You might also like
- Ralliart's Guide to High Performance Tuning of the Mitsubishi Lancer EvolutionDocument3 pagesRalliart's Guide to High Performance Tuning of the Mitsubishi Lancer EvolutionPedro CarvalhoNo ratings yet
- AutodeskDocument77 pagesAutodeskJose PauloNo ratings yet
- Design of Toggle JackDocument26 pagesDesign of Toggle JackHisham Ahmed Melegy100% (1)
- Maple Leaf FoodsDocument2 pagesMaple Leaf FoodsSahil sangwanNo ratings yet
- Health Care: A Strategy For Supporting Change - DMGT 748 - SpreadsDocument80 pagesHealth Care: A Strategy For Supporting Change - DMGT 748 - SpreadsreginarowlandNo ratings yet
- Graffiti Restaurent Six Sigma Project ReportDocument38 pagesGraffiti Restaurent Six Sigma Project ReportRiz KhanNo ratings yet
- Lean Six Sigma GuidebookDocument200 pagesLean Six Sigma Guidebookafonsopilar100% (11)
- Marketing Proposal Sample NascarDocument11 pagesMarketing Proposal Sample NascarTippawan NewLifeNo ratings yet
- Coca-Cola 600 Plans BookDocument67 pagesCoca-Cola 600 Plans BookReagan PayneNo ratings yet
- Camber AngleDocument8 pagesCamber AngleMohamadTalatNo ratings yet
- Damper Basics Equations PDFDocument12 pagesDamper Basics Equations PDFGuilherme GcNo ratings yet
- Vehicle Dynamics of A Solar Racing CarDocument20 pagesVehicle Dynamics of A Solar Racing CarVikas KumarNo ratings yet
- 13th International Conference on Heat Transfer, Fluid Mechanics and Thermodynamics AerodynamicsDocument6 pages13th International Conference on Heat Transfer, Fluid Mechanics and Thermodynamics AerodynamicsLeo LonardelliNo ratings yet
- Continental Racing Tires Flyer 2017Document7 pagesContinental Racing Tires Flyer 2017Keith VonHertellNo ratings yet
- Pandemic 1Document66 pagesPandemic 1Christine AlumNo ratings yet
- Presented by Parvinder Singh Palak Bhatia Laxmi Suri: "The Power of Simplicity"Document39 pagesPresented by Parvinder Singh Palak Bhatia Laxmi Suri: "The Power of Simplicity"Laxmi SuriNo ratings yet
- Introduction to Parallel Computing ConceptsDocument58 pagesIntroduction to Parallel Computing ConceptsCJ JINNo ratings yet
- NETA Handbook Series II - Safety Vol 1 PDFDocument78 pagesNETA Handbook Series II - Safety Vol 1 PDFadmer_lauristaNo ratings yet
- Aerodynamics in CarsDocument26 pagesAerodynamics in CarsHimesh MangalathuNo ratings yet
- Automotive AerodynamicsDocument3 pagesAutomotive AerodynamicsAbdlHameed FareedahNo ratings yet
- 10 04 21 CIBJO Pearl Blue BookDocument53 pages10 04 21 CIBJO Pearl Blue BookAly IbrahimNo ratings yet
- Chapter 6 TIRESDocument32 pagesChapter 6 TIRESSyed SyamimNo ratings yet
- Harvard Research Into Education Gaps Due To The Pandemic.Document3 pagesHarvard Research Into Education Gaps Due To The Pandemic.Frank MaradiagaNo ratings yet
- Metal Working Processes and Tools GuideDocument35 pagesMetal Working Processes and Tools GuidesolarbobkyNo ratings yet
- Tire Maintenance, Safety and Warranty Manual: Associated BrandsDocument48 pagesTire Maintenance, Safety and Warranty Manual: Associated BrandsjorgegachaNo ratings yet
- Aerodynamic Cars Science 5616Document19 pagesAerodynamic Cars Science 5616mohammad faisalNo ratings yet
- Solar Energy Technology Handbook - Part1Document20 pagesSolar Energy Technology Handbook - Part1dondon.dianNo ratings yet
- Complete Textbook Upate 55 Coppy-1Document140 pagesComplete Textbook Upate 55 Coppy-1Lesley Vivienne100% (1)
- SS405 Office LightingDocument9 pagesSS405 Office LightingEnrique TorrezNo ratings yet
- Engineering DrawingDocument157 pagesEngineering DrawingLab Thermo100% (1)
- Cit 478 Artificial IntelligenceDocument191 pagesCit 478 Artificial IntelligenceOjowa AfolayanNo ratings yet
- Aerodynamics of High Performance Vehicles (Autosaved)Document18 pagesAerodynamics of High Performance Vehicles (Autosaved)Praveen YadavNo ratings yet
- Autocad Plant 3d 2010 - Trial GuideDocument41 pagesAutocad Plant 3d 2010 - Trial GuideJEANSCARLOS0011065No ratings yet
- How To Create A Propeller BladeDocument16 pagesHow To Create A Propeller BladeStelistul SorinNo ratings yet
