You might also like
- BolfDocument7 pagesBolfHmed Ben MohamedNo ratings yet
- Techniques for Adaptive ControlFrom EverandTechniques for Adaptive ControlVance VanDorenNo ratings yet
- WhitePaper AVEVA MethodologyforAdvancedProcessControl 10-19Document5 pagesWhitePaper AVEVA MethodologyforAdvancedProcessControl 10-19Emilce GarciaNo ratings yet
- Machine Learning and Predictive Analytics Guidebook Ge DigitalDocument45 pagesMachine Learning and Predictive Analytics Guidebook Ge DigitalSuvendu Sekhar SabatNo ratings yet
- Preventive Maintenance For Automation BrochDocument3 pagesPreventive Maintenance For Automation Brochlouizini abderahmaneNo ratings yet
- Sistema de Control 2Document98 pagesSistema de Control 2Esteban CastellanoNo ratings yet
- 2 Lab Report QualityDocument6 pages2 Lab Report Qualityczk5njjvpcNo ratings yet
- Of Computersystems. Quality, To: IntegratedDocument2 pagesOf Computersystems. Quality, To: IntegratedChadaram JagadishNo ratings yet
- Intelligent Optimal-Setting Control For Grinding Circuits of Mineral Processing ProcessDocument14 pagesIntelligent Optimal-Setting Control For Grinding Circuits of Mineral Processing ProcessDirceu NascimentoNo ratings yet
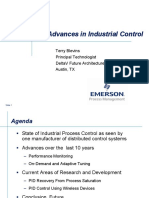
- PID Advances in Industrial Control PID Advances in Industrial ControlDocument41 pagesPID Advances in Industrial Control PID Advances in Industrial Controllucz xiomiNo ratings yet
- 280 Advanced Process Control enDocument1 page280 Advanced Process Control enIndra SUdirmanNo ratings yet
- 5 ToDocument3 pages5 ToYeferson Eusebio Lloclla EscobarNo ratings yet
- 1989 Model Predictive Control Theory and PracticeDocument14 pages1989 Model Predictive Control Theory and PracticeKhushboo Akhil MaheshwariNo ratings yet
- Paper Machine Performance: Increase Profits and Improve QualityDocument4 pagesPaper Machine Performance: Increase Profits and Improve QualityhafedNo ratings yet
- SebeticDocument6 pagesSebeticJdNo ratings yet
- Valmet DNA For Paper BrochureDocument8 pagesValmet DNA For Paper BrochurealicardozoNo ratings yet
- SPC Charts Help Manufacturing Company Improve Quality and Reduce CostsDocument5 pagesSPC Charts Help Manufacturing Company Improve Quality and Reduce CostsTito MazolaNo ratings yet
- Increasing Reliability and Availability of Assets With Asset Performance Management APMDocument22 pagesIncreasing Reliability and Availability of Assets With Asset Performance Management APMAhmed Abd ElmegeedNo ratings yet
- De Mello 1973Document9 pagesDe Mello 1973shrijNo ratings yet
- Practical Advanced Process ControlDocument24 pagesPractical Advanced Process ControlTissa1969No ratings yet
- Improving Computer Control of Batch Dyeing Operations: by Brent Smith, Jun LuDocument12 pagesImproving Computer Control of Batch Dyeing Operations: by Brent Smith, Jun LuetratashrafNo ratings yet
- Implementing advanced process control for increased profitsDocument23 pagesImplementing advanced process control for increased profitsIsaias Castro ArmendarizNo ratings yet
- Algorithms: Performance Assessment of Predictive Control - A SurveyDocument22 pagesAlgorithms: Performance Assessment of Predictive Control - A Surveyali coNo ratings yet
- Process Improvement of Liquid Filling Machine Using Six Sigma MethodologyDocument5 pagesProcess Improvement of Liquid Filling Machine Using Six Sigma MethodologyMarwa ARNo ratings yet
- Sec 04 Quality Control ProcessDocument37 pagesSec 04 Quality Control Processapi-3699912No ratings yet
- James B. Riggs M. Nazmul KarimDocument44 pagesJames B. Riggs M. Nazmul KarimDel Valle Montero MarcoNo ratings yet
- Data Process Control 1653086088Document17 pagesData Process Control 1653086088Luzgardo MejíaNo ratings yet
- Brochure Oil Gas Flow Solutions For Fiscal Measurement Ras en 68146Document8 pagesBrochure Oil Gas Flow Solutions For Fiscal Measurement Ras en 68146kamala 123No ratings yet
- MM UNIT 3b 2021Document78 pagesMM UNIT 3b 2021Mr. S. Paul JoshuaNo ratings yet
- Spring EditionDocument53 pagesSpring Editionkhaled azzamNo ratings yet
