You might also like
- Establishing A CGMP Laboratory Audit System: A Practical GuideFrom EverandEstablishing A CGMP Laboratory Audit System: A Practical GuideNo ratings yet
- Audit Checksheet - Revised - 09th AprDocument14 pagesAudit Checksheet - Revised - 09th AprdikshaNo ratings yet
- Systems for Planning and Control in ManufacturingFrom EverandSystems for Planning and Control in ManufacturingRating: 3 out of 5 stars3/5 (1)
- Internal Audit Evaluation SheetDocument16 pagesInternal Audit Evaluation SheetHarnani Nanik100% (1)
- The Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICFrom EverandThe Six Sigma Project Planner: A Step-by-Step Guide to Leading a Six Sigma Project Through DMAICRating: 4.5 out of 5 stars4.5/5 (7)
- Ashok Leyland SEA FORMATDocument68 pagesAshok Leyland SEA FORMATVi KraNo ratings yet
- ISO 9001 - 2015 API Q1 Audit Checklist TemplateDocument39 pagesISO 9001 - 2015 API Q1 Audit Checklist Templategmichal92% (12)
- Audit ScoreDocument5 pagesAudit ScoreNeeraj RotelaNo ratings yet
- Checlist Audit OKDocument23 pagesCheclist Audit OKKurnia Agustina100% (1)
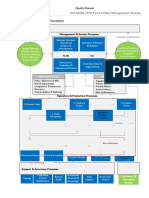
- Quality ManualDocument34 pagesQuality Manualchao gao100% (9)
- Supplier Quality Assurance Manual May-20Document78 pagesSupplier Quality Assurance Manual May-20sudhir kumarNo ratings yet
- Launch Readiness Audit (LRA) ChecksheetDocument19 pagesLaunch Readiness Audit (LRA) ChecksheetBaljeet100% (2)
- Sequence & Interaction Example PDFDocument1 pageSequence & Interaction Example PDFTAHIR MAHMOODNo ratings yet
- Basis For Mock Exam QuestionsDocument4 pagesBasis For Mock Exam QuestionsHuma BashirNo ratings yet
- Bqs Asq Lpa Overview 2 3 2017 Rev 11 PDFDocument48 pagesBqs Asq Lpa Overview 2 3 2017 Rev 11 PDFelyesNo ratings yet
- Supplier Audit FormDocument3 pagesSupplier Audit FormrameshqapcbaNo ratings yet
- Quality Management System Process MapDocument1 pageQuality Management System Process MapN.GanesanNo ratings yet
- 2.quality Manual PCFF StampedDocument51 pages2.quality Manual PCFF StampedAswin ANo ratings yet
- Quality ManualDocument30 pagesQuality ManualCarl WilliamsNo ratings yet
- Project: Certified Quality Engineering Professional Course Conducted by PIQC Institute of Quality Control IslamabadDocument19 pagesProject: Certified Quality Engineering Professional Course Conducted by PIQC Institute of Quality Control IslamabadFarhan SaleemNo ratings yet
- Vendor Assessment - Self AssessmentDocument10 pagesVendor Assessment - Self Assessmentjennice18No ratings yet
- Quality & Industrial Performance: Layered Process AuditDocument37 pagesQuality & Industrial Performance: Layered Process AuditMojtaba Mousavi100% (1)
- Supplier Assessment Checklist 110448Document45 pagesSupplier Assessment Checklist 110448manno200100% (1)
- Intern Presentation - AkankshaDocument21 pagesIntern Presentation - AkankshaRahul SasidharanNo ratings yet
- Supplier Pre Qualification AssessmentDocument18 pagesSupplier Pre Qualification AssessmentskystarNo ratings yet
- Vendor Assess Check SheetDocument45 pagesVendor Assess Check SheetAtul SharmaNo ratings yet
- 4.tier 2 Supplier AssesmentDocument15 pages4.tier 2 Supplier AssesmentAMIT KHARBNo ratings yet
- Iso 9001 2015 Audit SummaryDocument6 pagesIso 9001 2015 Audit SummarySeni OkeNo ratings yet
- Fancort Quality ManualDocument26 pagesFancort Quality ManualAmos FiestaNo ratings yet
- Quality Circle Process ChartDocument1 pageQuality Circle Process Chartshyam0087No ratings yet
