You might also like
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesFrom EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNo ratings yet
- CV - Nainish Sahare Oil and GasDocument5 pagesCV - Nainish Sahare Oil and GasNitai DuraisamiNo ratings yet
- Corporate Profile: GasgenDocument44 pagesCorporate Profile: GasgenAhmad SolichinNo ratings yet
- Modeling, Control, and Optimization of Natural Gas Processing PlantsFrom EverandModeling, Control, and Optimization of Natural Gas Processing PlantsRating: 5 out of 5 stars5/5 (1)
- AP1 618 Reciprocating Gas Compressors SolutionsDocument12 pagesAP1 618 Reciprocating Gas Compressors Solutionsfoobar2016No ratings yet
- Troubleshooting and Repair of Diesel EnginesFrom EverandTroubleshooting and Repair of Diesel EnginesRating: 1.5 out of 5 stars1.5/5 (2)
- Profile BuildingsDocument4 pagesProfile Buildingsroopashreems927No ratings yet
- Air & Industrial Gas Compressors - 2935 0598 11 - tcm795-2928482Document40 pagesAir & Industrial Gas Compressors - 2935 0598 11 - tcm795-2928482Jozsef MagyariNo ratings yet
- GEECO Enercon Pvt. Limited: Raph - Esp - CFD - Fea - Fes - Testing - TrainingDocument24 pagesGEECO Enercon Pvt. Limited: Raph - Esp - CFD - Fea - Fes - Testing - TrainingAkasthiyanNo ratings yet
- SYEDTAHREEM - Engineering Profile PEDocument3 pagesSYEDTAHREEM - Engineering Profile PEstar_timNo ratings yet
- NEZYox 5 ODocument9 pagesNEZYox 5 OBouchra MrabetiNo ratings yet
- Stephen H Shake ShaftDocument4 pagesStephen H Shake Shaftkoustavghosh1986No ratings yet
- PROCESS GAS SOLUTIONS: AERZEN'S RELIABLE COMPRESSORS AND BLOWERSDocument26 pagesPROCESS GAS SOLUTIONS: AERZEN'S RELIABLE COMPRESSORS AND BLOWERSWesley andrade martins100% (1)
- Atlas Copco GAP Driving Expander TechnologyDocument32 pagesAtlas Copco GAP Driving Expander TechnologyAlfian FathonyNo ratings yet
- Downhole Gas Compression: Game Changing Technology For Enhanced Gas ProductionDocument4 pagesDownhole Gas Compression: Game Changing Technology For Enhanced Gas ProductionfdpintoNo ratings yet
- Modec Case StudiesDocument15 pagesModec Case Studiessamah eskanderNo ratings yet
- A1 008 00 - enDocument26 pagesA1 008 00 - enMehdi Baghaie100% (1)
- Design Engineering Services BrochureDocument40 pagesDesign Engineering Services BrochureAiddie GhazlanNo ratings yet
- AustCold Industrial RefrigerationDocument7 pagesAustCold Industrial RefrigerationPrestoneKNo ratings yet
- E PapertheturboDocument8 pagesE PapertheturboKo NgelayNo ratings yet
- MAN Energy Develops IMOKAT II Catalyst To Reduce Methane SlipDocument10 pagesMAN Energy Develops IMOKAT II Catalyst To Reduce Methane Slipali.khalifaNo ratings yet
- Expander Brochure B H 2017 InteractiveDocument16 pagesExpander Brochure B H 2017 InteractiveJose Luis Rodriguez LópezNo ratings yet
- Art 11-Nonmetallics-JOT-fall2012 PDFDocument5 pagesArt 11-Nonmetallics-JOT-fall2012 PDFshafeeqm3086No ratings yet
- Brochure DSI Oil&Gas 2012 FinalDocument9 pagesBrochure DSI Oil&Gas 2012 FinalkanchanabalajiNo ratings yet
- Gas Turbines and Associated Auxiliary Systems in Oil and Gas ApplicationsDocument27 pagesGas Turbines and Associated Auxiliary Systems in Oil and Gas ApplicationsGhazaleh GhazanfariNo ratings yet
- KNM GroupDocument3 pagesKNM GroupLiew Yau WeiNo ratings yet
- Overseas Profile 2022Document29 pagesOverseas Profile 2022Lakshmi Narayanan PadmanabhanNo ratings yet
- Advantages of Aeroderivatives IAGT 206 - Final - PaperDocument15 pagesAdvantages of Aeroderivatives IAGT 206 - Final - PapermvanzijpNo ratings yet
- Cutting SOx EmissionsDocument8 pagesCutting SOx EmissionsÜmit GüneşNo ratings yet
- Early Production Facilities PL WebDocument4 pagesEarly Production Facilities PL Webbono8950% (2)
