You might also like
- SRO 31 8.11.2023 500HDocument1 pageSRO 31 8.11.2023 500HAlanNo ratings yet
- ME 442 Mechatronics Actuators ChapterDocument35 pagesME 442 Mechatronics Actuators ChapterAlanNo ratings yet
- ME 442 Chapter 8 Data AcquisitionDocument33 pagesME 442 Chapter 8 Data AcquisitionAlanNo ratings yet
- SRO 31 8.11.2023 500HDocument1 pageSRO 31 8.11.2023 500HAlanNo ratings yet
- ME442 Chapter9Document35 pagesME442 Chapter9AlanNo ratings yet
- ME442 Chapter6Document47 pagesME442 Chapter6AlanNo ratings yet
- ME442 Chapter1Document13 pagesME442 Chapter1AlanNo ratings yet
- ME 442 Mechatronics Semiconductor ElectronicsDocument72 pagesME 442 Mechatronics Semiconductor ElectronicsAlanNo ratings yet
- ME442 Chapter7Document41 pagesME442 Chapter7AlanNo ratings yet
- Drive Diagram: Total Weight 70 TDocument10 pagesDrive Diagram: Total Weight 70 TAlanNo ratings yet
- ME442 Chapter4Document54 pagesME442 Chapter4AlanNo ratings yet
- ME 442 Chapter 5 Analog Signal Processing OpAmpsDocument48 pagesME 442 Chapter 5 Analog Signal Processing OpAmpsAlanNo ratings yet
- Table of ContentsDocument7 pagesTable of ContentsAlanNo ratings yet
- ME442 Chapter2Document41 pagesME442 Chapter2AlanNo ratings yet
- PC Diagnosis Programme Spsdiag For Serial Communication Boards (SCB) Ek-755PDocument7 pagesPC Diagnosis Programme Spsdiag For Serial Communication Boards (SCB) Ek-755PAlanNo ratings yet
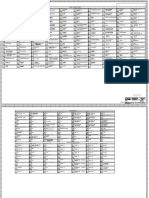
- Circuit DiagramsDocument53 pagesCircuit DiagramsAlanNo ratings yet
- Track Levelling: Instruction ManualDocument29 pagesTrack Levelling: Instruction ManualAlanNo ratings yet
- S 15 - 02e Duplex EnglDocument31 pagesS 15 - 02e Duplex EnglAlanNo ratings yet
- Drive Diagram: Total Weight 70 TDocument10 pagesDrive Diagram: Total Weight 70 TAlanNo ratings yet
- Machine Number: 6449, 6450: SRM 500 BA 6449Document182 pagesMachine Number: 6449, 6450: SRM 500 BA 6449AlanNo ratings yet
- Table of ContentsDocument7 pagesTable of ContentsAlanNo ratings yet
- SRM Saudi Arabia: Net Power RequirementDocument7 pagesSRM Saudi Arabia: Net Power RequirementAlanNo ratings yet
- Circuit DiagramsDocument53 pagesCircuit DiagramsAlanNo ratings yet
- Cabinet 50 wiring diagramDocument52 pagesCabinet 50 wiring diagramAlanNo ratings yet
- Operating and Maintenance Instructions: Oil Filter UnitDocument17 pagesOperating and Maintenance Instructions: Oil Filter UnitAlanNo ratings yet
- PARTS LIST FOR HY-SYSTEM DRIVE AND GENERALDocument10 pagesPARTS LIST FOR HY-SYSTEM DRIVE AND GENERALAlanNo ratings yet
- Wabco Twin-Cylinder Air Dryer: Description / MaintenanceDocument12 pagesWabco Twin-Cylinder Air Dryer: Description / MaintenanceAlanNo ratings yet
- SRM 500 Technical Documentation for Saudi Arabia ProjectDocument5 pagesSRM 500 Technical Documentation for Saudi Arabia ProjectAlan100% (1)
- Bedienungsanleitung 1015 6 Edition 05 2003 Engl PDFDocument84 pagesBedienungsanleitung 1015 6 Edition 05 2003 Engl PDFAlanNo ratings yet
- BS-02 05 Duplex EnglDocument35 pagesBS-02 05 Duplex EnglAlanNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Circulation 2006 Boyle 339 52 PDFDocument21 pagesCirculation 2006 Boyle 339 52 PDFSherlocknovNo ratings yet
- Integral CalculusDocument48 pagesIntegral CalculusVincent CortezNo ratings yet
- The Human BodyDocument17 pagesThe Human BodyRuthie MendozaNo ratings yet
- Unit 1.Pptx Autosaved 5bf659481837fDocument39 pagesUnit 1.Pptx Autosaved 5bf659481837fBernadith Manaday BabaloNo ratings yet
