You might also like
- Extrusion Technology in Food ProcessingDocument36 pagesExtrusion Technology in Food Processingsoumen bhattacharya86% (7)
- ExtrusionDocument12 pagesExtrusionNitesh YadavNo ratings yet
- ALMiG G V DRIVE 30 37 Instruction Manual 195.04032REV04 - GBDocument80 pagesALMiG G V DRIVE 30 37 Instruction Manual 195.04032REV04 - GBtawfik100% (1)
- Extrusion-Cooking of Wheat Starch: January 2011Document9 pagesExtrusion-Cooking of Wheat Starch: January 2011Muhammad IlyasNo ratings yet
- Energy Consumption During Corn StarDocument4 pagesEnergy Consumption During Corn StarbenNo ratings yet
- Bài Báo 6-1Document10 pagesBài Báo 6-1Lê Văn HòaNo ratings yet
- Assignment On Different Types of Machines Are Needed For Set Up A Bakery of Different Types of CakesDocument22 pagesAssignment On Different Types of Machines Are Needed For Set Up A Bakery of Different Types of CakesTanjina MumuNo ratings yet
- Physical and Chemical Changes During Microwave Drying of RiceDocument4 pagesPhysical and Chemical Changes During Microwave Drying of RiceSeraye MaydaNo ratings yet
- MitrusDocument7 pagesMitrusdannykusuma28No ratings yet
- Extrusion Technology For Novel Food PdtsDocument7 pagesExtrusion Technology For Novel Food Pdts9567592146No ratings yet
- Dehydration of Traditional Dried Instant Noodle MeDocument8 pagesDehydration of Traditional Dried Instant Noodle MeWan Nur AtikahNo ratings yet
- Plant Design Biscuit ManufacturingDocument45 pagesPlant Design Biscuit ManufacturingRishabh DuttaNo ratings yet
- Hardness 2009 GreeceDocument6 pagesHardness 2009 GreeceРумен ПетровNo ratings yet
- Hot Press MouldingDocument10 pagesHot Press Mouldingmuhd daneNo ratings yet
- Mycelium Composite-Construction Insulating PanelDocument21 pagesMycelium Composite-Construction Insulating PanelATITHEE NANDANWARNo ratings yet
- Neural Networks For Modeling and Identification of The Dough Rising Process Inside An Industrial Proofiing ChamberDocument6 pagesNeural Networks For Modeling and Identification of The Dough Rising Process Inside An Industrial Proofiing ChamberSyaiful MansyurNo ratings yet
- Extrusion: C C C CDocument8 pagesExtrusion: C C C CPradip SangleNo ratings yet
- Study On Microencapsulation of Curcumin Pigments by Spray Drying PDFDocument6 pagesStudy On Microencapsulation of Curcumin Pigments by Spray Drying PDFAhmad Daud OmNo ratings yet
- PeletizadoDocument8 pagesPeletizadoJavier GómezNo ratings yet
- Plant Design-Biscuit ManufacturingDocument48 pagesPlant Design-Biscuit ManufacturingBenjamin Aregbesola100% (3)
- LWT - Food Science and Technology 111 (2019) 737-743Document7 pagesLWT - Food Science and Technology 111 (2019) 737-743Piero FoxyNo ratings yet
- Bài Báo 2Document16 pagesBài Báo 2Lê Văn HòaNo ratings yet
- Bài Báo 3-1Document8 pagesBài Báo 3-1Lê Văn HòaNo ratings yet
- Paper Tugas 4 GduDocument12 pagesPaper Tugas 4 GduMuhammad FarhanNo ratings yet
- Paper Tugas 4 GduDocument12 pagesPaper Tugas 4 GduMuhammad FarhanNo ratings yet
- Calculo Amasadora de PanDocument14 pagesCalculo Amasadora de PanUlises LaizaNo ratings yet
- Optimasi Proses Ekstrusi Mi Jagung Dengan Metode Permukaan ResponDocument8 pagesOptimasi Proses Ekstrusi Mi Jagung Dengan Metode Permukaan ResponleotriutomoNo ratings yet
- Design and Development of Fluidized Bed Dryer For Domestic PurposesDocument5 pagesDesign and Development of Fluidized Bed Dryer For Domestic PurposessagarsrinivasNo ratings yet
- TransJSRAE 18-21FB EM OADocument7 pagesTransJSRAE 18-21FB EM OABagas SamodroNo ratings yet
- Feed Manufacturing Technology - Issues and ChallengesDocument8 pagesFeed Manufacturing Technology - Issues and ChallengesOnur DemirelNo ratings yet
- Vgs Trafo Dry OutDocument8 pagesVgs Trafo Dry OutvikashNo ratings yet
