You might also like
- Upgrade Saudi Aramco Explosive Storage Facility Electrical SystemsDocument16 pagesUpgrade Saudi Aramco Explosive Storage Facility Electrical SystemsAsif SajwaniNo ratings yet
- Surface Preparation & Coating Application RecordDocument2 pagesSurface Preparation & Coating Application RecordANIL PLAMOOTTILNo ratings yet
- ADC Verification RAKDocument208 pagesADC Verification RAKSatyam YadavNo ratings yet
- Testing and Measuring Solutions For SDRDocument55 pagesTesting and Measuring Solutions For SDRRabbia SalmanNo ratings yet
- AC Motor ProtectionDocument96 pagesAC Motor ProtectionJohn Ladino100% (1)
- Sr-40!01!01 Hazop Tor Rev 0Document24 pagesSr-40!01!01 Hazop Tor Rev 0Muhammad SaimNo ratings yet
- Chapter 5-ADocument23 pagesChapter 5-AMahrouz MadoNo ratings yet
- Solutions CatalogDocument72 pagesSolutions CataloglmjustinianoNo ratings yet
- Sec 1 L&PBasicsDocument36 pagesSec 1 L&PBasicsAnshul JhaNo ratings yet
- FMEA1Document25 pagesFMEA1azadsingh1No ratings yet
- 60076-20 TS 2017Document40 pages60076-20 TS 2017Jora Saragi100% (1)
- Performance QUALIFICATION OF RLAFDocument22 pagesPerformance QUALIFICATION OF RLAFBRIJENDRA KUMAR SINGHNo ratings yet
- Method Statement - Dye Penetrant TestDocument9 pagesMethod Statement - Dye Penetrant TestAnasNo ratings yet
- E-Book Proof of Design DFM and Concurrent EngineeringDocument425 pagesE-Book Proof of Design DFM and Concurrent Engineeringsmtdrkd100% (7)
- Laut ProcedureDocument33 pagesLaut ProcedureGoutam Kumar DebNo ratings yet
- Hazid Hazop Sil TorDocument24 pagesHazid Hazop Sil TorravisankarNo ratings yet
- (Devices Circuits and Systems) Iniewski, Krzystof - Prusty, B. Gangadhara - Rajan, Ginu-Structural Health Monitorin PDFDocument508 pages(Devices Circuits and Systems) Iniewski, Krzystof - Prusty, B. Gangadhara - Rajan, Ginu-Structural Health Monitorin PDFraiedNo ratings yet
- RTD Thermowell DatasheetDocument1 pageRTD Thermowell DatasheetJeshinNo ratings yet
- DET ReviewDocument2 pagesDET ReviewBasanta RoyNo ratings yet
- Sensitivity: LNT Construction Internal UseDocument10 pagesSensitivity: LNT Construction Internal UseFrancis DhanarajNo ratings yet
- 2019 11 12 - 00001 001 Lowerjaw - ParamdiffsDocument2 pages2019 11 12 - 00001 001 Lowerjaw - ParamdiffsMoussab TechNo ratings yet
- SOP Name SOP For Indicator Lamp Quality Test (Refrigerator) DATE ISSUED 07.07.2020Document6 pagesSOP Name SOP For Indicator Lamp Quality Test (Refrigerator) DATE ISSUED 07.07.2020swapon kumar shillNo ratings yet
- Reliability: Growth TestDocument88 pagesReliability: Growth TestGary ChanNo ratings yet
- SOP Name SOP For Led Driver Quality Test (Refrigerator) DATE ISSUED 07.07.2020Document7 pagesSOP Name SOP For Led Driver Quality Test (Refrigerator) DATE ISSUED 07.07.2020swapon kumar shill0% (1)
- Plant Activity Schedule February 2017Document15 pagesPlant Activity Schedule February 2017Suri YodNo ratings yet
- JH17ACPL09Document23 pagesJH17ACPL09prathuri sumanthNo ratings yet
- Hazop PDFDocument33 pagesHazop PDFsehunNo ratings yet
- JH17ACPL04Document23 pagesJH17ACPL04prathuri sumanthNo ratings yet
- Sentinel 3D CrudeFlex FlipbookDocument15 pagesSentinel 3D CrudeFlex FlipbookPhuong LeNo ratings yet
- MATL PFAB DR Preparation 0060Document18 pagesMATL PFAB DR Preparation 0060Sakshi SinghNo ratings yet
- 1 CDL Toshiba R32 Technical Handbook V10 2020Document62 pages1 CDL Toshiba R32 Technical Handbook V10 2020kevinNo ratings yet
- EE 319K Introduction To Embedded SystemsDocument24 pagesEE 319K Introduction To Embedded SystemsPablo LópezNo ratings yet
