You might also like
- Transistor Electronics: Use of Semiconductor Components in Switching OperationsFrom EverandTransistor Electronics: Use of Semiconductor Components in Switching OperationsRating: 1 out of 5 stars1/5 (1)
- Electrical Turrets: Instruction For Use and MaintenanceDocument14 pagesElectrical Turrets: Instruction For Use and MaintenanceАлександр ЕвграфовNo ratings yet
- NHD-24064CZ-NSW-BBW: Graphic Liquid Crystal Display ModuleDocument11 pagesNHD-24064CZ-NSW-BBW: Graphic Liquid Crystal Display ModuleMitchell DanielsNo ratings yet
- MVE 500/15E-40A0 (EE40050040A0JA0000) : 3 PH - 4 Poles - 1500 RPM - 220-240/380-415 V - 50 HZDocument1 pageMVE 500/15E-40A0 (EE40050040A0JA0000) : 3 PH - 4 Poles - 1500 RPM - 220-240/380-415 V - 50 HZAmol SarinNo ratings yet
- MOTOVIBRADORORDocument1 pageMOTOVIBRADORORJulio Vega AngelesNo ratings yet
- Jurop Pump PN SeriesDocument10 pagesJurop Pump PN SeriesSatria 'igin' Girindra Nugraha100% (1)
- Two Post LiftDocument53 pagesTwo Post LiftBasit WaniNo ratings yet
- NHD-24064WG-ATMI-VZ#: Graphic Liquid Crystal Display ModuleDocument11 pagesNHD-24064WG-ATMI-VZ#: Graphic Liquid Crystal Display ModuleMiguel VanegasNo ratings yet
- OLI S.p.A. - Web ApplicationDocument1 pageOLI S.p.A. - Web ApplicationTraian FlorianNo ratings yet
- (Vol.3) Steady RestDocument9 pages(Vol.3) Steady RestSalima GrainatNo ratings yet
- NC2 ChintDocument11 pagesNC2 ChintHoucine AtaroNo ratings yet
- Work Instruction For Coil Taping Process of EE14 (1&4 Pin)Document6 pagesWork Instruction For Coil Taping Process of EE14 (1&4 Pin)k.mehaboob bashaNo ratings yet
- Poutrelles IFB IFB Beams IFB-Träger: Z y Z yDocument3 pagesPoutrelles IFB IFB Beams IFB-Träger: Z y Z yFiras AshrafNo ratings yet
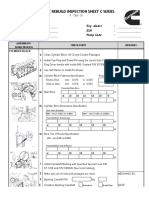
- Engine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeDocument10 pagesEngine Rebuild Inspection Sheet C Series: Job No: Eng. Model: Customer: ESN: CPL: Pump CodeRijal Furqaan Mardhatillah100% (1)
- Dokumen - Tips - Wps PQR Er309l MoDocument4 pagesDokumen - Tips - Wps PQR Er309l Moel_sharkawy2011No ratings yet
- Superbolt Dimension-List Torque-Guidelines MT UncDocument1 pageSuperbolt Dimension-List Torque-Guidelines MT UncaputraNo ratings yet
- Engine Timing Tool Kit: Renault 1.6L, 2.0L, 2.3L Dci EnginesDocument5 pagesEngine Timing Tool Kit: Renault 1.6L, 2.0L, 2.3L Dci EnginesAnonymous wpUyixsjNo ratings yet
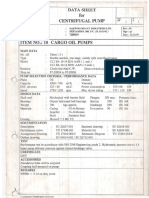
- Cargo Pump Curve - MT BourneDocument2 pagesCargo Pump Curve - MT Bournetimayaa1000100% (1)
- GT03 7296 3Document2 pagesGT03 7296 3Filippo SettimoNo ratings yet
- Datasheet MVE 700 - 15 AutonicDocument2 pagesDatasheet MVE 700 - 15 AutonicmirabellamerdekaNo ratings yet
- TruCheck 2 0-1-30 NM Technical DataDocument1 pageTruCheck 2 0-1-30 NM Technical DataSkolNo ratings yet
- MVE 700/3E-40A0 (EE20070040A0JA0000) : 3 PH - 2 Poles - 3000 RPM - 220-240/380-415 V - 50 HZDocument1 pageMVE 700/3E-40A0 (EE20070040A0JA0000) : 3 PH - 2 Poles - 3000 RPM - 220-240/380-415 V - 50 HZAmol SarinNo ratings yet
- 1.QAQC - CP02 Concrete Quality Control Chart JulyDocument25 pages1.QAQC - CP02 Concrete Quality Control Chart JulyShoyeeb AhmedNo ratings yet
- Datasheet - 2019-08-13T182643.838Document1 pageDatasheet - 2019-08-13T182643.838SamerNo ratings yet
- Schreder OMNIFLOOD - 1 - 3 Installation Instructions RevdDocument3 pagesSchreder OMNIFLOOD - 1 - 3 Installation Instructions RevdgreghousemdNo ratings yet
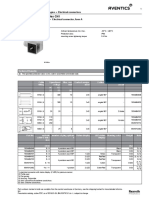
- 2-Way Poppet SVP08-NCR: Solenoid Valves Technical InformationDocument2 pages2-Way Poppet SVP08-NCR: Solenoid Valves Technical InformationÂnderson Silva BrasilNo ratings yet