- Life Saving Appliance: Personal Life-Saving Appliances Lifeboats & Rescue Boats LiferaftsDocument18 pagesLife Saving Appliance: Personal Life-Saving Appliances Lifeboats & Rescue Boats Liferaftsdafa dzaky100% (1)
- Oukfxu DH Lwpuk Ladyu@Izs'K.K GSRQ Izns"K LRJ Ij MRRJNK H Ysoy 1) 2, Oa 3 LRJ Ds VF/KDKFJ Ksa Ds Leidz LWDocument12 pagesOukfxu DH Lwpuk Ladyu@Izs'K.K GSRQ Izns"K LRJ Ij MRRJNK H Ysoy 1) 2, Oa 3 LRJ Ds VF/KDKFJ Ksa Ds Leidz LWNishant KumarNo ratings yet
- Persian Polymath Physician Al-Rāzī's Life and WorksDocument10 pagesPersian Polymath Physician Al-Rāzī's Life and WorksAnonymous 29PN6AZTNo ratings yet
- AP Calculus AB 4.1A Worksheet Key ConceptsDocument44 pagesAP Calculus AB 4.1A Worksheet Key ConceptsDavid Joseph100% (1)
- Phylum Chordata TransesDocument2 pagesPhylum Chordata TransesMaribel Ramos InterinoNo ratings yet
- Assignment 1 (Total Marks: 70) EEE 323: Power System IIDocument2 pagesAssignment 1 (Total Marks: 70) EEE 323: Power System IIShahriar SauravNo ratings yet
- II PUC PHYSICS - Previously Appeared Questions and Answers For 2021 Exam by MANJUNATH BDocument52 pagesII PUC PHYSICS - Previously Appeared Questions and Answers For 2021 Exam by MANJUNATH BVishal Ramesh100% (1)
- Schutz - Subnotes PDFDocument47 pagesSchutz - Subnotes PDFJarryd RastiNo ratings yet
- Vammika Sutta - Mahasi SayadawDocument108 pagesVammika Sutta - Mahasi SayadawtravelbootsNo ratings yet
- Effect of Blast Induced Vibrations On GroutDocument55 pagesEffect of Blast Induced Vibrations On GroutDavid marpaungNo ratings yet
- B. Ingg Paket BDocument14 pagesB. Ingg Paket BAsep Fajar IrawanNo ratings yet
- WB City GateDocument7 pagesWB City GateDiegoNo ratings yet
- Operating - System - Concepts - Essentials8thed - CH 6 SolutionDocument2 pagesOperating - System - Concepts - Essentials8thed - CH 6 SolutionAmirreza Saheb FosoulNo ratings yet
- Towards Sustainable Water Management in SoharDocument48 pagesTowards Sustainable Water Management in SoharMiss Preyashi kumarNo ratings yet
- 241-Article Text-1014-1-10-20201017Document8 pages241-Article Text-1014-1-10-20201017derismurib4No ratings yet
- Wound Care, Dressing and BandagingDocument11 pagesWound Care, Dressing and BandagingJessica Febrina Wuisan100% (1)
- Iso 4309 2017Document10 pagesIso 4309 2017C. de JongNo ratings yet
- Performance Analysis of Cooling TowerDocument7 pagesPerformance Analysis of Cooling TowerIbrahim Al-MutazNo ratings yet
- UL Anatomy 2022Document4 pagesUL Anatomy 2022jhom smithNo ratings yet
- Project On Baggage Handling and AcceptanceDocument52 pagesProject On Baggage Handling and AcceptanceKiran Reddy50% (2)
- Scania Rear View Mirror Removal and InstallationDocument8 pagesScania Rear View Mirror Removal and InstallationRuanNo ratings yet
- Unit 1 Unit 2 Unit 3 DIFFERENTIAL CALCULUS 1 2 3 PDFDocument124 pagesUnit 1 Unit 2 Unit 3 DIFFERENTIAL CALCULUS 1 2 3 PDFjayaram prakash kNo ratings yet
- Ase Utra Military and Law Enforcement ProductsDocument12 pagesAse Utra Military and Law Enforcement ProductsjamesfletcherNo ratings yet
- B757-200 MPDDocument393 pagesB757-200 MPDSebastian Rendon100% (3)
- Group 1 STEM 12 2P SIP FINALDocument17 pagesGroup 1 STEM 12 2P SIP FINALFhing FhingNo ratings yet
- Parts of the Globe: Prime Meridian, Equator and Climate ZonesDocument18 pagesParts of the Globe: Prime Meridian, Equator and Climate Zonesmelgazar tanjayNo ratings yet