- QMS Vol. 1 PDFDocument436 pagesQMS Vol. 1 PDFCamilo Jorquera100% (2)
- A.2 Sequence & Interaction of QMS Processes: Quality ManualDocument1 pageA.2 Sequence & Interaction of QMS Processes: Quality ManualDhananjay PatilNo ratings yet
- Halonix Technologies Private Limited Supplier Audit Check SheetDocument1 pageHalonix Technologies Private Limited Supplier Audit Check Sheetatul sachanNo ratings yet
- PROJECT QUALITY PLAN Rev-00Document33 pagesPROJECT QUALITY PLAN Rev-00shahhassa989% (18)
- Raken QPA Checklist For PCBADocument135 pagesRaken QPA Checklist For PCBAphamtienkhang100% (1)
- ISO 9001 Quality ManualDocument33 pagesISO 9001 Quality Manualramrom100% (4)
- Kopano - Quality Policy ManualDocument42 pagesKopano - Quality Policy ManualDanie Grobler100% (1)
- 8 - Project Quality ManagementDocument18 pages8 - Project Quality Managementatularvin231849168No ratings yet
- Week 9 Continuous Improvement Quality ToolsDocument39 pagesWeek 9 Continuous Improvement Quality ToolskomuNo ratings yet
- QME-04-Appendix 01.b-Qualification Audit Questionnaire - Casting-V7Document29 pagesQME-04-Appendix 01.b-Qualification Audit Questionnaire - Casting-V7Macovei GeorgeNo ratings yet
- GMP Audit Checklist TO BE PROPOSED 09OCT19Document10 pagesGMP Audit Checklist TO BE PROPOSED 09OCT19SandraNo ratings yet
- Metal Forms IMaRQ Audit ReportDocument17 pagesMetal Forms IMaRQ Audit ReportVijay OfficialNo ratings yet
- Audit AnalysisDocument675 pagesAudit Analysisapi-3852736No ratings yet
- Managment Review Meeting 2012 Presentation Rev. 3Document37 pagesManagment Review Meeting 2012 Presentation Rev. 3Hesham badawyNo ratings yet
- Intro To SAP QM & EH&SDocument28 pagesIntro To SAP QM & EH&Snbhaskar bhaskarNo ratings yet
- NadcapDocument21 pagesNadcapJHBernardoNo ratings yet
- MPA1 Template v1Document47 pagesMPA1 Template v1Mihai GeambasuNo ratings yet
- Isoqual, Inc.: 9001 - Quality ManualDocument33 pagesIsoqual, Inc.: 9001 - Quality ManualErika Licon100% (1)
- DCN 2724 Supplier Evaluation SurveyDocument18 pagesDCN 2724 Supplier Evaluation SurveyJechuuy HerreraNo ratings yet
- PQP Rev. 001Document60 pagesPQP Rev. 001rkssNo ratings yet
- THE Global Supplier Quality Assurance System: Electrolux Major AppliancesDocument25 pagesTHE Global Supplier Quality Assurance System: Electrolux Major AppliancesumtNo ratings yet
- QP0225-0 Continual Improvement ProcedureDocument6 pagesQP0225-0 Continual Improvement ProcedureNyadroh Clement MchammondsNo ratings yet
- Measuring and Improving Maintenance PerformanceDocument47 pagesMeasuring and Improving Maintenance Performanceblack whiteNo ratings yet
- 0.7 Attach 7Document1 page0.7 Attach 7cao thanh quocNo ratings yet
- Quality Manual Template: WWW - Iso-9001-Checklist - Co.ukDocument10 pagesQuality Manual Template: WWW - Iso-9001-Checklist - Co.ukNavnath TamhaneNo ratings yet
- Quality ToolDocument7 pagesQuality ToolAhmed M. HashimNo ratings yet
- ATS Supplier Survey EvaluationDocument26 pagesATS Supplier Survey EvaluationAtul SanghaviNo ratings yet
- 质量过程审核 Quality Process Audit: 修订履历 Revision HistoryDocument42 pages质量过程审核 Quality Process Audit: 修订履历 Revision HistoryphamtienkhangNo ratings yet
- Result Card - Science Olympiad Foundation - AbhishekDocument1 pageResult Card - Science Olympiad Foundation - AbhishekAbhinav SinghNo ratings yet
- Time Table AadiDocument1 pageTime Table AadiAbhinav SinghNo ratings yet
