You might also like
- Applications For Heat Transfer SystemsDocument12 pagesApplications For Heat Transfer Systemsfrana hadiNo ratings yet
- 1F&L Marine Fuel Tech01Document23 pages1F&L Marine Fuel Tech01Shovon SanaNo ratings yet
- Turbine Oil Varnish For ExternalDocument39 pagesTurbine Oil Varnish For Externaldhavit wijayanto100% (3)
- Phase Change MaterialsDocument17 pagesPhase Change MaterialsAbhishek Singh100% (1)
- Gas Separation, Treatment and Specifications 2017Document47 pagesGas Separation, Treatment and Specifications 2017Duncan ReeceNo ratings yet
- PETROLEUM PROCESSING NotesDocument3 pagesPETROLEUM PROCESSING NotesArianne BatallonesNo ratings yet
- Solid Rocket MotorDocument26 pagesSolid Rocket Motoranon_149673746No ratings yet
- Thermal CrackingDocument40 pagesThermal CrackingSatyaNo ratings yet
- PETROLEUM PROCESSING NotesDocument3 pagesPETROLEUM PROCESSING NotesArianne BatallonesNo ratings yet
- Critical Areas of LubricationDocument26 pagesCritical Areas of LubricationMely LeivaNo ratings yet
- IntroductionDocument14 pagesIntroductionPramod DeshpandeNo ratings yet
- Phase Change Energy Storage System: Ankit Gupta Utkarsh Rajak Salman NaimDocument20 pagesPhase Change Energy Storage System: Ankit Gupta Utkarsh Rajak Salman NaimMark BeckerNo ratings yet
- Evn SDocument31 pagesEvn SMathaneshan RajagopalNo ratings yet
- Mod 4Document58 pagesMod 4mkpqNo ratings yet
- Types of Conversion ProcessesDocument5 pagesTypes of Conversion ProcessesLakshya SaxenaNo ratings yet
- Gel TroubleshootingDocument57 pagesGel TroubleshootingSid sidNo ratings yet
- Materi HDS (Hydrodesulfurisasi) Catalytic CrackingDocument46 pagesMateri HDS (Hydrodesulfurisasi) Catalytic CrackingMhd Refsi Oktafian 1607116138No ratings yet
- Dross AltekDocument38 pagesDross AltekChaowalit LimmaneevichitrNo ratings yet
- Quenching Chapter - 2 : (Total Sheets - 9 Excluding This)Document10 pagesQuenching Chapter - 2 : (Total Sheets - 9 Excluding This)Bhushan Shankar KambleNo ratings yet
- 02 Wellstream Fluids & Product Specification PDFDocument25 pages02 Wellstream Fluids & Product Specification PDFEbountz RahmNo ratings yet
- Petroleum Refining Technology: HydrocrackingDocument13 pagesPetroleum Refining Technology: HydrocrackingNana TweneboahNo ratings yet
- Oil Refinery ReportDocument41 pagesOil Refinery ReportJohn Kris San LuisNo ratings yet
- Coal Quality and End-Use in Power Generation: Com BustionDocument28 pagesCoal Quality and End-Use in Power Generation: Com BustionLilik ArdiyantoNo ratings yet
- GT - Clase CCDocument39 pagesGT - Clase CCSantiago Ricaurte CamposNo ratings yet
- Design of ReboilersDocument24 pagesDesign of ReboilersKrishanu SahaNo ratings yet
- 13 - Gas & Stationary Diesel Engine Oils - FilterDocument32 pages13 - Gas & Stationary Diesel Engine Oils - FilterJack PranNo ratings yet
- Calentadores Electricos ChromaloxDocument24 pagesCalentadores Electricos ChromaloxelmerNo ratings yet
- Article - Care and Maintenance of Quench OilsDocument6 pagesArticle - Care and Maintenance of Quench OilsLuiz guilherme OliveiraNo ratings yet
- Chapter 1 Crude Oil DistillationDocument25 pagesChapter 1 Crude Oil DistillationAbdul QayyumNo ratings yet
- Heat Treatment of Nuclear Reactor Pressure VesselDocument25 pagesHeat Treatment of Nuclear Reactor Pressure VesselNawal HaiderNo ratings yet
- Petroleum Technology 17-03-2021Document8 pagesPetroleum Technology 17-03-2021Lakshya SaxenaNo ratings yet
- 18-Dowtherm HT FluidsDocument80 pages18-Dowtherm HT FluidshatimNo ratings yet
