You might also like
- Norma Astm c1609Document5 pagesNorma Astm c1609Danny LiangNo ratings yet
- Unit 2 MC TestDocument8 pagesUnit 2 MC TestHazoNo ratings yet
- Addis Ababa Science and Techology University: of Electrical and EnginneringDocument9 pagesAddis Ababa Science and Techology University: of Electrical and Enginneringethiopia ethiopiaNo ratings yet
- Internship ReportDocument28 pagesInternship ReportCH.H.AWAIS RASOOLNo ratings yet
- Assignment 1Document11 pagesAssignment 1jacobkapinga02No ratings yet
- FORGING Full NotesDocument44 pagesFORGING Full NotesShaina Hayat KhanNo ratings yet
- SEO-Optimized Title for Forging Die of Spanner DocumentDocument16 pagesSEO-Optimized Title for Forging Die of Spanner Documentvirendra pawarNo ratings yet
- SWEPDocument11 pagesSWEPRizzleNo ratings yet
- Forging DefectDocument4 pagesForging DefectRashmi Bhatt NautiyalNo ratings yet
- What Is The Difference Between Open Fire and Stock Fire in Forge?Document3 pagesWhat Is The Difference Between Open Fire and Stock Fire in Forge?HaftamuNo ratings yet
- Forging and Its TypesDocument9 pagesForging and Its TypesHarinath GowdNo ratings yet
- Experiment 5 (Forging)Document3 pagesExperiment 5 (Forging)Er Keval PatelNo ratings yet
- Safety Precautions Forging Workshop BIT MesraDocument24 pagesSafety Precautions Forging Workshop BIT MesraAnapurna swatiNo ratings yet
- Metal Forming Processes ExplainedDocument114 pagesMetal Forming Processes ExplainedManoj Kumar SNo ratings yet
- Workshop AssignmentDocument9 pagesWorkshop Assignmentkajalverma2301No ratings yet
- DTAM - Chap04 - Manufacturing ProcessesDocument27 pagesDTAM - Chap04 - Manufacturing ProcessesJohn CennaNo ratings yet
- Report 7Document7 pagesReport 7sofyan samNo ratings yet
- Performing Hand Forging: LO1: Analyze and Plan HandDocument21 pagesPerforming Hand Forging: LO1: Analyze and Plan HandZimbelachew Emawoy100% (2)
- Hot Cold WorkingDocument40 pagesHot Cold Workingpatel ketanNo ratings yet
- MR Sunil Kumar Ojha: Assistant Professor Mechanical Engineering Department JRE Group of Institutions Greater NoidaDocument61 pagesMR Sunil Kumar Ojha: Assistant Professor Mechanical Engineering Department JRE Group of Institutions Greater NoidaGurjinderSinghDoshanjhNo ratings yet
- Pressure Die-CastingDocument12 pagesPressure Die-CastingAyush PandeyNo ratings yet
- Processes Used To Form Metallic MaterialsDocument23 pagesProcesses Used To Form Metallic MaterialsHimanshu GuptaNo ratings yet
- Metal FormingDocument40 pagesMetal Formingsreeeram100% (1)
- Design of Dies - Unit 4Document149 pagesDesign of Dies - Unit 4210 SureshNo ratings yet
- DryijftjvDocument35 pagesDryijftjv047 Karunakaran MNo ratings yet
- Trash Bag and Sand CastingDocument25 pagesTrash Bag and Sand CastingBirukNo ratings yet
- Chapter 14.1 To 14.4,14.6Document20 pagesChapter 14.1 To 14.4,14.6Lhekha RaviendranNo ratings yet
- Forming ProcessesDocument8 pagesForming ProcessesKishor PatilNo ratings yet
- Forging 2Document39 pagesForging 2ssukhmeet551No ratings yet
- Wear and Repair in Vechicle 1Document69 pagesWear and Repair in Vechicle 12B Dai Ko DUPLICATENo ratings yet
- Forging Process GuideDocument25 pagesForging Process GuideAdityasinh DesaiNo ratings yet
- Smithy & Forging ShopDocument24 pagesSmithy & Forging Shopashok junapudiNo ratings yet
- FORGINGDocument14 pagesFORGINGKhan MARCEL NjiNo ratings yet
- The Effect of Heat Treatment On The Microstructure of SteelDocument9 pagesThe Effect of Heat Treatment On The Microstructure of Steelilya danisyahNo ratings yet
- Workshop Safety TipsDocument10 pagesWorkshop Safety TipsMansi NegiNo ratings yet