- JH17ACPL08Document23 pagesJH17ACPL08prathuri sumanthNo ratings yet
- Lp156whb Tpc1 LGDocument39 pagesLp156whb Tpc1 LGPablo De Los RiosNo ratings yet
- RabighDocument7 pagesRabigharsathmd08No ratings yet
- Level 3 - Skill Level CertificateDocument1 pageLevel 3 - Skill Level CertificateAnkit RanjanNo ratings yet
- Claa154wb03 An ChunghwapicturetubesDocument27 pagesClaa154wb03 An ChunghwapicturetubesNoel Alejandro Cordova RangelNo ratings yet
- DPC With Overlap and Save MethodDocument74 pagesDPC With Overlap and Save Methods prashanthNo ratings yet
- Manual Testing by SagarDocument68 pagesManual Testing by SagarBharath ChunduriNo ratings yet
- Analisis Técnico Causa Raiz Fallo Freno de Hoist 2 RTG 710Document4 pagesAnalisis Técnico Causa Raiz Fallo Freno de Hoist 2 RTG 710JUAN FELIPE CASTRO GONZALEZNo ratings yet
- Complete LCD display kits and datasheetDocument41 pagesComplete LCD display kits and datasheetsupersuper superNo ratings yet
- Engineer' Stamp: Contractor'S Stamp:: Issued For Approval Joel Pino R. D'Souza 16 Feb. 2020Document2 pagesEngineer' Stamp: Contractor'S Stamp:: Issued For Approval Joel Pino R. D'Souza 16 Feb. 2020dada khalandarNo ratings yet
- Certificate / Certificat Zertifikat /: ROS 1306005 C001Document2 pagesCertificate / Certificat Zertifikat /: ROS 1306005 C001Ronak MotaNo ratings yet
- Troubleshooting Radiated EmiDocument13 pagesTroubleshooting Radiated Eminishant pandeyNo ratings yet
- Deflection Check Parameters - RAM - STAAD - OpenTower Wiki - RAM - STAAD - OpenTower - Bentley CommunitiesDocument3 pagesDeflection Check Parameters - RAM - STAAD - OpenTower Wiki - RAM - STAAD - OpenTower - Bentley CommunitiessvnNo ratings yet
- Microprocessor Interfacing & Programming: Laboratory ManualDocument12 pagesMicroprocessor Interfacing & Programming: Laboratory ManualMuneeb Ahmad NasirNo ratings yet
- 1098 Programming Manual Pulsar Altair PDFDocument136 pages1098 Programming Manual Pulsar Altair PDFdtrnghiaNo ratings yet
- Making The Best of Application Security Solutions: Amit Ashbel Product EvangelistDocument47 pagesMaking The Best of Application Security Solutions: Amit Ashbel Product Evangelistcristian080989No ratings yet
- Fundamentals of Resonant Acoustic Method NDTDocument11 pagesFundamentals of Resonant Acoustic Method NDTMohammad HamidNo ratings yet
- Hostapur SAS 60Document34 pagesHostapur SAS 60topguitarNo ratings yet
- Parameter ReferenceDocument862 pagesParameter ReferenceBabbalpreet kaurNo ratings yet
- Bts3900-Bts3900a-Dbs3900 Wcdma v200r011c00spc100 Parameter Reference PDFDocument862 pagesBts3900-Bts3900a-Dbs3900 Wcdma v200r011c00spc100 Parameter Reference PDFMohammed ShakilNo ratings yet
- Lab Manual: (3360703) Semester - 6Document65 pagesLab Manual: (3360703) Semester - 6five miner5No ratings yet
- My Seminar DocumentationDocument6 pagesMy Seminar DocumentationTadiboyina PUSHPALATHANo ratings yet
- 802154MPADGDocument97 pages802154MPADGRaghavendraGanigaNo ratings yet
- Sandeep NewDocument2 pagesSandeep Newvignesh kumarNo ratings yet
- Aoc Le22h158Document78 pagesAoc Le22h158Regisk8 OliveiraNo ratings yet
- RFID Attendance SystemDocument8 pagesRFID Attendance Systemaryan.agarwal1586No ratings yet
- COM-MW ProfileDocument35 pagesCOM-MW ProfileharrypttruNo ratings yet
- Resume - Shiv Kumar SomaniDocument2 pagesResume - Shiv Kumar SomaniAnonymous OLR1VSLnlNo ratings yet
- Analytical Procedures and Validation for Ceftriaxone InjectionDocument8 pagesAnalytical Procedures and Validation for Ceftriaxone InjectionMuhammad WaqasNo ratings yet
