You might also like
- MMA Welding LastDocument76 pagesMMA Welding LastMahmoud Elemam100% (1)
- Electronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionFrom EverandElectronic Components, Tubes and Transistors: The Commonwealth and International Library: Electrical Engineering DivisionNo ratings yet
- Welding LectureDocument101 pagesWelding Lecturesumit sengarNo ratings yet
- The Stopping and Ranges of Ions in Matter: Handbook of Stopping Cross-Sections for Energetic Ions in All ElementsFrom EverandThe Stopping and Ranges of Ions in Matter: Handbook of Stopping Cross-Sections for Energetic Ions in All ElementsNo ratings yet
- PC-ME701 Class2 15092021 EBMDocument23 pagesPC-ME701 Class2 15092021 EBMDeepak KumarNo ratings yet
- Welding & Joining ProcessesDocument29 pagesWelding & Joining ProcessesVitthal GawhaleNo ratings yet
- Introduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalDocument83 pagesIntroduction To Welding and NDT: Rajneesh Vachaspati Assistant Director Npti-Hptc, NangalRajneesh VachaspatiNo ratings yet
- GMAW Guide: Everything You Need to Know About Gas Metal Arc WeldingDocument16 pagesGMAW Guide: Everything You Need to Know About Gas Metal Arc WeldingAnonymous cgcKzFtXNo ratings yet
- Edm NotesDocument98 pagesEdm NotesDeepankumar AthiyannanNo ratings yet
- SMAW Welding Guide: Shielded Metal Arc Welding Process ExplainedDocument43 pagesSMAW Welding Guide: Shielded Metal Arc Welding Process ExplainedRobinson PasaribuNo ratings yet
- MMA Welding GuideDocument35 pagesMMA Welding Guideperlan1234No ratings yet
- Welding Notes RTU KotaDocument65 pagesWelding Notes RTU KotaKushagra JainNo ratings yet
- ECM and EDMDocument23 pagesECM and EDMVinay KumarNo ratings yet
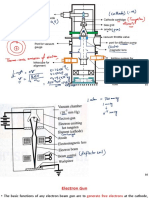
- Tungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has ADocument13 pagesTungsten Filament Which Is Heated, Freeing Electrons.: - The Electron Beam Gun Has APrashant PuriNo ratings yet
- Welding PDFDocument74 pagesWelding PDFRachnaNo ratings yet
- What Is EDM?: Non-Traditional Machining ProcessDocument19 pagesWhat Is EDM?: Non-Traditional Machining ProcessAlankrit SrivastavaNo ratings yet
- Eulogio "Amang" Rodriguez Institute of Science and TechnologyDocument35 pagesEulogio "Amang" Rodriguez Institute of Science and TechnologyJohana MedallaNo ratings yet
- Welding Types and DefectsDocument30 pagesWelding Types and DefectsHarisagar ThulasiramanNo ratings yet
- Arc Welding in DetailDocument34 pagesArc Welding in DetailSohen PatelNo ratings yet
- Arcwelding 170804063548Document72 pagesArcwelding 170804063548Izzat TammamNo ratings yet
- Unit 1Document54 pagesUnit 1ShubhamNo ratings yet
- Lec 3 - part 1 - CopyDocument31 pagesLec 3 - part 1 - CopyMay FadlNo ratings yet
- Lec 7Document28 pagesLec 7Omar AssalNo ratings yet
- F Arcwelding 131118222251 Phpapp02Document42 pagesF Arcwelding 131118222251 Phpapp02hassan aliNo ratings yet
- User Guide To Machinery - EdmDocument36 pagesUser Guide To Machinery - Edmggi internationalNo ratings yet
- Module-1: Electric Welding byDocument17 pagesModule-1: Electric Welding byveena bhatNo ratings yet
- Spot WeldingDocument14 pagesSpot WeldingMuhammad Bin RiazNo ratings yet
- Welding & Joining ProcessesDocument29 pagesWelding & Joining ProcessesKunal BorkarNo ratings yet