- APCDocument25 pagesAPCTawanda Precious SingiziNo ratings yet
- Machine Learning and Predictive Analytics Guidebook For Water Engineers Ge DigitalDocument10 pagesMachine Learning and Predictive Analytics Guidebook For Water Engineers Ge DigitalHosni Ben mansourNo ratings yet
- 75-78 SRAS21 - 72dpiDocument4 pages75-78 SRAS21 - 72dpiLợi Nguyễn VănNo ratings yet
- Complex Industrial Process Optimization and Feedback ControlDocument14 pagesComplex Industrial Process Optimization and Feedback ControlBillNo ratings yet
- White Paper Lambda Tuning As A Promising Controller Tuning Method For Refinery Pss en 67720Document10 pagesWhite Paper Lambda Tuning As A Promising Controller Tuning Method For Refinery Pss en 67720Anish ShahNo ratings yet
- Craig2000 PDFDocument12 pagesCraig2000 PDFFelipe Andrés Muñoz PérezNo ratings yet
- The Growing Importance of Technical Services - Nitrogen+Syngas 365Document6 pagesThe Growing Importance of Technical Services - Nitrogen+Syngas 365peyman ebadiNo ratings yet
- Article 1001311Document4 pagesArticle 1001311Anonymous 2p6UltflNo ratings yet
- Production Automation in The 21st Century:Opportunities For Production Optimization and Remote Unattended OperationsDocument6 pagesProduction Automation in The 21st Century:Opportunities For Production Optimization and Remote Unattended OperationsHajji Assamo PadilNo ratings yet
- White Paper - ControlWizard - Are You in Control of Your Control LoopsDocument13 pagesWhite Paper - ControlWizard - Are You in Control of Your Control LoopsPravivVivpraNo ratings yet
- Quality Control: Dynamic Modification of The Inspection ScopeDocument10 pagesQuality Control: Dynamic Modification of The Inspection ScopeMario A. AvilaNo ratings yet
- 1995 Impc Usim Pac Mineral Processing Simulator Supervisor PDFDocument6 pages1995 Impc Usim Pac Mineral Processing Simulator Supervisor PDFLuis Steiler Cespedes CastilloNo ratings yet
- 3BUS094495 Lo NooutDocument4 pages3BUS094495 Lo NooutAbdulhakeemSolimanNo ratings yet
- Challenges and Problems With Advanced Control and Optimization TechnologiesDocument8 pagesChallenges and Problems With Advanced Control and Optimization TechnologiesAakashNo ratings yet
- Calibration Guide - EN - FinalDocument3 pagesCalibration Guide - EN - FinalSadeq NeiroukhNo ratings yet
- Objectives of The Chapter: C H A P T E RDocument12 pagesObjectives of The Chapter: C H A P T E RGordana JanevskaNo ratings yet
- Essential Guide to Dynamic SimulationDocument6 pagesEssential Guide to Dynamic SimulationMohammad Yasser RamzanNo ratings yet
- Proces Wp015 en PDocument14 pagesProces Wp015 en PJitendra DalsaniyaNo ratings yet
- Advanced Process Control ABBDocument8 pagesAdvanced Process Control ABBJahangir Malik100% (1)
- 1989 14 Auditing The Management of Measurement Britton BPDocument19 pages1989 14 Auditing The Management of Measurement Britton BPAneeshNo ratings yet
- Holistic Approach to Optimising Industrial Crushing CircuitsDocument5 pagesHolistic Approach to Optimising Industrial Crushing CircuitspaulocouceiroNo ratings yet
- Tips For Automotive AuditorsDocument4 pagesTips For Automotive AuditorsRamón G. PachecoNo ratings yet
- HIL Testing MPDDocument4 pagesHIL Testing MPDMichael ChandraNo ratings yet
- F 158Document6 pagesF 158as147No ratings yet
- AnalyticsDocument4 pagesAnalyticss k kumarNo ratings yet
- Case Study AI-OperatorDocument3 pagesCase Study AI-OperatorBilal AbdullahNo ratings yet
- QSDocument9 pagesQSmathan kumarNo ratings yet
- Construction and Analysis of PID, Fuzzy and Predictive Controllers in Flow SystemDocument7 pagesConstruction and Analysis of PID, Fuzzy and Predictive Controllers in Flow SystemLuigi FreireNo ratings yet
- Aa Automation MPC Sag Mills Flotation Circuits DataDocument12 pagesAa Automation MPC Sag Mills Flotation Circuits DataSamuel Antimilla NahuelpanNo ratings yet
- Valve Diagnosis Identifies Process ProblemsDocument17 pagesValve Diagnosis Identifies Process ProblemsKumarNo ratings yet
- Process Control Performance - Benefits Lambda TuningDocument9 pagesProcess Control Performance - Benefits Lambda TuningKumarNo ratings yet