- CRM - Vigilant ElDocument3 pagesCRM - Vigilant ElmlopezNo ratings yet
- Mmce 1046Document11 pagesMmce 1046YumnaNo ratings yet
- TGL2209-SM Data SheetDocument9 pagesTGL2209-SM Data SheetYumnaNo ratings yet
- 9 GHZ To 12 GHZ, Gaas, Mmic, I/Q Downconverter: Hmc908ADocument26 pages9 GHZ To 12 GHZ, Gaas, Mmic, I/Q Downconverter: Hmc908AYumnaNo ratings yet
- 5G New Radio For Automotive, Rail, and Air TransportDocument9 pages5G New Radio For Automotive, Rail, and Air Transportace.kris8117No ratings yet
- TGL2209-SM Data SheetDocument9 pagesTGL2209-SM Data SheetYumnaNo ratings yet
- Mamf-011015: X-Band Multifunction Mmic 8 - 11 GHZDocument17 pagesMamf-011015: X-Band Multifunction Mmic 8 - 11 GHZYumnaNo ratings yet
- IQ Demod Volume48-Number4Document34 pagesIQ Demod Volume48-Number4YumnaNo ratings yet
- Surface Mount Instructions For QFN / DFN and LGA Laminate PackagesDocument20 pagesSurface Mount Instructions For QFN / DFN and LGA Laminate PackagesYumnaNo ratings yet
- 9 GHZ To 12 GHZ, Gaas, Mmic, I/Q Downconverter: Hmc908ADocument26 pages9 GHZ To 12 GHZ, Gaas, Mmic, I/Q Downconverter: Hmc908AYumnaNo ratings yet
- Research Article: Design of CPW-Fed Antenna With Defected Substrate For Wideband ApplicationsDocument11 pagesResearch Article: Design of CPW-Fed Antenna With Defected Substrate For Wideband ApplicationsSoufian LakritNo ratings yet
- ADTR1107-EVAL: User GuideDocument6 pagesADTR1107-EVAL: User GuideYumnaNo ratings yet
- CHC3014 99F Full 0293Document20 pagesCHC3014 99F Full 0293YumnaNo ratings yet
- 1ef106 1e RBW Pulsed ADocument14 pages1ef106 1e RBW Pulsed AYumnaNo ratings yet
- CHC3014 99F Full 0293Document20 pagesCHC3014 99F Full 0293YumnaNo ratings yet
- Digital Beamforming Techniques For Phased Array Systems: Peter DelosDocument34 pagesDigital Beamforming Techniques For Phased Array Systems: Peter Delosshakti sindhuNo ratings yet
- Bias Sequencer Plus TX ControlDocument5 pagesBias Sequencer Plus TX ControlYumnaNo ratings yet
- AESA Radar Simulation & Beam Steering QuestionsDocument1 pageAESA Radar Simulation & Beam Steering QuestionsYumnaNo ratings yet
- IQ Demod Volume48-Number4Document34 pagesIQ Demod Volume48-Number4YumnaNo ratings yet
- Development of Ku Compact Broadband 1x4, 1x8 and 1x16 Power Dividers With SIW Optimized Chamfered BendsDocument10 pagesDevelopment of Ku Compact Broadband 1x4, 1x8 and 1x16 Power Dividers With SIW Optimized Chamfered BendsYumnaNo ratings yet
- Digital Beamforming Techniques For Phased Array Systems: Peter DelosDocument34 pagesDigital Beamforming Techniques For Phased Array Systems: Peter Delosshakti sindhuNo ratings yet
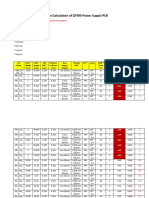
- Current Calculation - Biasing Circuit - Design 5 - Ver.1 - IncompleteDocument2 pagesCurrent Calculation - Biasing Circuit - Design 5 - Ver.1 - IncompleteYumnaNo ratings yet
- 1ef106 1e RBW Pulsed ADocument14 pages1ef106 1e RBW Pulsed AYumnaNo ratings yet
- Broadband 160W GaN PA DesignDocument5 pagesBroadband 160W GaN PA DesignYumnaNo ratings yet
- Power Measurement On Pulsed Signals With Spectrum Analyzers: Application NoteDocument12 pagesPower Measurement On Pulsed Signals With Spectrum Analyzers: Application NoteYumnaNo ratings yet
- AESA Radar Simulation & Beam Steering QuestionsDocument1 pageAESA Radar Simulation & Beam Steering QuestionsYumnaNo ratings yet
- Indian Uttam AesaDocument57 pagesIndian Uttam AesaYumnaNo ratings yet
- Broadband 160W GaN PA DesignDocument5 pagesBroadband 160W GaN PA DesignYumnaNo ratings yet
