You might also like
- Cutting Tools - Factors Affecting Tool Life & Recent DevelopmentsDocument32 pagesCutting Tools - Factors Affecting Tool Life & Recent DevelopmentsA.Rishi sivaNo ratings yet
- C&S - Basic TerminologyDocument17 pagesC&S - Basic Terminologydaniel100% (2)
- Unit 4 - Jigs and FixtureDocument69 pagesUnit 4 - Jigs and FixtureNeo TarunNo ratings yet
- Unit 6 - Die CastingDocument86 pagesUnit 6 - Die CastingNeo TarunNo ratings yet
- RaiseBoringUsersManual PDFDocument40 pagesRaiseBoringUsersManual PDFJhonatanLiCuadradoNo ratings yet
- MillingCatalog07 08Document108 pagesMillingCatalog07 08mami_meuNo ratings yet
- Raise Boring Heads: User ManualDocument40 pagesRaise Boring Heads: User ManualMaykol Ken Hasaki MaselNo ratings yet
- 2d Pentograph MachineDocument11 pages2d Pentograph Machinethekla21_971383176No ratings yet
- MBD Annular SectionDocument4 pagesMBD Annular SectionCompra Venta De Maquinaria IndustrialNo ratings yet
- Fraesen eDocument172 pagesFraesen eMarin Ionut-EduardNo ratings yet
- Brosura FrankenDocument28 pagesBrosura FrankenTraian-Vasile MaximNo ratings yet
- Engineer's Training Manual: Fundamental Technical LearningDocument16 pagesEngineer's Training Manual: Fundamental Technical LearningJagannath EpeeliNo ratings yet
- Single Point Tools Part1 Aug18 1Document25 pagesSingle Point Tools Part1 Aug18 1Smart LionNo ratings yet
- Insert Shape ... : R S C T DDocument11 pagesInsert Shape ... : R S C T DskidamdnevnoNo ratings yet
- Royal Catalog MedDocument32 pagesRoyal Catalog MedGerardo Miranda IIINo ratings yet
- Dual Chamfered CutterDocument16 pagesDual Chamfered CutterAzri HamimNo ratings yet
- Project Report ON "Resistance Spot Welding": Department of Mechanical Engineering Gitam University VisakhapatnamDocument32 pagesProject Report ON "Resistance Spot Welding": Department of Mechanical Engineering Gitam University VisakhapatnamAbhinashNo ratings yet
- VMC Programing ManualDocument171 pagesVMC Programing Manualsujoylud100% (2)
- ME8462-Manufacturing Technology Lab-II 2017 RegulationDocument46 pagesME8462-Manufacturing Technology Lab-II 2017 RegulationVadivel .RNo ratings yet
- Sheaves Catalog - Blanche From DG CraneDocument10 pagesSheaves Catalog - Blanche From DG CraneEnquiry DESH ShipbuildingNo ratings yet
- SchleunigerDocument74 pagesSchleunigerSakshi SharmaNo ratings yet
- Aircraft Material & Production - MANUALDocument45 pagesAircraft Material & Production - MANUALKV Yashwanth100% (1)
- Acropolis Technical Campus University Question Paper Solution June-2013 (Me-603, Metal Cutting & CNC M/C)Document10 pagesAcropolis Technical Campus University Question Paper Solution June-2013 (Me-603, Metal Cutting & CNC M/C)vijchoudhary16No ratings yet
- Quick Knurling CatalogueDocument28 pagesQuick Knurling CatalogueMilos Lazovic100% (1)
- A Liated Company of Sumitomo Heavy Industries, LTDDocument28 pagesA Liated Company of Sumitomo Heavy Industries, LTDBuciu Ioan BogdanNo ratings yet
- Akribis CatalogueDocument26 pagesAkribis CataloguewebbazaarNo ratings yet
- KN120GBDocument50 pagesKN120GBabde yadaneNo ratings yet
- Guillotine Shears: CS Series MVS Series HGS SeriesDocument6 pagesGuillotine Shears: CS Series MVS Series HGS SeriesDainery RubiaNo ratings yet