- Metal Forming Processes GuideDocument32 pagesMetal Forming Processes GuideWalid DamoniNo ratings yet
- Laboratory 5Document10 pagesLaboratory 5Andy BirdieNo ratings yet
- ForgingDocument12 pagesForgingdaystraining26No ratings yet
- Forging DefectsDocument10 pagesForging DefectsnvemanNo ratings yet
- Mechanical Working of Metals MaterialDocument40 pagesMechanical Working of Metals MaterialRoyalmechNo ratings yet
- Blacksmithy or Forging NoteDocument4 pagesBlacksmithy or Forging NoteSomnath MondalNo ratings yet
- MS-II Lab ManualDocument18 pagesMS-II Lab ManualdibyenindusNo ratings yet
- Milling MCDocument27 pagesMilling MCapi-19775783100% (1)
- MP ReportDocument18 pagesMP ReportHasnain AbbasNo ratings yet
- Pneumatic Sheet Metal CutterDocument6 pagesPneumatic Sheet Metal CutterRagos SegundoNo ratings yet
- TrashDocument25 pagesTrashBirukNo ratings yet
- Surya Black SmithyDocument11 pagesSurya Black Smithy2K20B671 Shivam GargNo ratings yet
- Pyramid Type Plate Bending MachineDocument10 pagesPyramid Type Plate Bending MachineAswin JosephNo ratings yet
- Hot and Cold Metalworking Processes ComparisonDocument227 pagesHot and Cold Metalworking Processes ComparisonHardik ChhabraNo ratings yet
- Basic Machining Processes ReportDocument11 pagesBasic Machining Processes Reportedgarinox.davidNo ratings yet
- Forging PDFDocument16 pagesForging PDFloveguru2512No ratings yet
- Study of Forging Process Equipemnts-Practical-3Document12 pagesStudy of Forging Process Equipemnts-Practical-3prashantNo ratings yet
- Small Arms Factory Produces AmmunitionDocument7 pagesSmall Arms Factory Produces AmmunitionAnis BadshahNo ratings yet
- Introduction To MachinesDocument20 pagesIntroduction To MachinesAli sheraz IlyasNo ratings yet
- CASTINGS AND FORGING PROCESSESDocument11 pagesCASTINGS AND FORGING PROCESSESbernabasNo ratings yet
- Manuf ProcessDocument15 pagesManuf ProcessKaruppiah ArunachalamNo ratings yet
- Chapter 2 - Metal Forming ProcessesDocument25 pagesChapter 2 - Metal Forming ProcessesKumaradhas PaulianNo ratings yet
- Report On Company VisitDocument5 pagesReport On Company VisitEkta KatteNo ratings yet
- Linotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeFrom EverandLinotype Manual: Giving Detailed Instructions of the Proper Adjustment and Care of the LinotypeNo ratings yet
- LogicDocument62 pagesLogicethiopia ethiopia100% (2)
- Lecture Note Chapter 1 & 2Document80 pagesLecture Note Chapter 1 & 2ethiopia ethiopiaNo ratings yet
- Background/ Profile of CompanyDocument8 pagesBackground/ Profile of Companyethiopia ethiopiaNo ratings yet
- CH-3 Strength of MaterialsDocument33 pagesCH-3 Strength of Materialsethiopia ethiopia100% (2)
- Mechanical Design of Pressure Vessels - Slides PDFDocument29 pagesMechanical Design of Pressure Vessels - Slides PDFYapGwoChaiPatrick100% (1)
- Lecture Note Chapter 1 & 2Document80 pagesLecture Note Chapter 1 & 2ethiopia ethiopiaNo ratings yet
- General Psychology textbook chaptersDocument148 pagesGeneral Psychology textbook chaptersabubeker0% (1)
- CH-3 Strength of MaterialsDocument33 pagesCH-3 Strength of Materialsethiopia ethiopia100% (2)
- Introduction To EconomicsDocument110 pagesIntroduction To Economicsgugsa arayaNo ratings yet
- Logic and Critical Thinking PDFDocument254 pagesLogic and Critical Thinking PDFgugsa araya100% (2)
- Formulation and Evaluation of Herbal Anti-Dandruff Shampoo PDFDocument3 pagesFormulation and Evaluation of Herbal Anti-Dandruff Shampoo PDFshishir badve100% (2)
- Effects of High Calcium Concentration On The Development of Methanogenic Sludge in Upflow Anaerobic Sludge Bed ReactorsDocument9 pagesEffects of High Calcium Concentration On The Development of Methanogenic Sludge in Upflow Anaerobic Sludge Bed ReactorsjafarshodiqqNo ratings yet
