You might also like
- 01 Dedusting EquipmentDocument40 pages01 Dedusting Equipmentrudye kardunNo ratings yet
- Data Sheet Jet Pulse Bag FilterDocument1 pageData Sheet Jet Pulse Bag FilterHassan SleemNo ratings yet
- Belt Conveyor Capacity Calculation Form: Remarks Selelct / Insert Values in Orange FieldDocument1 pageBelt Conveyor Capacity Calculation Form: Remarks Selelct / Insert Values in Orange FieldManoj ThakurNo ratings yet
- Belt Conveyor CapacityDocument4 pagesBelt Conveyor CapacityPurnima ArkalgudNo ratings yet
- Air Slide Data SheetDocument2 pagesAir Slide Data SheetTECHCONS Consulting and Engineering Pvt LtdNo ratings yet
- Screw ConveyorsDocument4 pagesScrew ConveyorsAshish SharmaNo ratings yet
- Calculate Bucket Elevator CapacityDocument2 pagesCalculate Bucket Elevator CapacityBùi Hắc HảiNo ratings yet
- Plant Engineers Fan Design ReferenceDocument23 pagesPlant Engineers Fan Design ReferenceKumaran GopalNo ratings yet
- Rotary Airlock FeedersDocument28 pagesRotary Airlock Feederslhphong021191No ratings yet
- Vibrating ScreensDocument3 pagesVibrating ScreensvinodsnNo ratings yet
- By Pass System RCD-1 to SP3 RCD-2 to SP2 Pelabuhan Batubara TarahanDocument18 pagesBy Pass System RCD-1 to SP3 RCD-2 to SP2 Pelabuhan Batubara TarahansutanuprojectsNo ratings yet
- Screw Conveyor Excel CalculationDocument8 pagesScrew Conveyor Excel Calculationhardik033No ratings yet
- DTS - Belt Bucket Elevator - DatasheetDocument3 pagesDTS - Belt Bucket Elevator - DatasheetBRUNA NASCIMENTONo ratings yet
- Beam Deflection CalculationDocument2 pagesBeam Deflection CalculationAriful IslamNo ratings yet
- Conveyor Design Summary ReportDocument1 pageConveyor Design Summary ReportAlejandro Castro0% (1)
- False air measurements at Ambuja Cements Rabriyawas plantDocument665 pagesFalse air measurements at Ambuja Cements Rabriyawas plantSantanu PachhalNo ratings yet
- Pulse Jet Bag Filter Specification for Boiler D-dustingDocument2 pagesPulse Jet Bag Filter Specification for Boiler D-dustingAdarsh PandeyNo ratings yet
- Sop For Fan SizingDocument3 pagesSop For Fan SizingVeerabhadra Rao Korimilli100% (3)
- System Characteristic Curve Shows Ventilation System Pressure LossDocument5 pagesSystem Characteristic Curve Shows Ventilation System Pressure LossMichael LagundinoNo ratings yet
- PULSE JET BAG FILTER DESIGNDocument3 pagesPULSE JET BAG FILTER DESIGNNITIN P SHAHNo ratings yet
- Bag Filter CalculationDocument3 pagesBag Filter Calculationbeemasundar100% (1)
- Hopper Calculation-9Document1 pageHopper Calculation-9Ujwal KhandokarNo ratings yet
- TECHNICAL SPECIFICATIONS FOR AN AIR TO AIR HEAT EXCHANGERDocument1 pageTECHNICAL SPECIFICATIONS FOR AN AIR TO AIR HEAT EXCHANGERpawanroyalNo ratings yet
- (Cyclone Separator) PDFDocument11 pages(Cyclone Separator) PDFهاجر صالح جبارNo ratings yet
- Rotary Valves Data SheetDocument1 pageRotary Valves Data SheetLong Ellery Pham0% (1)
- Bag House Filter DesignDocument5 pagesBag House Filter DesignShermal FernandoNo ratings yet
- Dedusting SystemDocument4 pagesDedusting SystemdanmertzNo ratings yet
- Uma Cement Bag FilterDocument11 pagesUma Cement Bag FilterSUNIL TVNo ratings yet
- Bag FiltersDocument5 pagesBag FiltersBrunoNo ratings yet
- Bag HouseDocument23 pagesBag HouseTarak A Positive100% (1)
- Aeroduct Program (Duct Sizing) : Characteristics and Functions of The ProgramDocument4 pagesAeroduct Program (Duct Sizing) : Characteristics and Functions of The ProgramAshraf KamalNo ratings yet
- Ball MillDocument7 pagesBall MillOmprakash VBNo ratings yet
- Ventilation Blower Sizing Calculation for Tank StorageDocument1 pageVentilation Blower Sizing Calculation for Tank Storagevijayamalraj67% (3)