- Process Control OpportunitiesDocument7 pagesProcess Control OpportunitiesKumarNo ratings yet
- Valve Diagnosis Identifies Process ProblemsDocument17 pagesValve Diagnosis Identifies Process ProblemsKumarNo ratings yet
- Flash Point Test Method for Liquids Using Tag Closed TesterDocument10 pagesFlash Point Test Method for Liquids Using Tag Closed Testerdanielitapv04_334855No ratings yet
- Optimisation of Diesel and Gasoline Blending OperationsDocument181 pagesOptimisation of Diesel and Gasoline Blending Operationsrameshkarthik810No ratings yet
- Effect of Feed Comp On High Purity Binary Dist 2005 - Luyben - Ie0580147 PDFDocument14 pagesEffect of Feed Comp On High Purity Binary Dist 2005 - Luyben - Ie0580147 PDFKumarNo ratings yet
- Ethylene APC What Works and What DoesnotDocument19 pagesEthylene APC What Works and What DoesnotKumarNo ratings yet
- NIR Implementataion For Fuels Blending DEPDocument34 pagesNIR Implementataion For Fuels Blending DEPKumarNo ratings yet
- Calculation of Flash Points and Flammability LimitDocument7 pagesCalculation of Flash Points and Flammability LimitMuhammad Taufiq FathaddinNo ratings yet
- 17779-Article Text-64161-1-10-20140128Document5 pages17779-Article Text-64161-1-10-20140128KumarNo ratings yet
- 17779-Article Text-64161-1-10-20140128Document5 pages17779-Article Text-64161-1-10-20140128KumarNo ratings yet
- Hydrogen - The Burning Question - Features - The Chemical Engineer PDFDocument9 pagesHydrogen - The Burning Question - Features - The Chemical Engineer PDFKumarNo ratings yet
- Effect of Feed Comp On High Purity Binary Dist 2005 - Luyben - Ie0580147Document14 pagesEffect of Feed Comp On High Purity Binary Dist 2005 - Luyben - Ie0580147KumarNo ratings yet
- Hydrogen - The Burning Question - Features - The Chemical EngineerDocument9 pagesHydrogen - The Burning Question - Features - The Chemical EngineerKumarNo ratings yet
- Cbi Polypropylene Rev1 3 FinalDocument2 pagesCbi Polypropylene Rev1 3 FinalM A JADOONNo ratings yet
- Predict MIddle Distillate PropertiesDocument8 pagesPredict MIddle Distillate PropertiesKumarNo ratings yet
- Auto2 Using ProceessimulatorDocument13 pagesAuto2 Using ProceessimulatorMayra RiosNo ratings yet
- 2009 Diesel RecDocument5 pages2009 Diesel RecjokishNo ratings yet
- Transcricao How To Be Happy (Before Success) - by Earl NightingaleDocument62 pagesTranscricao How To Be Happy (Before Success) - by Earl NightingalepauloalaraNo ratings yet
- Timbering Week 5Document22 pagesTimbering Week 5FikaduKitessa0% (1)
- Android Activity Lifecycle OverviewDocument8 pagesAndroid Activity Lifecycle OverviewMario FedericiNo ratings yet
- Eco 121 Set 2 Fundamentals of EconomicsDocument3 pagesEco 121 Set 2 Fundamentals of EconomicsShadreck CharlesNo ratings yet
- Rubber Conveyor Belt Wear ResistanceDocument5 pagesRubber Conveyor Belt Wear ResistanceBelt Power LLCNo ratings yet
- Carlo Gavazzi EM26-96Document4 pagesCarlo Gavazzi EM26-96dimis trumpasNo ratings yet
- Leading Causes of MortalityDocument12 pagesLeading Causes of MortalityJayricDepalobosNo ratings yet
- 4 A CompiledDocument167 pages4 A CompiledArjun MiddhaNo ratings yet
- International Standard Iso/Iec Software Cycle Processes: Standards SectionDocument16 pagesInternational Standard Iso/Iec Software Cycle Processes: Standards SectionDavid SalgadoNo ratings yet
- Conversion Cycle (Process Cost) : Rizal Technological UniversityDocument25 pagesConversion Cycle (Process Cost) : Rizal Technological UniversityHatdogNo ratings yet
- Cultural Understanding Impacts Consumer BehaviorDocument10 pagesCultural Understanding Impacts Consumer BehaviorNguyễn Hữu Thảo NguyênNo ratings yet
- Types of DC Motors Notes Electric DrivesDocument77 pagesTypes of DC Motors Notes Electric DrivesJyothish VijayNo ratings yet
- Henry Ford: The Man Who Put America on WheelsDocument15 pagesHenry Ford: The Man Who Put America on WheelsTonny PersonNo ratings yet
- Nature of MarketingDocument15 pagesNature of MarketingMohamaad SihatthNo ratings yet