- Driving Centrifugal Compressor Technology - tcm795-1714387Document48 pagesDriving Centrifugal Compressor Technology - tcm795-1714387Kirti PatelNo ratings yet
- Thesis Oil PumpDocument4 pagesThesis Oil PumpHelpWithWritingPapersUK100% (2)
- SUTEC PresentationDocument21 pagesSUTEC PresentationAiddie GhazlanNo ratings yet
- Science and Technology of Novel Process For Deep Desulfurization of Oil Refinery StreamsDocument25 pagesScience and Technology of Novel Process For Deep Desulfurization of Oil Refinery StreamsJorge L. Rivero S.No ratings yet
- Wet Gas Compression Test of Centrifugal CompressorDocument0 pagesWet Gas Compression Test of Centrifugal CompressorHussain NouriNo ratings yet
- Air Cooled Heat Exchangers - DecometaDocument8 pagesAir Cooled Heat Exchangers - Decometasammar_10No ratings yet
- Gas Sweetening Systems-Engineering-Design-Guide PDFDocument24 pagesGas Sweetening Systems-Engineering-Design-Guide PDFJerry GumpNo ratings yet
- Centrifugal CompressorDocument54 pagesCentrifugal CompressorAnonymous ffje1rpa63% (8)
- TSML Report - ShazDocument21 pagesTSML Report - ShazUmer AleemNo ratings yet
- Hydrogen Standards Release Summary: (ISO 16110-1:2007, MOD)Document2 pagesHydrogen Standards Release Summary: (ISO 16110-1:2007, MOD)Jerome25% (4)
- Majid Piping Supervisor CVDocument3 pagesMajid Piping Supervisor CVZishan KhanNo ratings yet
- Turbo For The Aftermarket Mo 4 811Document8 pagesTurbo For The Aftermarket Mo 4 811xmen norNo ratings yet
- DESCON Internship ReportDocument53 pagesDESCON Internship ReportTanzeel Ur Rehman100% (1)
- EPC ContractorsDocument44 pagesEPC ContractorsGaurav kumar50% (4)
- HAZOPDocument20 pagesHAZOPFATHYNo ratings yet
- Design of Coupling Enclosures by Michael M. CalistratDocument8 pagesDesign of Coupling Enclosures by Michael M. Calistrat최승원No ratings yet
- Atlas Copco Gas and Process Expander BrochureDocument19 pagesAtlas Copco Gas and Process Expander BrochureGustave BarbosaNo ratings yet
- Javaid ResumeDocument2 pagesJavaid ResumeJavaid IqbalNo ratings yet
- Aniket Kuwar: Semiconductor/ Ultra High Pure Fab. Utilities Expert (Gas Chemical)Document4 pagesAniket Kuwar: Semiconductor/ Ultra High Pure Fab. Utilities Expert (Gas Chemical)aniketkuwar06No ratings yet
- MRO Product Range From Project Sales Corp, IndiaDocument43 pagesMRO Product Range From Project Sales Corp, IndiaProject Sales CorpNo ratings yet
- Ronald George ResumeDocument3 pagesRonald George ResumeRonald GeorgeNo ratings yet
- HP Gas ReinjectionDocument2 pagesHP Gas ReinjectionHIPAPNo ratings yet
- Mohammad Ahrar Hussain: CV: M A HussainDocument3 pagesMohammad Ahrar Hussain: CV: M A HussainMuthu Srinivasan Muthu SelvamNo ratings yet
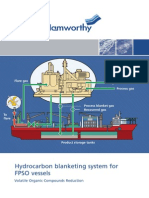
- Hydrocarbon Gas BlanketingDocument2 pagesHydrocarbon Gas Blanketingna_pariNo ratings yet
- Design, Testing, and Field Experience of A High-Pressure Natural Gas Reinjection CompressorDocument16 pagesDesign, Testing, and Field Experience of A High-Pressure Natural Gas Reinjection CompressorBa1313yNo ratings yet
- REB COMPANY PROFILE Ver 2024Document32 pagesREB COMPANY PROFILE Ver 2024Anggun RushNo ratings yet
- Sulfur Burning Processes and Acid Plant DDocument4 pagesSulfur Burning Processes and Acid Plant DacckypenrynNo ratings yet
- Energy Optimization and Performance Improvement For Crude Distillation Unit Using Pre Flash SystemDocument13 pagesEnergy Optimization and Performance Improvement For Crude Distillation Unit Using Pre Flash SystemVAIBHAV FACHARANo ratings yet
- Acfrogbwpntrighb A9epdpyxnd2v97mp3ms5 0efpiqx4ma29gormeugtzwbbadh2lbackb40q6gg1f6xxxk72s4issb Huwls8wni6vfduz9a7fvf7fhvktmivoomDocument5 pagesAcfrogbwpntrighb A9epdpyxnd2v97mp3ms5 0efpiqx4ma29gormeugtzwbbadh2lbackb40q6gg1f6xxxk72s4issb Huwls8wni6vfduz9a7fvf7fhvktmivoomrajNo ratings yet