- Lactic Acid Production From Glycerol Using CaO As Solid Base CatalystDocument8 pagesLactic Acid Production From Glycerol Using CaO As Solid Base CatalystlarguedasNo ratings yet
- Breakup of Questions:: Pesco Model Paper For Alm Test 2021 Total Mcqs 40 Total Marks 40 Time 80 MinsDocument5 pagesBreakup of Questions:: Pesco Model Paper For Alm Test 2021 Total Mcqs 40 Total Marks 40 Time 80 MinsFuzail ShoaibNo ratings yet
- Isoplast 300 ETP: Advancing MaterialsDocument2 pagesIsoplast 300 ETP: Advancing MaterialsDanielNo ratings yet
- Garrison Sposito - The Surface Chemistry of Soils (1984)Document245 pagesGarrison Sposito - The Surface Chemistry of Soils (1984)Alisson Fogaça0% (1)
- Corporate Standard STD 1223: Orientering OrientationDocument4 pagesCorporate Standard STD 1223: Orientering OrientationSERGIO GAUENo ratings yet
- Macropoxy 646 SEDocument4 pagesMacropoxy 646 SESleyda MunozNo ratings yet
- Correction Chapter 6-9Document3 pagesCorrection Chapter 6-9Shweta BagdiNo ratings yet
- Chapter 8 11th Class NewlyDocument29 pagesChapter 8 11th Class NewlyanujkhotaNo ratings yet
- NCERT Exemplar For Class 11 Chemistry Chapter 8 - Redox Reactions (Book Solutions)Document22 pagesNCERT Exemplar For Class 11 Chemistry Chapter 8 - Redox Reactions (Book Solutions)jackdish18No ratings yet
- 2 Precursor Chemicals Used To Make Homemade Explosives: Past and Recent Attacks Involving ExplosivesDocument17 pages2 Precursor Chemicals Used To Make Homemade Explosives: Past and Recent Attacks Involving Explosivesjoaquin r.No ratings yet
- Probing The Fluxional Bonding Nature of Rapid Cope Rearrangements in Bullvalene C10H10 and Its Analogs C8H8, C9H10, and C8BH9Document8 pagesProbing The Fluxional Bonding Nature of Rapid Cope Rearrangements in Bullvalene C10H10 and Its Analogs C8H8, C9H10, and C8BH9PeterNo ratings yet
- Sikafloor®-264 HC: Product Data SheetDocument5 pagesSikafloor®-264 HC: Product Data SheetLONG LASTNo ratings yet
- 58 CitaDocument6 pages58 CitaKaren Alejandra López CastañosNo ratings yet
- RLSC Inventory of Laboratory Glasswares As of July20211 1Document2 pagesRLSC Inventory of Laboratory Glasswares As of July20211 1KRISTINE G. MadejaNo ratings yet
- NewTiger4 U6 BasicsWritingPracticeDocument1 pageNewTiger4 U6 BasicsWritingPracticeANDREA ESTEBAN MARTINEZNo ratings yet
- Assay of Ammonium Chloride Using NDocument2 pagesAssay of Ammonium Chloride Using NIshani Das100% (1)
- Chemical Structure of Cotton FibreDocument15 pagesChemical Structure of Cotton FibreEna BiliNo ratings yet
- Cambridge IGCSE (9-1) : BIOLOGY 0970/62Document12 pagesCambridge IGCSE (9-1) : BIOLOGY 0970/62YahiaNo ratings yet
- Sikadur®-53 UF (Mortar) : Product Data SheetDocument3 pagesSikadur®-53 UF (Mortar) : Product Data Sheetharish GiriNo ratings yet
- Experiment 1: Separation and Identification of CationsDocument6 pagesExperiment 1: Separation and Identification of CationsJoseph Pelaelo100% (1)
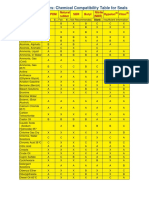
- Chemical Compatibility Table For SealsDocument3 pagesChemical Compatibility Table For SealsThanh Tuyên VõNo ratings yet
- Stoichiometry Worksheet SolutionsDocument2 pagesStoichiometry Worksheet SolutionsQwert LimNo ratings yet
- Question Report 30Document36 pagesQuestion Report 309G3 AKSHAY GUPTANo ratings yet
- 1.3 Reacting Mass and VolumeDocument29 pages1.3 Reacting Mass and VolumeCrystalNo ratings yet
- 950 m3 Atmospheric Storage Tank CalculationsDocument29 pages950 m3 Atmospheric Storage Tank CalculationsSiva baalanNo ratings yet