- Arc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreDocument11 pagesArc Welding: Nauman Ahmad SEN-EE Lecturer UMT LahoreJamil AhmadNo ratings yet
- Unit 2 PPT WeldingDocument40 pagesUnit 2 PPT WeldingTushar Singh100% (1)
- Welding Lectures 5-7 PDFDocument83 pagesWelding Lectures 5-7 PDFSwaraj PrakashNo ratings yet
- Arc - Wleding Final Exam PDFDocument13 pagesArc - Wleding Final Exam PDFronaldo de guzmanNo ratings yet
- Arc - Wleding Final ExamDocument13 pagesArc - Wleding Final ExamJhonalyne Estioco CamachoNo ratings yet
- Welding Course NPTELDocument39 pagesWelding Course NPTELAbhijeetSethi0% (1)
- MmawDocument1 pageMmawVishal JoshiNo ratings yet
- Catalog Welding EN 2019Document25 pagesCatalog Welding EN 2019pouya alizadehNo ratings yet
- Lecture 7 (Types of Welding)Document22 pagesLecture 7 (Types of Welding)Syed Ahmed RazaNo ratings yet
- Unit-2 Part-5Document9 pagesUnit-2 Part-5Tisha MishraNo ratings yet
- RC Circuit Analysis and EDM Process ParametersDocument21 pagesRC Circuit Analysis and EDM Process ParametersSahil SundaNo ratings yet
- Welding Week 1Document27 pagesWelding Week 1Chriv SokundavannNo ratings yet
- GMAW Welding - 1Document48 pagesGMAW Welding - 1jswldeepNo ratings yet
- Resistance WeldingDocument22 pagesResistance WeldingGarden005No ratings yet
- GMAW Welding - 1Document67 pagesGMAW Welding - 1jswldeepNo ratings yet
- Advanced MFG ProcessesDocument26 pagesAdvanced MFG Processesmann20No ratings yet
- Arc Welding GuideDocument229 pagesArc Welding GuideTilak MoundekarNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Utilization of Electrical Power: Electric WeldingDocument21 pagesUtilization of Electrical Power: Electric WeldingHafsa AlhaddabiNo ratings yet
- Overview of Cathodic Protection in 40 CharactersDocument36 pagesOverview of Cathodic Protection in 40 CharactersrampokalaNo ratings yet
- Steel Distribution Poles - The Material of The Future: American Iron and Steel Institute's Technical SessionDocument22 pagesSteel Distribution Poles - The Material of The Future: American Iron and Steel Institute's Technical Sessionbill1022No ratings yet
- Shielded Metal Arc WeldingDocument39 pagesShielded Metal Arc Weldingعزت عبد المنعم100% (1)
- Visual Weld InspectionDocument53 pagesVisual Weld InspectionThiru RajaNo ratings yet
- Ele Ctric Dis Cha Rge Ma ChiningDocument48 pagesEle Ctric Dis Cha Rge Ma ChiningfarizanNo ratings yet
- SMAW Welding Guide for BeginnersDocument59 pagesSMAW Welding Guide for BeginnersSurya Lesmana100% (1)
- Manual Metal Arc WeldingDocument35 pagesManual Metal Arc Weldingadeoye_okunoyeNo ratings yet
- Welding & Joining ProcessesDocument5 pagesWelding & Joining ProcessesKetan TiwariNo ratings yet
- J. T. Mahajan Polytechnic Seminar Report on EDM (Electric Discharge MachiningDocument19 pagesJ. T. Mahajan Polytechnic Seminar Report on EDM (Electric Discharge MachiningShubhamNo ratings yet
- Visual Inspection Guide to Welds and Welding DefectsDocument53 pagesVisual Inspection Guide to Welds and Welding DefectsSantoshNo ratings yet
- Visual Inspection WeldDocument53 pagesVisual Inspection Weldshifa100% (1)
- Visual Inspection of Weld 1644721794Document53 pagesVisual Inspection of Weld 1644721794Sapan Shah100% (1)
- Ut-Twi - 4Document14 pagesUt-Twi - 4pratap biswasNo ratings yet
- Ultrasonic Testing Sensitivity and Defect Sizing TechniquesDocument14 pagesUltrasonic Testing Sensitivity and Defect Sizing Techniquespratap biswasNo ratings yet