- Bearing Failure Inspection MethodsDocument41 pagesBearing Failure Inspection MethodsM.TayyabNo ratings yet
- Fuel Oil / Hps / LSHS: (Properties / Grades / Specifications / Test Methods)Document50 pagesFuel Oil / Hps / LSHS: (Properties / Grades / Specifications / Test Methods)Joydeep Chakraborty50% (2)
- Gas TreatmentDocument106 pagesGas TreatmentKarthik MuruganNo ratings yet
- Heat Treatment of GearsDocument11 pagesHeat Treatment of GearsManik SinghNo ratings yet
- UNIT 4 PPT Reservoir Engineering-1Document38 pagesUNIT 4 PPT Reservoir Engineering-1PE9001 AarthiNo ratings yet
- Fuels and Combustion: Vardelli Shanthan MT21HPE001Document9 pagesFuels and Combustion: Vardelli Shanthan MT21HPE001Shanthan VardelliNo ratings yet
- Oil Refinery ProcessDocument44 pagesOil Refinery ProcessJunaid IqbalNo ratings yet
- LubriDocument42 pagesLubriindraneel8No ratings yet
- Heat Treatment of Metals PDFDocument12 pagesHeat Treatment of Metals PDFAzize RazamNo ratings yet
- 03 Primary Reformer - Theory and OperationDocument28 pages03 Primary Reformer - Theory and OperationKvspavan KumarNo ratings yet
- SmallEngineSystems GenralIntroDocument87 pagesSmallEngineSystems GenralIntroyshekar1No ratings yet
- Marine Fuel Specification and Test Methods Day 1: TH THDocument82 pagesMarine Fuel Specification and Test Methods Day 1: TH THriveraalvinNo ratings yet
- FuelsDocument42 pagesFuelskapun kumar nayakNo ratings yet
- PTRT 1321: Oil-Field Hydraulics Completion and Workover FluidsDocument27 pagesPTRT 1321: Oil-Field Hydraulics Completion and Workover FluidsMohammed adelNo ratings yet
- Lecture 18Document24 pagesLecture 18Iyer VasundharaNo ratings yet
- Turbine TroubleshootingDocument15 pagesTurbine TroubleshootingBrian ASNo ratings yet
- Heat Treatment2Document18 pagesHeat Treatment2Pandu Pratama YudhaNo ratings yet
- ME137L - Heat TreatmentDocument34 pagesME137L - Heat TreatmentDiego LoyzagaNo ratings yet
- Heavy-Oil ReservoirsDocument72 pagesHeavy-Oil ReservoirsCostelNo ratings yet
- Unit Iii. Fuels: Learning ObjectivesDocument6 pagesUnit Iii. Fuels: Learning ObjectivesIvyy Joyce BuanNo ratings yet
- Alternative Marine FuelsDocument54 pagesAlternative Marine Fuelsengrsurif100% (1)
- RefractoriesDocument31 pagesRefractoriesChandra Shekar Reddy Yelety100% (2)
- Industrial CatalystDocument26 pagesIndustrial CatalystAritra SenNo ratings yet
- 14-17 ConversionDocument16 pages14-17 ConversionLakshya SaxenaNo ratings yet
- Boiler InterviewDocument16 pagesBoiler InterviewSachin PatelNo ratings yet
- 2 Refining Crude Oil 2022Document38 pages2 Refining Crude Oil 2022furryflames83No ratings yet
- Liquid Fuels: The Commonwealth and International Library of Science, Technology, Engineering and Liberal Studies: Metallurgy DivisionFrom EverandLiquid Fuels: The Commonwealth and International Library of Science, Technology, Engineering and Liberal Studies: Metallurgy DivisionRating: 4.5 out of 5 stars4.5/5 (2)
- Heavy and Extra-heavy Oil Upgrading TechnologiesFrom EverandHeavy and Extra-heavy Oil Upgrading TechnologiesRating: 4 out of 5 stars4/5 (2)
- Part 1: Induction Heating: Dr. Jiankun Yuan Prof. Yiming (Kevin) RongDocument10 pagesPart 1: Induction Heating: Dr. Jiankun Yuan Prof. Yiming (Kevin) RongRajesh RajavelNo ratings yet
- Heat Treatment Processes in Gear Design: Prepared By:-Kartik Thakkar WebsiteDocument16 pagesHeat Treatment Processes in Gear Design: Prepared By:-Kartik Thakkar WebsiteHerdi PriyoNo ratings yet
- Ceco Brochure PDFDocument8 pagesCeco Brochure PDFHerdi PriyoNo ratings yet