- MVE 200/1E-40A0 (EE60020040A0JA0000) : 3 PH - 6 Poles - 1000 RPM - 220-240/380-415 V - 50 HZDocument1 pageMVE 200/1E-40A0 (EE60020040A0JA0000) : 3 PH - 6 Poles - 1000 RPM - 220-240/380-415 V - 50 HZAmol SarinNo ratings yet
- YC100-508-3P SpecDocument1 pageYC100-508-3P SpecNenad PavlovićNo ratings yet
- 3-Microtome Calibration CartificateDocument1 page3-Microtome Calibration Cartificatemba213No ratings yet
- Simogear PDFDocument2 pagesSimogear PDFsofiatun khoirohNo ratings yet
- Electrical Connector, CN1Document2 pagesElectrical Connector, CN1Ricardo Jorge Horta PequenoNo ratings yet
- Mve 60 - 3Document2 pagesMve 60 - 3Amol SarinNo ratings yet
- Ps2401a 1 Nec PDFDocument4 pagesPs2401a 1 Nec PDFJhon RiosNo ratings yet
- Chris Marine Surface Grinder Type CPLDocument22 pagesChris Marine Surface Grinder Type CPLSamer SalibaNo ratings yet
- DFT23PH52224-01 清源菲力宾跟踪系统安装指导书 EzTracker D1P20 V1.0Document33 pagesDFT23PH52224-01 清源菲力宾跟踪系统安装指导书 EzTracker D1P20 V1.0Kevs MacsNo ratings yet
- Work Instruction For Core Assy & Taping Process of MT047Document4 pagesWork Instruction For Core Assy & Taping Process of MT047k.mehaboob bashaNo ratings yet
- Phieu Ket Qua Thic Nghim: Test ReportDocument1 pagePhieu Ket Qua Thic Nghim: Test ReportDai ThanhNo ratings yet
- Motor Heavy Duty - Rev01 01.02.2021Document6 pagesMotor Heavy Duty - Rev01 01.02.2021fortizuNo ratings yet
- Sanken: (P/'T) EmailDocument5 pagesSanken: (P/'T) EmailAmila SampathNo ratings yet
- BF 6M 1013 FC Governor Ajustments 02978350Document1 pageBF 6M 1013 FC Governor Ajustments 02978350torredoNo ratings yet
- Engine Rebuild Sheet AF-MHDocument12 pagesEngine Rebuild Sheet AF-MHRijal Furqaan MardhatillahNo ratings yet
- Mve 10370 - 6e - 80a0 PDFDocument1 pageMve 10370 - 6e - 80a0 PDFMauro GonzalezNo ratings yet
- Elbow 6in 90N SCH 40 63e00m077Document1 pageElbow 6in 90N SCH 40 63e00m077Mygame 1402No ratings yet
- Computeraided Structural Drawing: Submitted To: - Submitted ByDocument22 pagesComputeraided Structural Drawing: Submitted To: - Submitted ByMT RANo ratings yet
- 3827-E10-063 - Modulating Control Valve - EDocument6 pages3827-E10-063 - Modulating Control Valve - EMohamed Elsaid El ShallNo ratings yet
- Catalog CBT4Document2 pagesCatalog CBT4naquib uddin sarkarNo ratings yet
- MVE 300/1E-50A0 (EE60030050A0JA0000) : 3 PH - 6 Poles - 1000 RPM - 220-240/380-415 V - 50 HZDocument1 pageMVE 300/1E-50A0 (EE60030050A0JA0000) : 3 PH - 6 Poles - 1000 RPM - 220-240/380-415 V - 50 HZAmol SarinNo ratings yet
- HL 400seriesDocument9 pagesHL 400seriesMuh ImronNo ratings yet
- 4X 5.55 - 5.88mm Mounting Hole: RevisionsDocument2 pages4X 5.55 - 5.88mm Mounting Hole: Revisionsmpampis patentasNo ratings yet
- SW LT Eng 6s THDocument15 pagesSW LT Eng 6s THasdNo ratings yet
- 88E6393X Development Board User ManualDocument8 pages88E6393X Development Board User Manualwxzcldw163.comNo ratings yet
- Air Dryer Max-06Document17 pagesAir Dryer Max-06Phan Cao An TruongNo ratings yet
- MSMD022S1SDocument6 pagesMSMD022S1SpepeNo ratings yet
- Bomba MixerDocument2 pagesBomba MixerBinelli79No ratings yet
- Grundfosliterature 80290Document13 pagesGrundfosliterature 80290Titus CharlieNo ratings yet
- 54-Pressure Gauge OIT Calibration CartificateDocument1 page54-Pressure Gauge OIT Calibration CartificateCustomer Support100% (1)
- Nexan Catalouge 2023Document11 pagesNexan Catalouge 2023Roshan JhaNo ratings yet
- Corte 10MM-2 PDFDocument1 pageCorte 10MM-2 PDFIngenieria BaldarragoNo ratings yet