- Siemens PDFDocument10 pagesSiemens PDFejzuppelli8036No ratings yet
- Linear Algebra For Machine Learning: Sargur N. Srihari Srihari@cedar - Buffalo.eduDocument62 pagesLinear Algebra For Machine Learning: Sargur N. Srihari Srihari@cedar - Buffalo.eduHost Van BraundNo ratings yet
- Member of Staff Christian SchroederDocument9 pagesMember of Staff Christian Schroederejzuppelli8036No ratings yet
- Paper ReadingDocument3 pagesPaper ReadingTran Dang HoaNo ratings yet
- Presentation - Long-Term Variations in Structural DynamicsDocument60 pagesPresentation - Long-Term Variations in Structural Dynamicsejzuppelli8036100% (1)
- Signal Processing For The RotordynamicsDocument14 pagesSignal Processing For The Rotordynamicsejzuppelli8036No ratings yet
- Presentation 19th IFAC Symposium On System IdentificationDocument20 pagesPresentation 19th IFAC Symposium On System Identificationejzuppelli8036No ratings yet
- Presentation 19th IFAC Symposium On System IdentificationDocument20 pagesPresentation 19th IFAC Symposium On System Identificationejzuppelli8036No ratings yet
- Balancing Test Lab Objective:: Structures/Motion Lab 20-263-571, Sections 001, 002, 003Document14 pagesBalancing Test Lab Objective:: Structures/Motion Lab 20-263-571, Sections 001, 002, 003dr_oxide2No ratings yet
- Turbo CS 8 CO2 CorrosionDocument23 pagesTurbo CS 8 CO2 CorrosionRonald GeorgeNo ratings yet
- Filosofia de ControlDocument40 pagesFilosofia de Controlejzuppelli8036No ratings yet
- Innovative Turbomachinery Shaft Coupling Alignment MethodDocument8 pagesInnovative Turbomachinery Shaft Coupling Alignment Methodejzuppelli8036100% (1)
- Balancing Test Lab Objective:: Structures/Motion Lab 20-263-571, Sections 001, 002, 003Document14 pagesBalancing Test Lab Objective:: Structures/Motion Lab 20-263-571, Sections 001, 002, 003dr_oxide2No ratings yet
- Ship Structural Response: LoadsDocument25 pagesShip Structural Response: Loadsejzuppelli8036No ratings yet
- Paper ReadingDocument3 pagesPaper ReadingTran Dang HoaNo ratings yet
- Calculate Likelihood of Piping Failure From High-Frequency Acoustic VibrationDocument14 pagesCalculate Likelihood of Piping Failure From High-Frequency Acoustic Vibrationejzuppelli8036No ratings yet
- Shaker Testing IntroductionDocument2 pagesShaker Testing Introductionejzuppelli8036No ratings yet
- Vibration Analysis Certification Cat I Rotating Equip Q127Document1 pageVibration Analysis Certification Cat I Rotating Equip Q127ejzuppelli8036No ratings yet
- Opticomp BN: An Integrated Turbine and Compressor Control Solution With Vibration MonitoringDocument2 pagesOpticomp BN: An Integrated Turbine and Compressor Control Solution With Vibration Monitoringejzuppelli8036No ratings yet
- MD&A Turbine-Generator Repair FacilityDocument2 pagesMD&A Turbine-Generator Repair Facilityejzuppelli8036No ratings yet
- Impeller and Centrifugal Pump OutputDocument2 pagesImpeller and Centrifugal Pump Outputejzuppelli8036No ratings yet
- Vibration Analysis Certification Cat I Rotating Equip Q127Document1 pageVibration Analysis Certification Cat I Rotating Equip Q127ejzuppelli8036No ratings yet
- Pump Types-1555364369Document25 pagesPump Types-1555364369Anonymous q9eCZHMuSNo ratings yet
- Program Webinar 210616Document1 pageProgram Webinar 210616ejzuppelli8036No ratings yet
- Design and Analysis of Gas Turbine Blade: Mr. M.PrasadDocument10 pagesDesign and Analysis of Gas Turbine Blade: Mr. M.Prasadejzuppelli8036No ratings yet
- Mechanical Seal Root CausesDocument76 pagesMechanical Seal Root Causesejzuppelli8036No ratings yet
- Vibration FailuresDocument30 pagesVibration Failuresejzuppelli8036No ratings yet