- Coal InjectorsDocument2 pagesCoal Injectorsprashant mishraNo ratings yet
- Screw ConveyorDocument4 pagesScrew ConveyorRaji SuriNo ratings yet
- T7111-DAS-1053-A-IFA-Baghouse Datasheet - 20170930 PDFDocument4 pagesT7111-DAS-1053-A-IFA-Baghouse Datasheet - 20170930 PDFtiantaufikNo ratings yet
- Training DuctingDocument20 pagesTraining Ductingpanji uteNo ratings yet
- Typical Cement Mill Bag Filter Capital Cost CamparisonDocument1 pageTypical Cement Mill Bag Filter Capital Cost CamparisonKenny RuizNo ratings yet
- Bag Filter Design & Gasometer SizingDocument9 pagesBag Filter Design & Gasometer SizingPoovanaan Sathiya SeelanNo ratings yet
- Rotary LockDocument224 pagesRotary LockTahirMutluNo ratings yet
- Belt Conveyor CalculationDocument8 pagesBelt Conveyor CalculationFarrahxviiiNo ratings yet
- WHRS and PP For Cement Plants - Todays Boiler Spring 2014Document2 pagesWHRS and PP For Cement Plants - Todays Boiler Spring 2014ash22202No ratings yet
- TS of Travelling TripperDocument10 pagesTS of Travelling TripperShashank HegdeNo ratings yet
- Selecting Screw ConveyorsDocument2 pagesSelecting Screw ConveyorsSMNCI Cadet EngineersNo ratings yet
- D.G Khan Cement Thermal Insulation Materials ListDocument11 pagesD.G Khan Cement Thermal Insulation Materials ListAtiq Ur RehmanNo ratings yet
- BELT FEEDER Preliminary Dimension IngDocument29 pagesBELT FEEDER Preliminary Dimension IngoscarjofkNo ratings yet
- Line-by-line conveyor code for material handling parameters and calculationsDocument4 pagesLine-by-line conveyor code for material handling parameters and calculationskmats2No ratings yet
- Standard Specification For Hot Insulation Piping EquipmentDocument62 pagesStandard Specification For Hot Insulation Piping EquipmentAri SupramonoNo ratings yet
- Rumus BucketDocument4 pagesRumus BucketBimahsNo ratings yet
- Pneumatic Conveying: Technology You Can TrustDocument16 pagesPneumatic Conveying: Technology You Can TrustSyed Rameez MohiuddinNo ratings yet
- Bucket Elevator Capacity Formulas REVISEDDocument1 pageBucket Elevator Capacity Formulas REVISEDbrpnaidu2157No ratings yet
- Bag Filter Selector: Filter Type: C (For This Type of Filter Contact Area Genovese)Document8 pagesBag Filter Selector: Filter Type: C (For This Type of Filter Contact Area Genovese)Ashish GulabaniNo ratings yet
- Bag HouseDocument55 pagesBag HousegovardhanNo ratings yet
- Fabric Dust Collector Systems ManualDocument50 pagesFabric Dust Collector Systems Manualbreyes25100% (3)
- Double Cyclone System ExperimentDocument5 pagesDouble Cyclone System ExperimentHusna AtiqahNo ratings yet
- Experiment 2 - CyclonesDocument5 pagesExperiment 2 - CyclonesAhmad DanialNo ratings yet
- Bag FiltersDocument18 pagesBag FiltersMehmet C100% (2)
- CED 30403-Air Pollution Control Technology Experiment 4Document11 pagesCED 30403-Air Pollution Control Technology Experiment 4mirza farhanNo ratings yet
- Final Pneumatic IntrodutionsDocument4 pagesFinal Pneumatic IntrodutionsDineshNo ratings yet
- Experiment 5 - Spray ChamberDocument5 pagesExperiment 5 - Spray ChamberAhmad DanialNo ratings yet
- Lauda Variocool VC600 - enDocument104 pagesLauda Variocool VC600 - enhcqwert trewqNo ratings yet
- METTLER TOLEDO InSiteSL - User's Guide - enDocument26 pagesMETTLER TOLEDO InSiteSL - User's Guide - enhcqwert trewqNo ratings yet
- PCS - Networks With DMZDocument1 pagePCS - Networks With DMZhcqwert trewqNo ratings yet
- Bag Filters Remove 99% of ParticulatesDocument5 pagesBag Filters Remove 99% of ParticulatesselamitspNo ratings yet
- ACOS LC Manual enDocument359 pagesACOS LC Manual enhcqwert trewqNo ratings yet
