sae and Iso Bolting MaterialDocument7 pagesAstm, Sae and Iso Bolting MaterialSds Mani SNo ratings yet
- 828 - Total Desain Arsitektur Dan Struktur Desain RAB PDFDocument112 pages828 - Total Desain Arsitektur Dan Struktur Desain RAB PDFMoch Ramdan A MNo ratings yet
- Basic Design Value AISCDocument4 pagesBasic Design Value AISCmrajansubramanian100% (2)
- Matecconf Mtem2019 03010Document6 pagesMatecconf Mtem2019 03010metal squad metal squadNo ratings yet
- How To Determine Joint Efficiencies For Tank Inspection: About Simulator Resources BlogDocument4 pagesHow To Determine Joint Efficiencies For Tank Inspection: About Simulator Resources Blogmetal squad metal squadNo ratings yet
- Hanging Nut For Galvanize - MH FittingsDocument4 pagesHanging Nut For Galvanize - MH Fittingsmetal squad metal squadNo ratings yet
- Matecconf Mtem2019 03010Document6 pagesMatecconf Mtem2019 03010metal squad metal squadNo ratings yet
- External Pressure CalculationsDocument40 pagesExternal Pressure Calculationsmisterdavi50% (2)
- Design Calculation of Braking System (Landcruiser) : AbstractDocument4 pagesDesign Calculation of Braking System (Landcruiser) : AbstractDr. Aung Ko LattNo ratings yet
- Cummins: Fault Code: 144 PID: P110 SPN: 110 FMI: 3 or 4Document5 pagesCummins: Fault Code: 144 PID: P110 SPN: 110 FMI: 3 or 4Enrrique LaraNo ratings yet
- Synchronous MotorDocument43 pagesSynchronous MotorJanani RangarajanNo ratings yet
- Heri Flechas CompDocument80 pagesHeri Flechas CompMarco PerezNo ratings yet
- Ford 2004 Owners ManualDocument240 pagesFord 2004 Owners ManualszkumarNo ratings yet
- Application of Pascal LawDocument5 pagesApplication of Pascal Lawᴘʜᴏᴛᴏɢʀᴀᴘʜʏ ᴄʀʏꜱɪꜱNo ratings yet
- Mitsubishi Galant 1989 1993 Service Manual 1Document1,273 pagesMitsubishi Galant 1989 1993 Service Manual 1Genaro AgustinesNo ratings yet
- Innocent - CV RevisedDocument2 pagesInnocent - CV RevisedShadrach SitholeNo ratings yet
- Engine Control System (HR) : SectionDocument322 pagesEngine Control System (HR) : SectionSergey KosulinNo ratings yet
- 2002 Snowmobile Service ManualDocument654 pages2002 Snowmobile Service ManualRobert FenskeNo ratings yet
- Merceses BenzDocument9 pagesMerceses BenztoofastfhNo ratings yet
- SG-33 Electric Induction FurnaceDocument6 pagesSG-33 Electric Induction FurnaceDev PatelNo ratings yet
- Magazine GT1 002Document23 pagesMagazine GT1 002fedeNo ratings yet
- 1 - Catalogo Rompedor Rhino RHB 325Document28 pages1 - Catalogo Rompedor Rhino RHB 325Marcelo ZucchiNo ratings yet
- XL/LGP: Track-Type TractorDocument20 pagesXL/LGP: Track-Type TractorOmar ZeladaNo ratings yet
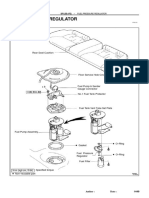
- 5sfe-Fuel Pump-Fuel Pressure RegulatorDocument3 pages5sfe-Fuel Pump-Fuel Pressure RegulatorNato DlAngelesNo ratings yet
- Folding Stairway: Hitachi EX 1900-6 Excavator (4")Document39 pagesFolding Stairway: Hitachi EX 1900-6 Excavator (4")pablo moraledaNo ratings yet
- 1-3.8t A Series IC ForkliftDocument6 pages1-3.8t A Series IC ForkliftAudop Company100% (1)
- VW Golf 6 Fuel Supply System Diesel Engines EngDocument65 pagesVW Golf 6 Fuel Supply System Diesel Engines EngMilorad ZelenovicNo ratings yet
- Diagram 1 A/C Heater ModuleDocument1 pageDiagram 1 A/C Heater ModuleEnrique Arevalo LeyvaNo ratings yet
- 2 - Maintenance Manual r2 PDFDocument149 pages2 - Maintenance Manual r2 PDFAnderson VieiraNo ratings yet
- Graco Injector CatologueDocument12 pagesGraco Injector CatologueAbass BilaNo ratings yet
- 263213.16 FL Gaseous Emergency Engine Generators - Mtu Onsite Energy - Update 01Document26 pages263213.16 FL Gaseous Emergency Engine Generators - Mtu Onsite Energy - Update 01Alberto F. Apablaza MezaNo ratings yet
- Tadano AR 1200MDocument46 pagesTadano AR 1200Mabdi jasa derexindoNo ratings yet
- Annotated BibliographyDocument7 pagesAnnotated Bibliographyapi-242425288No ratings yet
- Section 2 - SteeringDocument275 pagesSection 2 - SteeringMTK2016No ratings yet
- The Design of Welding Tooling For Split Console FrameDocument5 pagesThe Design of Welding Tooling For Split Console FrameVaibhav ShahNo ratings yet
- Asphalt Industry Chain: Laying Down The StandardsDocument8 pagesAsphalt Industry Chain: Laying Down The Standardssheshan_rNo ratings yet
- Receiving & Inspection: Iwp Installation Work Package 010Document7 pagesReceiving & Inspection: Iwp Installation Work Package 010HowardWrightNo ratings yet
- ElectricalWiringDiagram OverallDocument292 pagesElectricalWiringDiagram OverallElemin Beslija100% (1)