You might also like
- Flow ChartDocument12 pagesFlow ChartNilmar NasaanNo ratings yet
- Production of Biodiesel From Groundnut (Arachis Hypogea, L.) OilDocument8 pagesProduction of Biodiesel From Groundnut (Arachis Hypogea, L.) OilNilmar NasaanNo ratings yet
- Production Optimization and Quality Assessment of Biodiesel From Waste Vegetable OilDocument8 pagesProduction Optimization and Quality Assessment of Biodiesel From Waste Vegetable OilNilmar NasaanNo ratings yet
- Capsule-Proposal Sample 2020Document3 pagesCapsule-Proposal Sample 2020Nilmar NasaanNo ratings yet
- Rapid in Situ Transesterification of Papaya Seeds To Biodiesel With The Aid of Co-SolventDocument7 pagesRapid in Situ Transesterification of Papaya Seeds To Biodiesel With The Aid of Co-SolventNilmar NasaanNo ratings yet
- Biodiesel Production by Enzymatic Transesterification of Papaya Seed Oil and Rambutan Seed OilDocument5 pagesBiodiesel Production by Enzymatic Transesterification of Papaya Seed Oil and Rambutan Seed OilNilmar NasaanNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Chemistry SET A QPDocument8 pagesChemistry SET A QPdahaka7609No ratings yet
- Determining The Time of Setting of Portland CementDocument3 pagesDetermining The Time of Setting of Portland CementRizette PaloganNo ratings yet
- PDMS Thickness VS Spin SpeedDocument2 pagesPDMS Thickness VS Spin SpeedGopal Chandra PalNo ratings yet
- Melamine Solubility in WaterDocument2 pagesMelamine Solubility in WaterAlexander DavidNo ratings yet
- Diagnostic Test All Subjects - Docx Version 1Document22 pagesDiagnostic Test All Subjects - Docx Version 1Junelle Joy CatbaganNo ratings yet
- Parametros Corte y Grabado Laser PDFDocument1 pageParametros Corte y Grabado Laser PDFrapeislNo ratings yet
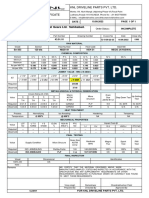
- Punjab Bevel Gears Ltd. Sahibabad.: KNL Driveline Parts Pvt. Ltd. Material Test CertificateDocument1 pagePunjab Bevel Gears Ltd. Sahibabad.: KNL Driveline Parts Pvt. Ltd. Material Test CertificateargmsfNo ratings yet
- Drainage Time of PulpDocument13 pagesDrainage Time of PulpAndrei MurillonNo ratings yet
- Unit 3 Colligative PropertiesDocument44 pagesUnit 3 Colligative PropertiesMutale InongeNo ratings yet
- As 1160-1996Document18 pagesAs 1160-1996Alexandru LetNo ratings yet
- Chlorine Dioxide As A DisinfectantDocument2 pagesChlorine Dioxide As A DisinfectantWill XiaNo ratings yet
- 10.3 Using Materials QPDocument37 pages10.3 Using Materials QPRNo ratings yet
- Local Media2501485826346051806Document11 pagesLocal Media2501485826346051806Ppatrick Pingol CNo ratings yet
- Science Oct 2018 Paper 1 QP PDFDocument20 pagesScience Oct 2018 Paper 1 QP PDFJeffrey Piggott100% (1)
- Method of Soil StabilizationDocument29 pagesMethod of Soil StabilizationAbhi WanwadeNo ratings yet
- RASPADORESDocument15 pagesRASPADORESQualidade QualidadeNo ratings yet
- Final Lesson Plan Water PropertiesDocument3 pagesFinal Lesson Plan Water PropertiesAni CNo ratings yet
- Science Grade 10Document6 pagesScience Grade 10Agustin L. IdausosNo ratings yet
- Sefa 7 2010 FixturesDocument24 pagesSefa 7 2010 FixturesJAVIER ARGUEDASNo ratings yet
- Test Report: M/s Felix Generics Pvt. LTDDocument2 pagesTest Report: M/s Felix Generics Pvt. LTDShreya Test HouseNo ratings yet
- Mieczkowski 1988Document5 pagesMieczkowski 1988Patrizio SaliceNo ratings yet
- d7dd76b5-952b-44a2-aedd-abb43ca0e38bDocument38 pagesd7dd76b5-952b-44a2-aedd-abb43ca0e38bMANUEL ALEJANDRO LOZANO BELLIDONo ratings yet
- Chapter 1. Second Law of Thermo - Entropy Gibbs Free EnergyDocument24 pagesChapter 1. Second Law of Thermo - Entropy Gibbs Free Energyyuan comandanteNo ratings yet
- How Fast QPDocument14 pagesHow Fast QPsaadNo ratings yet
- Bobbin Wound Filters: Filtration Bed 1 MDocument8 pagesBobbin Wound Filters: Filtration Bed 1 Mmohd1996No ratings yet
- Functional Propieties of Lupin Seed (Lupinus Mutabilis) Protein... (Sathe Et Al.)Document7 pagesFunctional Propieties of Lupin Seed (Lupinus Mutabilis) Protein... (Sathe Et Al.)Lenna TrujilloNo ratings yet
- Chemistry Practical Class 12 InstructionsDocument7 pagesChemistry Practical Class 12 InstructionsCR7STUDIO 7No ratings yet
- Chapter 7 - Alcohols, Phenols and ThiolsDocument102 pagesChapter 7 - Alcohols, Phenols and ThiolsCute ni LeynesNo ratings yet
- SYTHETIC OF TERTIARY BUTHYL CHLORIDE FksDocument16 pagesSYTHETIC OF TERTIARY BUTHYL CHLORIDE FksRadiatul Awalia AmirNo ratings yet
- Purchase Spec. For Plates-Copper Alloy (SB171 Uns C46400)Document4 pagesPurchase Spec. For Plates-Copper Alloy (SB171 Uns C46400)Daison PaulNo ratings yet