- Autocad Ebook Beginners-Short.Document109 pagesAutocad Ebook Beginners-Short.awaisashu93No ratings yet
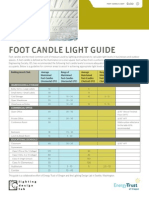
- Foot Candle Light GuideDocument2 pagesFoot Candle Light GuidePaulineNo ratings yet
- Basic Tools in 3D in AutoCAD - 12CADDocument7 pagesBasic Tools in 3D in AutoCAD - 12CADMuthu KumarNo ratings yet
- Camber-Car Design & Dynamics Document Optimized 40 Character TitleDocument77 pagesCamber-Car Design & Dynamics Document Optimized 40 Character Titlepathak2891No ratings yet
- Project topic:-TYPES OF OPTIONDocument17 pagesProject topic:-TYPES OF OPTIONShreya JoshiNo ratings yet
- MEP Internship Training Report Main PageDocument40 pagesMEP Internship Training Report Main PageHhNo ratings yet
- Vehicle Aerodynamics Intro04Document44 pagesVehicle Aerodynamics Intro04Marcos SoarNo ratings yet
- Race Car Frame Design and DevelopmentDocument16 pagesRace Car Frame Design and DevelopmentMahmood KhallidNo ratings yet
- Lighting Design ConsiderationsDocument42 pagesLighting Design Considerationsshivam007No ratings yet
- Types of Car ChassisDocument7 pagesTypes of Car ChassisVishal SahaniNo ratings yet
- FIST5-14 Arc Flash Hazard Program, May 2011Document89 pagesFIST5-14 Arc Flash Hazard Program, May 2011jfejfeNo ratings yet
- Continuous Quality ImprovementDocument304 pagesContinuous Quality ImprovementMaria EnyNo ratings yet
- Paper On Design and Analysis of Wheel Set Assembly & Disassembly Hydraulic Press MachineDocument4 pagesPaper On Design and Analysis of Wheel Set Assembly & Disassembly Hydraulic Press MachineEditor IJRITCCNo ratings yet
- Advanced Excel Formulas Unleashing Brilliance With Excel FormulasDocument834 pagesAdvanced Excel Formulas Unleashing Brilliance With Excel FormulasJosé Martínez SantanaNo ratings yet
- Centroids of Composite Bodies PDFDocument9 pagesCentroids of Composite Bodies PDFบิ๊ก บิ๊กNo ratings yet
- Workshop 2Document149 pagesWorkshop 2JOEL JO THOMASNo ratings yet
- RaceCar PDFDocument89 pagesRaceCar PDFTomas Salinas100% (1)
- How Does Aerodynamics Dictate Formula OneDocument8 pagesHow Does Aerodynamics Dictate Formula OnekrittametsupmunNo ratings yet
- W. Edwards Deming Statistician Quality Expert 14 PointsDocument21 pagesW. Edwards Deming Statistician Quality Expert 14 PointsTArek SArkerNo ratings yet
- Chapter 4 Screw ThreadsDocument38 pagesChapter 4 Screw ThreadsDishank UpadhyayNo ratings yet
- Microsoft Excel 2016 Step-By-Step GuideDocument84 pagesMicrosoft Excel 2016 Step-By-Step GuideMelvin DipasupilNo ratings yet
- Electrical Engineering Department: End of Chapter 2 Dee30061: Computer Aided Electrical Drawing Programme: Dep / DTKDocument6 pagesElectrical Engineering Department: End of Chapter 2 Dee30061: Computer Aided Electrical Drawing Programme: Dep / DTK01 PrOdUcTiOnNo ratings yet
- Damper Basics EquationsDocument12 pagesDamper Basics EquationsKha PhucNo ratings yet
- Deming RegressionDocument4 pagesDeming RegressionJavier Ignacio Camacho HernandezNo ratings yet
- 02 Knuckle JointDocument24 pages02 Knuckle JointTeaching ClubNo ratings yet
- Machines and Mechanisms GuideDocument38 pagesMachines and Mechanisms GuideMudit MaheshwariNo ratings yet
- Master Thesis Structured ProductsDocument5 pagesMaster Thesis Structured Productsfjgjdhzd100% (2)
- MSC Thesis Topics in AccountingDocument4 pagesMSC Thesis Topics in Accountingerintorresscottsdale100% (2)
- Famous Master ThesisDocument7 pagesFamous Master Thesisjenniferrobinsonjackson100% (2)
- Literature Review Final Year Project ReportDocument4 pagesLiterature Review Final Year Project Reportwonopwwgf100% (1)
- EGN-3310 3D Free-Body Diagrams and Equations of EquilibriumDocument14 pagesEGN-3310 3D Free-Body Diagrams and Equations of EquilibriumOmar AlasNo ratings yet
- RZEGN3310 (Lecture 3) 2.5-2Document24 pagesRZEGN3310 (Lecture 3) 2.5-2Omar AlasNo ratings yet
- Six Sigma BustedDocument7 pagesSix Sigma BustedOmar AlasNo ratings yet
- EGN-3310 STATICS TITLEDocument42 pagesEGN-3310 STATICS TITLEOmar AlasNo ratings yet
- A First Course in Quality EngineeringDocument627 pagesA First Course in Quality EngineeringOmar Alas100% (5)