- The Role of Human Resource Costs To Achieve Competitive Advantage in The Jordanian Commercial BanksDocument10 pagesThe Role of Human Resource Costs To Achieve Competitive Advantage in The Jordanian Commercial BanksGizachewNo ratings yet
- On The Art of Fighting - A Humanist Translation of Fiore Dei Liberi's Flower of Battle Owned by Leonello D'EsteDocument37 pagesOn The Art of Fighting - A Humanist Translation of Fiore Dei Liberi's Flower of Battle Owned by Leonello D'EsteHunterSJNo ratings yet
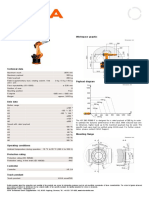
- KR 280 R3080 F technical specificationsDocument1 pageKR 280 R3080 F technical specificationsDorobantu CatalinNo ratings yet
- 1st Summative Test in Tle SmawDocument2 pages1st Summative Test in Tle Smawjenky agnoteNo ratings yet
- Learn From Customers to Improve Products and ServicesDocument8 pagesLearn From Customers to Improve Products and ServicesQuan Hoang AnhNo ratings yet
- Mil STD 882eDocument104 pagesMil STD 882ecihan dağNo ratings yet
- Deutz td2011 l04w Service Manual PDFDocument7 pagesDeutz td2011 l04w Service Manual PDFLuis Carlos RamosNo ratings yet
- Engl10 Q4 M1 DistinguishTechnicalTermsUsedinResearch Pagulongan V0-Module-1Document32 pagesEngl10 Q4 M1 DistinguishTechnicalTermsUsedinResearch Pagulongan V0-Module-1Kath Nees67% (3)
- Central Bank Digital Currency:: The Future of Payments For CorporatesDocument29 pagesCentral Bank Digital Currency:: The Future of Payments For CorporatesknwongabNo ratings yet
- Is The Sustainable Development Goals (SDG) Index An Adequate Framework To Measure The Progress of The 2030 Agenda?Document9 pagesIs The Sustainable Development Goals (SDG) Index An Adequate Framework To Measure The Progress of The 2030 Agenda?hadi_friendNo ratings yet
- Khwaja Moinuddin Chishti Language UniversityDocument30 pagesKhwaja Moinuddin Chishti Language UniversityShivam ShuklaNo ratings yet
- CaracterizacióndeSalpicadurasSMAW Molleda 2007Document5 pagesCaracterizacióndeSalpicadurasSMAW Molleda 2007Tamara Maria Ortiz MendezNo ratings yet
- Lect 1 Transforming EER Diagrams Into Relations (Part III)Document13 pagesLect 1 Transforming EER Diagrams Into Relations (Part III)KIM OFFNo ratings yet
- Kuruk Etra:: Dharma-K Etra Śalya-ParvaDocument1 pageKuruk Etra:: Dharma-K Etra Śalya-ParvaRavinder Khullar100% (1)
- Arduino Mario Bros Tunes With Piezo Buzzer and PWMDocument6 pagesArduino Mario Bros Tunes With Piezo Buzzer and PWMClaudia GrijalvaNo ratings yet
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- FreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsFrom EverandFreeCAD | Step by Step: Learn how to easily create 3D objects, assemblies, and technical drawingsRating: 5 out of 5 stars5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- From Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsFrom EverandFrom Vision to Version - Step by step guide for crafting and aligning your product vision, strategy and roadmap: Strategy Framework for Digital Product Management RockstarsNo ratings yet
- Autodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)From EverandAutodesk Fusion 360: A Power Guide for Beginners and Intermediate Users (3rd Edition)Rating: 5 out of 5 stars5/5 (2)
- FreeCAD | Design Projects: Design advanced CAD models step by stepFrom EverandFreeCAD | Design Projects: Design advanced CAD models step by stepRating: 5 out of 5 stars5/5 (1)
- Contactless Vital Signs MonitoringFrom EverandContactless Vital Signs MonitoringWenjin WangNo ratings yet
- Certified Solidworks Professional Advanced Surface Modeling Exam PreparationFrom EverandCertified Solidworks Professional Advanced Surface Modeling Exam PreparationRating: 5 out of 5 stars5/5 (1)
- Autodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersFrom EverandAutodesk Inventor | Step by Step: CAD Design and FEM Simulation with Autodesk Inventor for BeginnersNo ratings yet
- Fusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.From EverandFusion 360 | Step by Step: CAD Design, FEM Simulation & CAM for Beginners.No ratings yet