- Briquetas Ingles PDFDocument14 pagesBriquetas Ingles PDFSmaschemicals ECNo ratings yet
- Energy Consumption in Plastic Injection MoldingDocument27 pagesEnergy Consumption in Plastic Injection MoldingAbin Baby100% (1)
- Biomass Pelletization Process PDFDocument14 pagesBiomass Pelletization Process PDFmos3ad2006No ratings yet
- Giotto Water Sludge DriersDocument8 pagesGiotto Water Sludge DriersmuhammedNo ratings yet
- Assignment No. 01: An Overview of ExtrusionDocument12 pagesAssignment No. 01: An Overview of ExtrusionSazzad hussain ProttoyNo ratings yet
- 5 Bread Dough Kneading Process Optimization 17 - 5679Document12 pages5 Bread Dough Kneading Process Optimization 17 - 5679Muscalu GheorgheNo ratings yet
- Banana PowdrDocument8 pagesBanana PowdrsuryadevarasarathNo ratings yet
- Drying Performance of A Thumbler Dryer With CondenserDocument5 pagesDrying Performance of A Thumbler Dryer With CondenserZaharanNo ratings yet
- Food Hydrocolloids: A. Albert, I. Perez-Munuera, A. Quiles, A. Salvador, S.M. Fiszman, I. HernandoDocument6 pagesFood Hydrocolloids: A. Albert, I. Perez-Munuera, A. Quiles, A. Salvador, S.M. Fiszman, I. HernandoNatasha MaharaniNo ratings yet
- Development of A Manually Operated Dough Dicing Machine For Cold ExtrusionDocument8 pagesDevelopment of A Manually Operated Dough Dicing Machine For Cold ExtrusiondayangmyraNo ratings yet
- CASTER SEED Problem - Group2Document26 pagesCASTER SEED Problem - Group2Vaishnavi BhalekarNo ratings yet
- Journal of Food Engineering: Jun Qiu, Koen Kloosterboer, Yang Guo, Remko M. Boom, Maarten A.I. Schutyser TDocument8 pagesJournal of Food Engineering: Jun Qiu, Koen Kloosterboer, Yang Guo, Remko M. Boom, Maarten A.I. Schutyser TFERNANDO PATARROYONo ratings yet
- Sommier 2016 - Chapter 11. French Bread BakingDocument15 pagesSommier 2016 - Chapter 11. French Bread BakingMario DavilaNo ratings yet
- Aedt 2020 2 8Document7 pagesAedt 2020 2 8Ajay lokhandeNo ratings yet
- Development of The Method of Experimental Research of The Process of Extracting Oil From Grape SeedsDocument5 pagesDevelopment of The Method of Experimental Research of The Process of Extracting Oil From Grape SeedsAcademic JournalNo ratings yet
- Aop Cta 4923Document10 pagesAop Cta 4923Budi PrayoggoNo ratings yet
- Some Properties of Fried Eggplant SlicesDocument15 pagesSome Properties of Fried Eggplant SlicesMiskNo ratings yet
- 07 LecitinDocument6 pages07 Lecitincarlos corderoNo ratings yet
- Experiment On: Extrusion Cooking AIMDocument8 pagesExperiment On: Extrusion Cooking AIMShobikaNo ratings yet
- Plastic Injeccion Parameter To Safe EnergyDocument6 pagesPlastic Injeccion Parameter To Safe Energygqr2cuentaNo ratings yet
- Power InvestigacionDocument8 pagesPower InvestigacionIan PellizzariNo ratings yet
- Extrusion Cooking: HistoryDocument4 pagesExtrusion Cooking: HistoryNirmal SharmaNo ratings yet
- Extrusion CookingDocument16 pagesExtrusion Cookingpawoe3064No ratings yet
- Food Extrusion FoodkidaDocument38 pagesFood Extrusion Foodkidamonicaad shankarNo ratings yet
- Optimization of Baker's Yeast Drying in Industrial Continuous Fluidized Bed DryerDocument6 pagesOptimization of Baker's Yeast Drying in Industrial Continuous Fluidized Bed DryerMohamadMostafaviNo ratings yet
- Studi Eksperimental Prototip I Mesin Ekstruder Mie Jagung: Mekanika Volume 12 Nomor 1, September 2013Document5 pagesStudi Eksperimental Prototip I Mesin Ekstruder Mie Jagung: Mekanika Volume 12 Nomor 1, September 2013bafiikhzaNo ratings yet
- Entodrya: Proteinsect Engineering CompetitionDocument10 pagesEntodrya: Proteinsect Engineering CompetitionGonzalo BoninoNo ratings yet