- IMO Resuts - Science Olympiad FoundationDocument2 pagesIMO Resuts - Science Olympiad FoundationAbhinav SinghNo ratings yet
- Thank You! We Appreciate Your Business! - PCMB Today, Books, CDS, MagzinesDocument1 pageThank You! We Appreciate Your Business! - PCMB Today, Books, CDS, MagzinesAbhinav SinghNo ratings yet
- Admit Card - IMO Level-02Document2 pagesAdmit Card - IMO Level-02Abhinav SinghNo ratings yet
- Chapter 10Document20 pagesChapter 10anil.gelra5140100% (1)
- Hints and Solutions: Class 3Document3 pagesHints and Solutions: Class 3Abhinav SinghNo ratings yet
- Test Certificate: A. Chemical Composition (IS 191) For CuDocument1 pageTest Certificate: A. Chemical Composition (IS 191) For CuAbhinav SinghNo ratings yet
- Global Warming NoteDocument11 pagesGlobal Warming NoteAbhinav SinghNo ratings yet
- MGP 8Document1 pageMGP 8Abhinav SinghNo ratings yet
- C&S Electric Ltd. (LV Components Division)Document3 pagesC&S Electric Ltd. (LV Components Division)Abhinav SinghNo ratings yet
- SRN Component Name Make Model No Rating Qty Remarks CACT Valid UptoDocument1 pageSRN Component Name Make Model No Rating Qty Remarks CACT Valid UptoAbhinav SinghNo ratings yet
- MGP 8Document1 pageMGP 8Abhinav SinghNo ratings yet
- Cact-Spd Pte 320-40M2-31RDocument3 pagesCact-Spd Pte 320-40M2-31RAbhinav SinghNo ratings yet
- Cact-Spd Pte 320-40M2-11RDocument3 pagesCact-Spd Pte 320-40M2-11RAbhinav SinghNo ratings yet
- Clause No Clause Title Clause No Clause Title ISO 9001:2015 ISO 14001:2015Document27 pagesClause No Clause Title Clause No Clause Title ISO 9001:2015 ISO 14001:2015Abhinav SinghNo ratings yet
- CACT - Phoenix Make SPD 3PDocument3 pagesCACT - Phoenix Make SPD 3PAbhinav SinghNo ratings yet
- Riello Power India Pvt. LTD Support Process: CommunicationsDocument5 pagesRiello Power India Pvt. LTD Support Process: CommunicationsAbhinav SinghNo ratings yet
- CACT - Phoenix Make SPD 1PDocument3 pagesCACT - Phoenix Make SPD 1PAbhinav SinghNo ratings yet
- Supplier Nonconformance Report (NCR) NCRDocument1 pageSupplier Nonconformance Report (NCR) NCRAbhinav SinghNo ratings yet
- CACT - C&S Make AC ContactorDocument2 pagesCACT - C&S Make AC ContactorAbhinav SinghNo ratings yet
- Field Quality PlanDocument4 pagesField Quality PlanAbhinav SinghNo ratings yet
- Comprehensive ISO 9001:2015 Requirements Workbook: 4 Context of The OrganizationDocument25 pagesComprehensive ISO 9001:2015 Requirements Workbook: 4 Context of The OrganizationAbhinav SinghNo ratings yet
- OHSAS 18001-2007 Gap Analysis ChecklistDocument16 pagesOHSAS 18001-2007 Gap Analysis Checklistmilou88100% (1)
- Iso Clouse Wise CheckpointsDocument24 pagesIso Clouse Wise CheckpointsAbhinav SinghNo ratings yet
- Compare Iso 9000,14000, OhsasDocument4 pagesCompare Iso 9000,14000, OhsasAquino SianiparNo ratings yet
- Kaizen ReportDocument1 pageKaizen ReportAbhinav SinghNo ratings yet
- KaizenDocument1 pageKaizenAbhinav SinghNo ratings yet
- 8D Report - FormatsDocument1 page8D Report - FormatsAbhinav SinghNo ratings yet
- This Study Resource Was: Inherent Risks in Jollibee Food CorporationDocument3 pagesThis Study Resource Was: Inherent Risks in Jollibee Food CorporationLhyn ForioNo ratings yet
- Audit Delay2Document42 pagesAudit Delay2Norlela Mohd AliNo ratings yet
- PSR Interviewing SkillsDocument4 pagesPSR Interviewing SkillsFERDI EDEN BARRIOS LUXNo ratings yet
- Comparative Statement RevisedDocument7 pagesComparative Statement RevisedV SNo ratings yet