- 1207e Metrik SB DIN84Document6 pages1207e Metrik SB DIN84Tuncay KAMAŞNo ratings yet
- NC 2Document11 pagesNC 2djillalim13No ratings yet
- Checklist For Wet SprayingDocument4 pagesChecklist For Wet SprayingWiwa Hernandez DonosoNo ratings yet
- Craftsman Air Compressor ManualDocument12 pagesCraftsman Air Compressor Manualddefig50% (2)
- RCC82 Pilecap DesignDocument1 pageRCC82 Pilecap DesignPHAN THUONG KHAINo ratings yet
- Model 42 Operator ManualDocument28 pagesModel 42 Operator ManualMuzammil AbbasNo ratings yet
- DVM 1 Jadual Pengawas Pa 2023 Sesi 1Document2 pagesDVM 1 Jadual Pengawas Pa 2023 Sesi 1Azrof AjohNo ratings yet
- Steel Frame Construction Limited Architects, Planners, Engineers. Proforma InvoiceDocument4 pagesSteel Frame Construction Limited Architects, Planners, Engineers. Proforma Invoicetambulira edrineNo ratings yet
- Bridges: Djlee B RichmondDocument16 pagesBridges: Djlee B RichmondRajalakshmi MurugesanNo ratings yet
- Armstrong Bell and Gossett Gorman Rupp Replacement SealsDocument2 pagesArmstrong Bell and Gossett Gorman Rupp Replacement Sealsanhhai1905No ratings yet
- 4000 Liter Pharma Sweed Updates AQE9kZWVQLsbjb36Document1 page4000 Liter Pharma Sweed Updates AQE9kZWVQLsbjb36belkacem kisriNo ratings yet
- Eye Wash Data SheetDocument2 pagesEye Wash Data Sheetabdullah sahibNo ratings yet
- Esareka Penstock E-CatalogDocument12 pagesEsareka Penstock E-CatalogM Alim Ur RahmanNo ratings yet
- Alex Gabriel Choque - MarcosDocument3 pagesAlex Gabriel Choque - MarcosIsmael CopaNo ratings yet
- Summary ReportDocument24 pagesSummary ReportRonniNo ratings yet
- Martillo Hidrahulico 2012082Document143 pagesMartillo Hidrahulico 2012082Angel Armando Buentello100% (1)
- Integral Abutment Bridge Design (Modjeski and Masters) PDFDocument56 pagesIntegral Abutment Bridge Design (Modjeski and Masters) PDFAnderson UrreaNo ratings yet
- 13 Samss 003 PDFDocument7 pages13 Samss 003 PDFMohamed SolimanNo ratings yet
- Machine Design 2Document43 pagesMachine Design 2kenneth roblesNo ratings yet
- Finals MD2Document32 pagesFinals MD2boj VillanuevaNo ratings yet
- SOR-2020 PWD (WR) Tripura PDFDocument40 pagesSOR-2020 PWD (WR) Tripura PDFArup DebnathNo ratings yet
- 8.3 Description of The Hydraulic System: 8.3.1 Technical DataDocument14 pages8.3 Description of The Hydraulic System: 8.3.1 Technical DatahectorNo ratings yet
- Single 20231230 124001Document1 pageSingle 20231230 124001roboo99457255No ratings yet
- CG Power and Industrial Solutions Limited: Dimensional DrawingDocument7 pagesCG Power and Industrial Solutions Limited: Dimensional DrawingRahesh MNo ratings yet
- 2-Rafael-TDSJ-2 Automatic Dry Mixed Mortar Production plant-CIFDocument26 pages2-Rafael-TDSJ-2 Automatic Dry Mixed Mortar Production plant-CIFRafael ObusanNo ratings yet
- DIAGRID - Flat SlabDocument1 pageDIAGRID - Flat Slabsanthu maji100% (1)
- Precision Electrical Pricelist 09.01.2021Document19 pagesPrecision Electrical Pricelist 09.01.2021Kevin MaldeNo ratings yet
- Plumbing and Carpentary Workshop Report Week 1Document27 pagesPlumbing and Carpentary Workshop Report Week 1F1042 HaikalNo ratings yet
- Pump Reference GuideDocument56 pagesPump Reference GuideOscar OvandoNo ratings yet
- P6003shu-129-30-Pg-082 - A3 - (Datasheet - Pressure Gauges - Unit 129)Document11 pagesP6003shu-129-30-Pg-082 - A3 - (Datasheet - Pressure Gauges - Unit 129)Vasilica BarbarasaNo ratings yet
- Barbed Wire Fence DetailDocument2 pagesBarbed Wire Fence DetailkheradiradNo ratings yet
- Zeiss Opmi Pico s100 Repair and Alignment InstructionsDocument13 pagesZeiss Opmi Pico s100 Repair and Alignment InstructionsAngeloNo ratings yet