- Sumitomo Drill Catalog 10-11 PDFDocument120 pagesSumitomo Drill Catalog 10-11 PDFPablo Martínez BerenguerNo ratings yet
- Tool Wear & Surface RoughnessDocument14 pagesTool Wear & Surface RoughnessManoj S KNo ratings yet
- Fluiteco CatalogoDocument84 pagesFluiteco CatalogoPablo FaldutiNo ratings yet
- Method Statement For CuttingDocument5 pagesMethod Statement For Cuttingmarcke0% (1)
- 01 - 50 - 912 - BDocument27 pages01 - 50 - 912 - Bh_eijy2743No ratings yet
- Welcome To International Journal of Engineering Research and Development (IJERD)Document7 pagesWelcome To International Journal of Engineering Research and Development (IJERD)IJERDNo ratings yet
- KrausNaimer CGCHCHR CatalogueDocument50 pagesKrausNaimer CGCHCHR CatalogueNesil AbieraNo ratings yet
- Cutler Hammer CBDocument20 pagesCutler Hammer CBRodel D DosanoNo ratings yet
- DR KAISER Grinding WheelsDocument20 pagesDR KAISER Grinding Wheelsnestor333No ratings yet
- VMC & HMC PDFDocument103 pagesVMC & HMC PDFNARENDER SINGHNo ratings yet
- 2006-2007 Varel FixedCutterBitsCatalogDocument24 pages2006-2007 Varel FixedCutterBitsCatalogAndrzej KonopkaNo ratings yet
- 01 Rockbreaker Systems 1 MRHDocument50 pages01 Rockbreaker Systems 1 MRHJuan Diego ArizabalNo ratings yet
- Presentation of Cold RollingDocument37 pagesPresentation of Cold Rollingmange_ram70No ratings yet
- WPS MS 01C Rev. 0Document1 pageWPS MS 01C Rev. 0alinor_tnNo ratings yet
- Biax Electronic Scraper and AccessoriesDocument16 pagesBiax Electronic Scraper and AccessoriesPaisaje Silencioso100% (1)
- Fulgor Band Saw Butt Welder - All - ItalyDocument1 pageFulgor Band Saw Butt Welder - All - ItalyRolf NiemandNo ratings yet
- Accouplement MecDocument19 pagesAccouplement MecAli Ben Belgacem MahroukNo ratings yet
- Data Sheets PDFDocument7 pagesData Sheets PDFshareyhouNo ratings yet
- RollingDocument24 pagesRollingFasil ParuvanathNo ratings yet
- Catalog 120 Control Switches: CG, CH and CHR Type Up To 25 ADocument48 pagesCatalog 120 Control Switches: CG, CH and CHR Type Up To 25 AAceel FitchNo ratings yet
- MTE 385 - S5 Machine Tools EngineeringDocument417 pagesMTE 385 - S5 Machine Tools Engineeringanaznizam330No ratings yet
- Tender146vol II PDFDocument1,028 pagesTender146vol II PDFHadi Juventino100% (2)
- Gas Lift Equipment GuideDocument23 pagesGas Lift Equipment GuideJose JassoNo ratings yet
- Alberg Cutting Tool 2002 PDFDocument28 pagesAlberg Cutting Tool 2002 PDFApichat1967No ratings yet
- BIW - Points Discussed With The CustomerDocument9 pagesBIW - Points Discussed With The CustomerJyoti Kale100% (1)
- Stabil Drill BrochureDocument27 pagesStabil Drill Brochuretrinhtu7No ratings yet
- Sheet pile capping systems guideDocument54 pagesSheet pile capping systems guideGabriel AmorimNo ratings yet
- Cushman Catalog Rev1Document36 pagesCushman Catalog Rev1CaryNo ratings yet
- PIPE CUTTING AND BEVELING WITH CLAMSHELLSDocument12 pagesPIPE CUTTING AND BEVELING WITH CLAMSHELLSEmily MartiniNo ratings yet
- Production Engineering: Jig and Tool DesignFrom EverandProduction Engineering: Jig and Tool DesignRating: 4 out of 5 stars4/5 (9)