- Ut-Twi - 7Document14 pagesUt-Twi - 7pratap biswasNo ratings yet
- Beam profile analysis for defect sizingDocument14 pagesBeam profile analysis for defect sizingpratap biswasNo ratings yet
- NZFZ Main Beam Intensity DecayDocument14 pagesNZFZ Main Beam Intensity Decaypratap biswasNo ratings yet
- DF DF KV KV D D K K Sine Sine: Beam SpreadDocument14 pagesDF DF KV KV D D K K Sine Sine: Beam Spreadpratap biswasNo ratings yet
- Ut-Twi - 6Document14 pagesUt-Twi - 6pratap biswasNo ratings yet
- Ut-Twi - 2Document13 pagesUt-Twi - 2pratap biswasNo ratings yet
- Welding Defects Welding Defects: Cracks CracksDocument18 pagesWelding Defects Welding Defects: Cracks Crackspratap biswasNo ratings yet
- Ut-Twi - 1Document14 pagesUt-Twi - 1pratap biswasNo ratings yet
- Ut-Twi - 2Document13 pagesUt-Twi - 2pratap biswasNo ratings yet
- Ut-Twi - 6Document14 pagesUt-Twi - 6pratap biswasNo ratings yet
- Ut-Twi - 1Document14 pagesUt-Twi - 1pratap biswasNo ratings yet
- Ut-Twi - 4Document14 pagesUt-Twi - 4pratap biswasNo ratings yet
- NZFZ Main Beam Intensity DecayDocument14 pagesNZFZ Main Beam Intensity Decaypratap biswasNo ratings yet
- Arc Welding ProcessesDocument153 pagesArc Welding Processespratap biswasNo ratings yet
- English-Bengali Bengali-English DictionaryDocument198 pagesEnglish-Bengali Bengali-English DictionaryCarlosAmadorFonsecaNo ratings yet
- DF DF KV KV D D K K Sine Sine: Beam SpreadDocument14 pagesDF DF KV KV D D K K Sine Sine: Beam Spreadpratap biswasNo ratings yet
- The Heat Affected Zone: Nick Kostrikin Liz LehmanDocument24 pagesThe Heat Affected Zone: Nick Kostrikin Liz Lehmanpratap biswasNo ratings yet
- Introduction To Oil Gas Drilling and Well OperationsDocument27 pagesIntroduction To Oil Gas Drilling and Well OperationsMohammed Safuvan KazhungilNo ratings yet
- Brochure Iwcp STD, Alt, TR - 27-Jan 2020Document4 pagesBrochure Iwcp STD, Alt, TR - 27-Jan 2020pratap biswasNo ratings yet
- RAPID Piping ITPDocument38 pagesRAPID Piping ITPgerosuca800100% (1)
- European Welding New-StandardsDocument39 pagesEuropean Welding New-StandardsJOECOOL67100% (3)
- Iron Carbon Phase DiagramDocument7 pagesIron Carbon Phase Diagrampratap biswasNo ratings yet
- Itp Piping PDFDocument4 pagesItp Piping PDFdashNo ratings yet
- Learning Adobe Photoshop CS4 - Selection ToolsDocument12 pagesLearning Adobe Photoshop CS4 - Selection ToolsGuided Computer Tutorials67% (3)
- Important Process Piping QuestionsDocument12 pagesImportant Process Piping Questionspratap biswas100% (1)
- Adobe Photoshop Cs3 TutorialDocument37 pagesAdobe Photoshop Cs3 TutorialMOhammad ZOhaib100% (3)
- Welding Welding Procedure Qualification PDFDocument38 pagesWelding Welding Procedure Qualification PDFpratap biswas100% (1)
- Pte Academic Test Practice Repeat SentenceDocument3 pagesPte Academic Test Practice Repeat SentenceJackAziz100% (7)
- Consumers Guide To The ExpertsDocument406 pagesConsumers Guide To The ExpertsHassan Younhous Traore KonéNo ratings yet
- AST Study Centers 2021 Updated Till 25oct2021 GOVT DATADocument33 pagesAST Study Centers 2021 Updated Till 25oct2021 GOVT DATAprasadNo ratings yet
- Siwarex Cs-En v12Document15 pagesSiwarex Cs-En v12Diego CanoNo ratings yet
- HW3 - Chapter 9-2Document3 pagesHW3 - Chapter 9-2Zachary MedeirosNo ratings yet
- Growatt Warranty Procedure - 07-09-2020Document9 pagesGrowatt Warranty Procedure - 07-09-2020Design TeamNo ratings yet