- The Fabrication of Materials: Materials TechnologyFrom EverandThe Fabrication of Materials: Materials TechnologyRating: 5 out of 5 stars5/5 (1)
- Process Development: From the Initial Idea to the Chemical Production PlantFrom EverandProcess Development: From the Initial Idea to the Chemical Production PlantNo ratings yet
- Advances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsFrom EverandAdvances in Biofeedstocks and Biofuels, Volume 2: Production Technologies for BiofuelsLalit Kumar SinghNo ratings yet
- General Requirements For Group D: Figure D-1. The Major Requirements For Classifying The Location As Shown inDocument6 pagesGeneral Requirements For Group D: Figure D-1. The Major Requirements For Classifying The Location As Shown intawfikNo ratings yet
- First Edition, Last Update January 18, 2006Document376 pagesFirst Edition, Last Update January 18, 2006tawfikNo ratings yet
- Influence of Chestnut Flour Addition On Quality Characteristics of Pasta Made On Extruder and MinipressDocument7 pagesInfluence of Chestnut Flour Addition On Quality Characteristics of Pasta Made On Extruder and MinipresstawfikNo ratings yet
- Ref PDFDocument163 pagesRef PDFCandiano PopescuNo ratings yet
- Project Profile ON Banana Ripening: This Publication Is Supported byDocument33 pagesProject Profile ON Banana Ripening: This Publication Is Supported bytawfikNo ratings yet
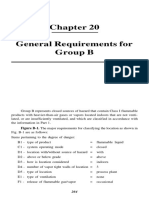
- General Requirements For Group B: Figure B-1. The Major Requirements For Classifying The Location As Shown inDocument14 pagesGeneral Requirements For Group B: Figure B-1. The Major Requirements For Classifying The Location As Shown intawfikNo ratings yet
- Dewpt VPD CalculationsDocument2 pagesDewpt VPD CalculationstawfikNo ratings yet
- Effect of Process Variables On Spaghetti Quality': Durum Wheat and PastaDocument5 pagesEffect of Process Variables On Spaghetti Quality': Durum Wheat and PastatawfikNo ratings yet
- Haas Mill Operator ManualDocument86 pagesHaas Mill Operator ManualAnurag AgrawalNo ratings yet
- Noodles, Vermicelli, Macaroni and Spaghetti Production BusinessDocument77 pagesNoodles, Vermicelli, Macaroni and Spaghetti Production BusinessAjjay Kumar Gupta100% (1)
- GTR Ne201Document146 pagesGTR Ne201tawfikNo ratings yet
- GEA Oberlin LeafletDocument5 pagesGEA Oberlin LeaflettawfikNo ratings yet
- Carrier Fe4anb006l00 Article 1391689351370 en SM PDFDocument33 pagesCarrier Fe4anb006l00 Article 1391689351370 en SM PDFConstantin294No ratings yet
- Capacitor Calculation For Buck Converter IC: Application NoteDocument7 pagesCapacitor Calculation For Buck Converter IC: Application NoteTahera SiddiquiNo ratings yet
- CNC Mill Calibration Procedure: 1.0 Standards and EquipmentDocument5 pagesCNC Mill Calibration Procedure: 1.0 Standards and EquipmenttawfikNo ratings yet
- 45W Triple Output Medical Type: SeriesDocument2 pages45W Triple Output Medical Type: SeriestawfikNo ratings yet
- Installation Manual: Open Frame (PCB) Type Switching Power SupplyDocument3 pagesInstallation Manual: Open Frame (PCB) Type Switching Power SupplytawfikNo ratings yet
- Nutrition Related Non Communicable Disease and Sugar Sweetened Beverage Policies A Landscape Analysis in KenyaDocument10 pagesNutrition Related Non Communicable Disease and Sugar Sweetened Beverage Policies A Landscape Analysis in KenyatawfikNo ratings yet
- Installation Manual: Medical Switching Power SupplyDocument4 pagesInstallation Manual: Medical Switching Power SupplytawfikNo ratings yet
- Technical Explanation For Power Supplies: What Is A Power Supply?Document17 pagesTechnical Explanation For Power Supplies: What Is A Power Supply?tawfikNo ratings yet
- Haas Mill Operator ManualDocument86 pagesHaas Mill Operator ManualAnurag AgrawalNo ratings yet