- Central Cone Blending Silo-UnprotectedDocument24 pagesCentral Cone Blending Silo-Unprotectedhcqwert trewqNo ratings yet
- HP Pro 300 M375 400 M475 Service Manual TocDocument18 pagesHP Pro 300 M375 400 M475 Service Manual TocmohhuxenNo ratings yet
- Log TR22FKK WAUZZZ4E57N016759 243980km 151602miDocument30 pagesLog TR22FKK WAUZZZ4E57N016759 243980km 151602mirfnmygkw6vNo ratings yet
- Medium and Long-Term Strategic Skills List (MLTSSL) : So Who Is Bravo Migration?Document1 pageMedium and Long-Term Strategic Skills List (MLTSSL) : So Who Is Bravo Migration?OsniSoiNo ratings yet
- File HandlingDocument77 pagesFile Handlingchittaranjan baralNo ratings yet
- RainbowCrack tutorial guide for password crackingDocument5 pagesRainbowCrack tutorial guide for password crackingJunior SanzNo ratings yet
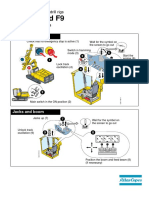
- Start The Engine For ROC F6 and F9Document2 pagesStart The Engine For ROC F6 and F9aaronNo ratings yet
- CUPRA TCR SEQ Technical Form - Final-1Document109 pagesCUPRA TCR SEQ Technical Form - Final-1jaime cid monzoNo ratings yet
- Valvulas de Controle Ari Stevi Pro 422 462 - 82Document20 pagesValvulas de Controle Ari Stevi Pro 422 462 - 82leonardoNo ratings yet
- 878 Question PaperDocument2 pages878 Question PaperkunjanNo ratings yet
- ProjectWise IntegrationDocument11 pagesProjectWise IntegrationFabio MiguelNo ratings yet
- Acids and Bases Part 4 (Titration Curves) EdexcelDocument5 pagesAcids and Bases Part 4 (Titration Curves) EdexcelKevin The Chemistry Tutor50% (2)
- LED Driver Test Report IEC 61347 2 13 36CDocument11 pagesLED Driver Test Report IEC 61347 2 13 36CLingaraj Suresh LingaianNo ratings yet
- 7-Polibrid Spray System RequirementsDocument2 pages7-Polibrid Spray System RequirementsProject NiteksindoNo ratings yet
- Convert HTML to PDF with Colors Using WkhtmltopdfDocument5 pagesConvert HTML to PDF with Colors Using WkhtmltopdfDJNo ratings yet
- SAIS Inspection Report EN81 - 20Document21 pagesSAIS Inspection Report EN81 - 20Ali Diab100% (1)
- Tongyu: Xxpol 698 960Mhz/1710 2690Mhz 65°/65° 12/13dbi 0°/0° Fixed Electrical Downtilt AntennaDocument1 pageTongyu: Xxpol 698 960Mhz/1710 2690Mhz 65°/65° 12/13dbi 0°/0° Fixed Electrical Downtilt AntennaAsim SaleemNo ratings yet
- VIN plate decoding and Mopar part illustrationsDocument429 pagesVIN plate decoding and Mopar part illustrationsJay Andrews100% (2)
- SOP For RheometerDocument4 pagesSOP For RheometerKeshab Pradhan100% (1)
- Analysys Mason VNGN OSS Framework Sep2015 RMA16 RMA07Document35 pagesAnalysys Mason VNGN OSS Framework Sep2015 RMA16 RMA07Yousuf_Alqeisi100% (1)
- Physicy Test XDocument12 pagesPhysicy Test XMerimaNo ratings yet
- 1.blowers Air Supply Silencer PDFDocument8 pages1.blowers Air Supply Silencer PDFYendry Huezo RosalesNo ratings yet
- 3.4 MOP SetpointDocument4 pages3.4 MOP SetpointHamza KefayahNo ratings yet
- Express Publishing 2019Document26 pagesExpress Publishing 2019Богдан Рабченюк0% (4)
- Patient Billing SystemDocument226 pagesPatient Billing SystemknaveenrajNo ratings yet
- Colonie Findings With AttmtDocument130 pagesColonie Findings With AttmtTown of Colonie LandfillNo ratings yet
- Application Engineering BulletinDocument2 pagesApplication Engineering BulletinCesar G.No ratings yet
- Bill of Pipe ShedDocument6 pagesBill of Pipe ShedEntraspace ConsultantNo ratings yet
- Y' Type Strainers: Data Sheet 700.9710Document2 pagesY' Type Strainers: Data Sheet 700.9710Edward Julian0% (1)
- CS 303e, Assignment #10: Practice Reading and Fixing Code Due: Sunday, April 14, 2019 Points: 20Document2 pagesCS 303e, Assignment #10: Practice Reading and Fixing Code Due: Sunday, April 14, 2019 Points: 20Anonymous pZ2FXUycNo ratings yet