- Cargo Security Awareness - Etextbook - 2nd - Ed - 2016 - TCGP-79Document185 pagesCargo Security Awareness - Etextbook - 2nd - Ed - 2016 - TCGP-79kien Duy Phan80% (5)
- LP Lab ManuelDocument23 pagesLP Lab ManuelRavi Kumar LankeNo ratings yet
- The Next Questions Will Depend On Your Answer(s) in Question Number 4: 6. The Next Questions Will Depend On Your Answer(s) in Question Number 4: 6Document1 pageThe Next Questions Will Depend On Your Answer(s) in Question Number 4: 6. The Next Questions Will Depend On Your Answer(s) in Question Number 4: 6cgranzore8833% (3)
- Business Model Canvas TemplateDocument5 pagesBusiness Model Canvas TemplateAsraihan Raihan100% (1)
- Lect 1 Transforming EER Diagrams Into Relations (Part III)Document13 pagesLect 1 Transforming EER Diagrams Into Relations (Part III)KIM OFFNo ratings yet
- Excerpts From The Way of The Samurai (Shīdo) : Primary Source Document With Questions (DBQS)Document2 pagesExcerpts From The Way of The Samurai (Shīdo) : Primary Source Document With Questions (DBQS)Valeria MontalvaNo ratings yet
- m5 Mage The AscensionDocument20 pagesm5 Mage The AscensionQuentin Agnes0% (1)
- Regina Downtown Community Support Team ReportDocument28 pagesRegina Downtown Community Support Team ReportJeremy SimesNo ratings yet
- Choose the Right Low Boy Trailer ModelDocument42 pagesChoose the Right Low Boy Trailer ModelOdlnayer AllebramNo ratings yet
- Central Bank Digital Currency:: The Future of Payments For CorporatesDocument29 pagesCentral Bank Digital Currency:: The Future of Payments For CorporatesknwongabNo ratings yet
- MS6711 Data Mining Homework 1: 1.1 Implement K-Means Manually (8 PTS)Document6 pagesMS6711 Data Mining Homework 1: 1.1 Implement K-Means Manually (8 PTS)Yihan WangNo ratings yet
- VW Crafter 2f Component Locations EngDocument118 pagesVW Crafter 2f Component Locations EngHugo Emilio Garcia Gonzalez100% (2)
- AP - Quiz PDFDocument1 pageAP - Quiz PDFDymphna Ann CalumpianoNo ratings yet
- Capstone Presentation 2020Document12 pagesCapstone Presentation 2020api-539629427No ratings yet
- NCM 105-Lesson 2Document68 pagesNCM 105-Lesson 2Roshin TejeroNo ratings yet
- Providing Clean Water and Financial Assistance in Binangonan RizalDocument29 pagesProviding Clean Water and Financial Assistance in Binangonan RizalArebeeJayBelloNo ratings yet
- DDX3035 - Audio File - KenwoodDocument5 pagesDDX3035 - Audio File - KenwoodRistho LutherNo ratings yet
- Impact of Sugarcane Molasses in Concrete As Time Retarding and Water Reducing AdmixtureDocument131 pagesImpact of Sugarcane Molasses in Concrete As Time Retarding and Water Reducing AdmixtureMohamed MoralesNo ratings yet
- AET Aetna 2017 Investor Day Presentation - Final (For Website) PDFDocument73 pagesAET Aetna 2017 Investor Day Presentation - Final (For Website) PDFAla BasterNo ratings yet
- Enthalpy ChangesDocument2 pagesEnthalpy Changesapi-296833859100% (1)
- Highway Planning EssentialsDocument106 pagesHighway Planning EssentialsKevin Salzal100% (1)
- Award 34509Document43 pagesAward 34509Brendon ChiaNo ratings yet
- Instruction Manual: Shimadzu Analytical BalanceDocument169 pagesInstruction Manual: Shimadzu Analytical BalanceChanthar SoeNo ratings yet
- Sales Target Planning ToolkitDocument7 pagesSales Target Planning ToolkitCarmenLarisaNo ratings yet