- NGUYEN ThesisDocument149 pagesNGUYEN Thesisejzuppelli8036No ratings yet
- Innovative Turbomachinery Shaft Coupling Alignment MethodDocument8 pagesInnovative Turbomachinery Shaft Coupling Alignment Methodejzuppelli8036100% (1)
- Flexible Expansion Joint Design & ManufactureDocument40 pagesFlexible Expansion Joint Design & ManufactureVignesh NadimuthuNo ratings yet
- Krishi Secunderabad 06-07-2019Document58 pagesKrishi Secunderabad 06-07-2019Basava SowmyaNo ratings yet
- DSK NyquistDocument19 pagesDSK NyquistRahmat Wahyu PratamaNo ratings yet
- Oil Field: Main CatalogueDocument176 pagesOil Field: Main CatalogueM. Aguiar100% (1)
- DDEC CodesDocument12 pagesDDEC CodesRenato Patricio Riquelme SilvaNo ratings yet
- PSC Lecture NotesDocument32 pagesPSC Lecture NotesHaider Shah100% (1)
- 4 Seismic Behavior of Underground Structures and Site ResponseDocument7 pages4 Seismic Behavior of Underground Structures and Site ResponseDennis NarteNo ratings yet
- PA427 Spare Parts QuotationDocument2 pagesPA427 Spare Parts QuotationAsaithambi TNo ratings yet
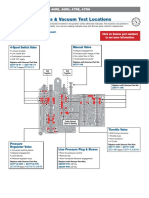
- 46-47RHE VacTestGuideDocument4 pages46-47RHE VacTestGuideMauricio Exequiel ChavezNo ratings yet
- Activated Carbon Filter VesselDocument5 pagesActivated Carbon Filter VesselShaaban NoamanNo ratings yet
- Plano Rizzi Sopladores B 6102 FCCDocument2 pagesPlano Rizzi Sopladores B 6102 FCCSteve WanNo ratings yet
- Land Rover - Defender - TD5 - R380 Manual Gearbox PDFDocument79 pagesLand Rover - Defender - TD5 - R380 Manual Gearbox PDFemanrosent100% (1)
- Week Three Homework Problems: Fundamentals of ! Fluid PowerDocument2 pagesWeek Three Homework Problems: Fundamentals of ! Fluid PowerjtorerocNo ratings yet
- HY80 Alloy Steels PDFDocument3 pagesHY80 Alloy Steels PDFLuis GarciaNo ratings yet
- B 502 - 02 - QjuwmgDocument3 pagesB 502 - 02 - QjuwmghamidharvardNo ratings yet
- 1 CBDocument1 page1 CBDickyAlamsyah32No ratings yet
- CHANCE® Technical Design Manual - Edition 3Document410 pagesCHANCE® Technical Design Manual - Edition 3Red Snapper100% (4)
- (L3) - Kinematics 1DDocument53 pages(L3) - Kinematics 1DBhabeshNo ratings yet
- EXTRAC TEC HPC 15 Specifications PDFDocument4 pagesEXTRAC TEC HPC 15 Specifications PDFAlejandro VillanuevaNo ratings yet
- SopDocument3 pagesSopanon_437292096No ratings yet
- Dynamic Slip-Ratio Estimation and Control of Antilock Braking Systems Using An Observer-Based Direct Adaptive Fuzzy-Neural ControllerDocument11 pagesDynamic Slip-Ratio Estimation and Control of Antilock Braking Systems Using An Observer-Based Direct Adaptive Fuzzy-Neural ControllerPavan SandeepNo ratings yet
- Arcanol Technical Datasheet Load LubricantDocument5 pagesArcanol Technical Datasheet Load LubricantJoan HoyosNo ratings yet
- Chaypy V NotchDocument5 pagesChaypy V NotchGherNo ratings yet
- Why The Interest in Hybrid Technology?: Bryan Nelson - Caterpillar, IncDocument11 pagesWhy The Interest in Hybrid Technology?: Bryan Nelson - Caterpillar, IncAnoj pahathkumburaNo ratings yet
- Hy08 1130 PDFDocument92 pagesHy08 1130 PDFgcartagena2008No ratings yet
- Set a rev limiter and launch control for your vehicleDocument2 pagesSet a rev limiter and launch control for your vehicleFernando DelgadoNo ratings yet
- 01-PT11-Intro2Turbomachines (Compatibility Mode) PDFDocument72 pages01-PT11-Intro2Turbomachines (Compatibility Mode) PDFShantanu GaikwadNo ratings yet
- Me-402 Fluid Machinery Experiment-1: 1. Objective and Test StandardDocument8 pagesMe-402 Fluid Machinery Experiment-1: 1. Objective and Test StandardSurjit DuttaNo ratings yet
- Fxj175 Parts ListDocument44 pagesFxj175 Parts ListMario D'Annunzio100% (1)
- A 252 - 98 Qti1mi05oeux PDFDocument7 pagesA 252 - 98 Qti1mi05oeux PDFHatem MomaniNo ratings yet