- 3Urıoh0Dfklqlqj&Hqwhuv: Revised October 2014Document26 pages3Urıoh0Dfklqlqj&Hqwhuv: Revised October 2014tawfikNo ratings yet
- Lic. Maria Katherine YandarDocument3 pagesLic. Maria Katherine YandarJorge VillotaNo ratings yet
- Somatheeram Brochure enDocument16 pagesSomatheeram Brochure enfelefelNo ratings yet
- Final Paper WorkDocument12 pagesFinal Paper Work4qhx5btm8vNo ratings yet
- Readingpracticetest2 v9 2343908Document15 pagesReadingpracticetest2 v9 2343908Chí Kiên HoàngNo ratings yet
- Irma Kambal Pandesal - 3bsba1 Group 6Document48 pagesIrma Kambal Pandesal - 3bsba1 Group 6Paulo TorresNo ratings yet
- Grammar-EXTRA Inspired 2 AnswersDocument1 pageGrammar-EXTRA Inspired 2 AnswersAlberto Sanchez CarazaNo ratings yet
- Project Proposal For Establishment of MoDocument7 pagesProject Proposal For Establishment of Moyibeltal100% (2)
- Tomato VaritiesDocument71 pagesTomato VaritieshodNo ratings yet
- Anglisht ProjektDocument6 pagesAnglisht ProjektKlea XhafaNo ratings yet
- Ghid Vegetarian SpaniaDocument8 pagesGhid Vegetarian Spaniatimea_gheneaNo ratings yet
- The Significance of Rubber Scraper To The Bread and Pastry H.E Students in Arellano University - JAS CampusDocument39 pagesThe Significance of Rubber Scraper To The Bread and Pastry H.E Students in Arellano University - JAS CampusKristelmae AcostaNo ratings yet
- ES MANUAL Cafetera Bomba Tradicional Espresso EC270 DelonghiDocument17 pagesES MANUAL Cafetera Bomba Tradicional Espresso EC270 Delonghialejandro ferrer0% (1)
- Indian HabitsDocument4 pagesIndian HabitszyadmhatabaNo ratings yet
- Caderno 16 1000 Questões de Inglês ESA 2022 Prof Leonardo PontesDocument49 pagesCaderno 16 1000 Questões de Inglês ESA 2022 Prof Leonardo Pontesgabrielmendes2023rjjNo ratings yet
- Collocations - KeyDocument4 pagesCollocations - KeyNguyễn Ngọc Mỹ AnhNo ratings yet
- Rethink Food - 100 - Doctors Can't Be Wrong - Shushana Castle & Amy-Lee GoodmanDocument603 pagesRethink Food - 100 - Doctors Can't Be Wrong - Shushana Castle & Amy-Lee GoodmanMauricio da FonsecaNo ratings yet
- Tom Watermelon - Crop Stage-Wise IPM - VikaspediaDocument3 pagesTom Watermelon - Crop Stage-Wise IPM - VikaspediaESTHER OGODONo ratings yet
- Sol2e Int Cumulative Test A 1-10Document8 pagesSol2e Int Cumulative Test A 1-10Andrea TóthNo ratings yet
- Diet and Nutrition Low Carbs FruitsDocument12 pagesDiet and Nutrition Low Carbs Fruitsdmnque pileNo ratings yet
- 3.0 Community InteractionDocument95 pages3.0 Community InteractionAT4-11 HUMSS 2 CEDRICK ILAONo ratings yet
- G11 Bubalus EditedDocument28 pagesG11 Bubalus EditedA - CAYAGA, Kirby, C 12 - HermonNo ratings yet
- 3.management Review Meeting ProcedureDocument2 pages3.management Review Meeting ProcedurekitekNo ratings yet
- Proteína Concentrada de Suero 80% - EN USODocument2 pagesProteína Concentrada de Suero 80% - EN USOlaura MontesNo ratings yet
- Chemistry Project PDFDocument27 pagesChemistry Project PDFyash hiraniNo ratings yet
- 8BN0 01 Que 20190522Document28 pages8BN0 01 Que 20190522AyaNo ratings yet
- CucumberDocument25 pagesCucumberPuja BarmanNo ratings yet
- Food Trades - No Bake CookiesDocument4 pagesFood Trades - No Bake Cookiesarvin paruliNo ratings yet
- Assignment of Pak Studies. M. Zeeshan Baqir Roll # BCSF19E011 Bscs (Self) - 3 Mam Rubina. Culture and Traditions of PakistanDocument6 pagesAssignment of Pak Studies. M. Zeeshan Baqir Roll # BCSF19E011 Bscs (Self) - 3 Mam Rubina. Culture and Traditions of PakistanKhubaib IshtiaqNo ratings yet
- On Persuading, On Marketing StrategiesDocument4 pagesOn Persuading, On Marketing StrategiesLala BubNo ratings yet
- BOTH, NEITHER and EITHERDocument2 pagesBOTH, NEITHER and EITHERIrma GochaleishviliNo ratings yet