- Reflections 1st F8 Audit and Assurance FormDocument13 pagesReflections 1st F8 Audit and Assurance Formfeysal shurieNo ratings yet
- Risk Management Responsibilities StatementDocument2 pagesRisk Management Responsibilities Statementtvhjb2007100% (1)
- NQA ISO 14001 Implementation Guide PDFDocument36 pagesNQA ISO 14001 Implementation Guide PDFsupriansNo ratings yet
- How To Organize An IEEE Conference: Checklist & TimelineDocument15 pagesHow To Organize An IEEE Conference: Checklist & TimelinesakibpathanNo ratings yet
- Bureau Veritas India (Iatf 16949) (Page 3 of 6) OptionalDocument9 pagesBureau Veritas India (Iatf 16949) (Page 3 of 6) Optionalashish mehtaNo ratings yet
- Types of Audits: by Dr. Ayesha RehanDocument40 pagesTypes of Audits: by Dr. Ayesha Rehanzeeshan khanNo ratings yet
- A (1083) Supplier QualificationDocument7 pagesA (1083) Supplier QualificationDharmesh Patel100% (1)
- Past Paper AuditDocument82 pagesPast Paper AuditUsama RajaNo ratings yet
- Module 1 Introduction To Government AccountingDocument13 pagesModule 1 Introduction To Government AccountingYvonne Jane TanateNo ratings yet
- Its Pmo CharterDocument10 pagesIts Pmo CharterRakesh SharmaNo ratings yet
- Masters in Total Quality Management - Summer Internship Report at Scooters India LimitedDocument33 pagesMasters in Total Quality Management - Summer Internship Report at Scooters India Limitedrachitra100% (3)
- QP12 - Root Cause Analysis Procedure - v1Document9 pagesQP12 - Root Cause Analysis Procedure - v1GregorNo ratings yet
- Deloitte Au Audit Transparency Report 2022Document27 pagesDeloitte Au Audit Transparency Report 2022Gurkirat Singh OberoiNo ratings yet
- Clauses of The New ISO 14001:2015 StandardDocument6 pagesClauses of The New ISO 14001:2015 StandardFakhriyudha FakhriyudhaNo ratings yet
- Chen 2020Document20 pagesChen 2020KANA BITTAQIYYANo ratings yet
- Defining Intergovernmental Relations.: (PMG Ed. Note: Footnotes Have Not Been Included)Document27 pagesDefining Intergovernmental Relations.: (PMG Ed. Note: Footnotes Have Not Been Included)lermaNo ratings yet
- 2017 Implementation Guides ALLDocument181 pages2017 Implementation Guides ALLgdegirolamo100% (1)
- CN Asia Annual Report 2015Document106 pagesCN Asia Annual Report 2015Siti AmalinaNo ratings yet
- Vivanza BioDocument19 pagesVivanza BioTarique ZafarNo ratings yet
- Internal Audit ChecklistDocument3 pagesInternal Audit Checklistsatish3890No ratings yet
- ICAB & ICAEW: 225) : Worked Example: Non-Current Asset Assurance EngagementDocument4 pagesICAB & ICAEW: 225) : Worked Example: Non-Current Asset Assurance EngagementFozle Rabby 182-11-5893No ratings yet
- Effectiveness of The Philippine Informal Reading InventoryDocument18 pagesEffectiveness of The Philippine Informal Reading InventoryRocky James Guevarra SarasuaNo ratings yet
- Restaurant OpsDocument20 pagesRestaurant OpsJinay Modi94% (16)
- Tugas Teori Akun 17 NoDocument9 pagesTugas Teori Akun 17 NonerissaNo ratings yet
- Creative Accounting and Financial Reporting: Model Development and Empirical TestingDocument11 pagesCreative Accounting and Financial Reporting: Model Development and Empirical TestingPutri ElisaNo ratings yet
- (Palgrave Key Concepts) Jonathan Sutherland, Diane Canwell (Auth.) - Key Concepts in Accounting and Finance-Macmillan Education UK (2004)Document271 pages(Palgrave Key Concepts) Jonathan Sutherland, Diane Canwell (Auth.) - Key Concepts in Accounting and Finance-Macmillan Education UK (2004)Trinh HàNo ratings yet