- The Search For Knowledge: by David BenjaminDocument155 pagesThe Search For Knowledge: by David BenjaminOmar Alas0% (1)
- Post Lab Questions For Fractional DistillationDocument2 pagesPost Lab Questions For Fractional DistillationOmar AlasNo ratings yet
- Post Lab Questions For Fractional DistillationDocument2 pagesPost Lab Questions For Fractional DistillationOmar AlasNo ratings yet
- Fractional Distillation Lab ReportDocument7 pagesFractional Distillation Lab ReportOmar AlasNo ratings yet
- Post Lab Questions For Fractional DistillationDocument2 pagesPost Lab Questions For Fractional DistillationOmar AlasNo ratings yet
- Cardiovascular Project Omar AlasDocument4 pagesCardiovascular Project Omar AlasOmar AlasNo ratings yet
- Lean Six Sigma Black Belt Project For Supply Chain: Dock-to-Stock Part of Customer Supply ChainDocument7 pagesLean Six Sigma Black Belt Project For Supply Chain: Dock-to-Stock Part of Customer Supply ChainAmit AnandNo ratings yet
- Chapter 9Document24 pagesChapter 9cooneyz1987No ratings yet
- ADD-00058819 Six Sigma Learning Guide PDFDocument65 pagesADD-00058819 Six Sigma Learning Guide PDFHéctor NorthmanNo ratings yet
- 5S A Way of LifeDocument33 pages5S A Way of LifeSandulescu GeorgeNo ratings yet
- QXC9EKAD Lean Six-Sigma CS Assignment #2ADocument16 pagesQXC9EKAD Lean Six-Sigma CS Assignment #2ARakib KhanNo ratings yet
- QMCS 16 - 2 Process CapabilityDocument27 pagesQMCS 16 - 2 Process CapabilityalegabipachecoNo ratings yet
- Analysis of Product Quality Improvement Through Kaizen and DMAIC Method in Rubber Sole ManufacturingDocument7 pagesAnalysis of Product Quality Improvement Through Kaizen and DMAIC Method in Rubber Sole ManufacturingEditor IjasreNo ratings yet
- Cntlplan1 Week 9 Johnson AndersonDocument7 pagesCntlplan1 Week 9 Johnson AndersonLuis Angel RoudriguezNo ratings yet
- Sales & Operations PlanningDocument144 pagesSales & Operations PlanningEduardo Hanssen100% (2)
- Presentation Based On Chapter 2 of The Text BookDocument28 pagesPresentation Based On Chapter 2 of The Text BookchatgptmakeNo ratings yet
- Top 60 Six Sigma Green Belt Test Questions and Answers For Practice - Sulekha Tech PulseDocument23 pagesTop 60 Six Sigma Green Belt Test Questions and Answers For Practice - Sulekha Tech PulseVighnesh VikkiNo ratings yet
- Business Plan: BB (Bebe Beautifying) CompanyDocument10 pagesBusiness Plan: BB (Bebe Beautifying) Companyrhei_xiuminNo ratings yet
- ChangeManagement BookDocument343 pagesChangeManagement BookVirginija BortkevičienėNo ratings yet
- Six Sigma Overview for Green BeltsDocument31 pagesSix Sigma Overview for Green BeltsAnkitNo ratings yet
- Introduction To Service QUalityDocument105 pagesIntroduction To Service QUalityManikandan GuruNo ratings yet
- Chapter 20 - Six Sigma ManagementDocument16 pagesChapter 20 - Six Sigma ManagementKathy LêNo ratings yet
- IFQIndia - Best Institute For Six Sigma Certification in PuneDocument38 pagesIFQIndia - Best Institute For Six Sigma Certification in PuneVijay DeshpandeNo ratings yet
- Isu Module Template Subject: IT BPO 3Document13 pagesIsu Module Template Subject: IT BPO 3anne pascuaNo ratings yet
- Business General ManagerDocument6 pagesBusiness General ManagermohammedNo ratings yet
- Case Study-Six Sigma at G.EDocument13 pagesCase Study-Six Sigma at G.EVinayak CoolkarniNo ratings yet
- 02 - Lean Project Selection & Implementation Flow ChartDocument2 pages02 - Lean Project Selection & Implementation Flow ChartYo GoldNo ratings yet
- SCOR Model Workshop: A Lecture-Presentation by Prof. Deepak JakateDocument98 pagesSCOR Model Workshop: A Lecture-Presentation by Prof. Deepak JakateAjay KaushikNo ratings yet
- Failure Mode and Effect Analysis Fmea From Theory To Execution PDFDocument20 pagesFailure Mode and Effect Analysis Fmea From Theory To Execution PDFAdJi Abdillah KharismaNo ratings yet
- Ford MotorDocument35 pagesFord MotorJames NitsugaNo ratings yet
- BPRA Laguna Chapter 2Document52 pagesBPRA Laguna Chapter 2Neetesh Singh100% (1)
- 1 - Mustafa Anis CVDocument5 pages1 - Mustafa Anis CVMustafa AnisNo ratings yet