- 1ef106 1e RBW Pulsed ADocument14 pages1ef106 1e RBW Pulsed AYumnaNo ratings yet
- Current Calculation - Biasing Circuit - Design 5 - Ver.1 - IncompleteDocument2 pagesCurrent Calculation - Biasing Circuit - Design 5 - Ver.1 - IncompleteYumnaNo ratings yet
- Basic Cell Specification (BS Series)Document4 pagesBasic Cell Specification (BS Series)parahu ariefNo ratings yet
- This Study Resource Was: Arsalan HassanDocument1 pageThis Study Resource Was: Arsalan HassanSome oneNo ratings yet
- Numeros de Parte de EMCPII Electronic Control (Generator Set) 3306 CaterpillarDocument10 pagesNumeros de Parte de EMCPII Electronic Control (Generator Set) 3306 CaterpillarMariano ReyesNo ratings yet
- Dacillomyca Activity 3Document13 pagesDacillomyca Activity 3Angel CortiñasNo ratings yet
- En 301 489-2 V1.3.1Document17 pagesEn 301 489-2 V1.3.1SosialNo ratings yet
- SF15-SFX25 DS en PDFDocument2 pagesSF15-SFX25 DS en PDFpradityo jwuNo ratings yet
- DDP SscjeDocument2 pagesDDP Sscjebinit ranjanNo ratings yet
- Ordering Information: Controllino Mega Pure, Art - NR: 100-200-10Document4 pagesOrdering Information: Controllino Mega Pure, Art - NR: 100-200-10اشر اقNo ratings yet
- Smart Embedded Framework Using Arduino and IoT For Real-Time Noise and Air Pollution Monitoring and Alert SystemDocument5 pagesSmart Embedded Framework Using Arduino and IoT For Real-Time Noise and Air Pollution Monitoring and Alert SystemRaghu B100% (2)
- NIT Hamirpur Physics ExamDocument1 pageNIT Hamirpur Physics ExamSUSHIL SUSHILNo ratings yet
- Leuze: ElectronicDocument2 pagesLeuze: ElectronicSureshNo ratings yet
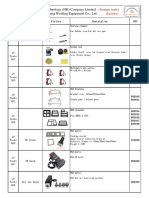
- Usbearth Technology (HK) Company Limited Shenzhen Liyang Welding Equipment Co., LTDDocument15 pagesUsbearth Technology (HK) Company Limited Shenzhen Liyang Welding Equipment Co., LTDHamzaNo ratings yet
- LG's Environmental Marketing StrategyDocument93 pagesLG's Environmental Marketing StrategyabhayNo ratings yet
- EK-RA6M4 Example Project BundleDocument6 pagesEK-RA6M4 Example Project Bundlemar_barudjNo ratings yet
- Chipanalog-CA-IF4820HS C2846827Document21 pagesChipanalog-CA-IF4820HS C2846827Mudassar RafiqNo ratings yet
- I User's Guide - Aaron 950Document50 pagesI User's Guide - Aaron 950Rene CabreraNo ratings yet
- AIR-Intelligence Manual - 33-308100-003 - ASD-640Document84 pagesAIR-Intelligence Manual - 33-308100-003 - ASD-640Andrew PanjaitanNo ratings yet
- Cadangan Power Supply - Mini Projek Sesi Ii 2021-2022Document10 pagesCadangan Power Supply - Mini Projek Sesi Ii 2021-2022syclops3No ratings yet
- Sitrans Probe LU Data SheetDocument5 pagesSitrans Probe LU Data SheetIvonne AcostaNo ratings yet
- Installation Requirements For RotomatDocument44 pagesInstallation Requirements For RotomatNghĩa Man Đức33% (3)
- Complete DDR Memory Power Supply Controller: General DescriptionDocument21 pagesComplete DDR Memory Power Supply Controller: General DescriptionYenco Barliza DiazNo ratings yet
- Surface-Mounting Tactile Switch B3FSDocument3 pagesSurface-Mounting Tactile Switch B3FSMuhamad PriyatnaNo ratings yet
- SemiconductorsDocument30 pagesSemiconductorsrabia riazNo ratings yet
- Overview: Chengdu Ebyte Electronic Technology Co, LTD E32-433T30D User ManualDocument2 pagesOverview: Chengdu Ebyte Electronic Technology Co, LTD E32-433T30D User ManualSergey SevruginNo ratings yet
- Poly 3d Wolf TemplateDocument9 pagesPoly 3d Wolf Templateアベルジョン パランNo ratings yet
- Study Program: (International Students)Document2 pagesStudy Program: (International Students)Rizwan HameedNo ratings yet