- Modul Bahasa Inggris Percakapan PDFDocument27 pagesModul Bahasa Inggris Percakapan PDFHerdi Priyo100% (1)
- Batangas State University College of Engineering, Architecture & Fine ArtsDocument4 pagesBatangas State University College of Engineering, Architecture & Fine ArtsJohn Kevin de CastroNo ratings yet
- Nano DeBeeDocument2 pagesNano DeBeeCarmen RaveNo ratings yet
- Report On Fractional DistillationDocument5 pagesReport On Fractional DistillationJackson YamangaNo ratings yet
- Internship REPORTDocument30 pagesInternship REPORTImran GulNo ratings yet
- 8378 13800 1 SMDocument9 pages8378 13800 1 SMSYIFA AULIA 1No ratings yet
- Chapter 8 Design For Injection MoldingDocument94 pagesChapter 8 Design For Injection Moldingxuân quân lêNo ratings yet
- Chapter 3 Deep FoundationDocument2 pagesChapter 3 Deep FoundationTeaMeeNo ratings yet
- Load Analysis (Load Combinations) : Roof Deck I.Dead Loads 1.1 Concrete 1.2 FlooringDocument2 pagesLoad Analysis (Load Combinations) : Roof Deck I.Dead Loads 1.1 Concrete 1.2 FlooringLong Live TauNo ratings yet
- Crystallographic Imperfections PDFDocument17 pagesCrystallographic Imperfections PDFAmitNo ratings yet
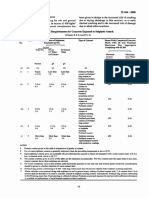
- IS 456: 2000 8.2.4.2 Maximum Cement Content: Chss TypeDocument1 pageIS 456: 2000 8.2.4.2 Maximum Cement Content: Chss Typesharath1199No ratings yet
- Cambridge IGCSE: Combined Science 0653/42Document24 pagesCambridge IGCSE: Combined Science 0653/42Hin Wa LeungNo ratings yet
- Pengantar Rekayasa Pertambangan: To MiningDocument30 pagesPengantar Rekayasa Pertambangan: To MiningSasaki HaiseNo ratings yet
- Waste Minimization and ManagementDocument32 pagesWaste Minimization and ManagementNur AishaNo ratings yet
- SPECIFICATION-FOR-ALUMINIUM-SULPHATE (Alum) Used For Potable Water SupplyDocument5 pagesSPECIFICATION-FOR-ALUMINIUM-SULPHATE (Alum) Used For Potable Water SupplyWeida KuchingNo ratings yet
- PhySci Aguilar M8Document4 pagesPhySci Aguilar M8Belle MarianoNo ratings yet
- Chap-5 Framed StructuresDocument12 pagesChap-5 Framed StructurestekalignNo ratings yet
- Polymers: C C CHDocument9 pagesPolymers: C C CHAliya RahmanNo ratings yet
- Concepts of Electric Arc Furnace Fume ControlDocument5 pagesConcepts of Electric Arc Furnace Fume ControlAshutosh SinghNo ratings yet
- 2 Taefdxtoht 4 Oo 8 ADocument16 pages2 Taefdxtoht 4 Oo 8 AmelsabaeNo ratings yet
- Introduction To Rock PhysicsDocument2 pagesIntroduction To Rock PhysicsFalza Izza WihdanyNo ratings yet
- Heat Transfer Fluid MechanicsDocument12 pagesHeat Transfer Fluid MechanicsKieran YeowNo ratings yet
- Next-Generation Densifier: Cure+Document2 pagesNext-Generation Densifier: Cure+Froilan EspinosaNo ratings yet
- Seminar 1 RheometerDocument11 pagesSeminar 1 RheometerSwapnil Ahire (APPL-HIN)No ratings yet
- Mechanical Performance and Analysis of Banana Fiber Reinforced Epoxy CompositesDocument10 pagesMechanical Performance and Analysis of Banana Fiber Reinforced Epoxy Compositesdawuud09No ratings yet
- WWW - Ubakus.de: Perete Exterior Spital COVIDDocument4 pagesWWW - Ubakus.de: Perete Exterior Spital COVIDsebi_iasiNo ratings yet
- Beam Column - IS 800Document2 pagesBeam Column - IS 800parishith0% (1)
- Intensifying Screen 1Document39 pagesIntensifying Screen 1Faris Afif100% (1)
- Science-SQP 2 Term2Document13 pagesScience-SQP 2 Term2Srivatsan BalajiNo ratings yet
- Eum 20230918Document31 pagesEum 20230918Govend BarNo ratings yet
- Olofsson 2015 IOP Conf. Ser.: Mater. Sci. Eng. 84 012026Document9 pagesOlofsson 2015 IOP Conf. Ser.: Mater. Sci. Eng. 84 012026Parag NaikNo ratings yet