- Drop Forging, Die Sinking and Machine Forming of Steel - Modern Shop Practice, Processes, Methods, Machines, Tools and DetailsFrom EverandDrop Forging, Die Sinking and Machine Forming of Steel - Modern Shop Practice, Processes, Methods, Machines, Tools and DetailsRating: 5 out of 5 stars5/5 (1)
- Communication Protocols - Consumer and Industrial Iot: Class Notes - Iot-Unit2 Page 1Document5 pagesCommunication Protocols - Consumer and Industrial Iot: Class Notes - Iot-Unit2 Page 1Neo TarunNo ratings yet
- Network TopologyDocument11 pagesNetwork TopologyNeo TarunNo ratings yet
- Machines at Ideal AutomationDocument1 pageMachines at Ideal AutomationNeo TarunNo ratings yet
- Multi-objective optimisation of McPherson strut suspension kinematicsDocument11 pagesMulti-objective optimisation of McPherson strut suspension kinematicsNeo TarunNo ratings yet
- Recap - Osi Model: Class Notes-Iot-Unit1 - 9Msw - 2021 Page 1Document4 pagesRecap - Osi Model: Class Notes-Iot-Unit1 - 9Msw - 2021 Page 1Neo TarunNo ratings yet
- 01 - Risk, Return, Time Value of Money - PSGCT FNFPDocument26 pages01 - Risk, Return, Time Value of Money - PSGCT FNFPNeo TarunNo ratings yet
- Solutions To AssignmentDocument22 pagesSolutions To AssignmentNeo TarunNo ratings yet
- PSG Industrial Institute: Coimbatore - 641 004 Training Department Industrial Training Viii - Weekly Individual Report FormatDocument1 pagePSG Industrial Institute: Coimbatore - 641 004 Training Department Industrial Training Viii - Weekly Individual Report FormatNeo TarunNo ratings yet
- Unit - 1 Form and Functions, Free HandDocument33 pagesUnit - 1 Form and Functions, Free HandNeo TarunNo ratings yet
- 27012017iii B.tech Mechanical RacDocument4 pages27012017iii B.tech Mechanical RacNeo TarunNo ratings yet
- Manual Lab BookDocument57 pagesManual Lab BookNeo TarunNo ratings yet
- Intellectual Property Rights: R. Sridhar, PSG College of TechnologyDocument19 pagesIntellectual Property Rights: R. Sridhar, PSG College of TechnologyNeo TarunNo ratings yet
- 2 Basic Pneumatics-17.9.2013Document35 pages2 Basic Pneumatics-17.9.2013Neo TarunNo ratings yet
- Cast Iron MicrostructuresDocument41 pagesCast Iron MicrostructuresNeo TarunNo ratings yet
- 103 Sample ChapterDocument28 pages103 Sample ChapterRithik VisuNo ratings yet
- Additional Part Modeling Exercise SWDocument7 pagesAdditional Part Modeling Exercise SWNeo TarunNo ratings yet
- Unit-2 Design ConceptsDocument37 pagesUnit-2 Design ConceptsNeo TarunNo ratings yet
- 3 Work, Power and Energy: Table of ContentsDocument14 pages3 Work, Power and Energy: Table of ContentsManjunatha EikilaNo ratings yet
- Virtual Reality: Introduction ToDocument14 pagesVirtual Reality: Introduction ToNeo TarunNo ratings yet
- Unit - 3 Mass Moment of InertiaDocument17 pagesUnit - 3 Mass Moment of InertiaNeo TarunNo ratings yet
- Chapter 5A. TorqueDocument32 pagesChapter 5A. TorqueNeo TarunNo ratings yet
- Unit-3 REVIEW OF MECHANICSDocument48 pagesUnit-3 REVIEW OF MECHANICSNeo TarunNo ratings yet
- The Use of Torsion Test Method To Evaluate The Shear Properties of Timber JoistsDocument7 pagesThe Use of Torsion Test Method To Evaluate The Shear Properties of Timber JoistsNeo TarunNo ratings yet
- Unit - 3 Area Moment of InertiaDocument13 pagesUnit - 3 Area Moment of InertiaNeo TarunNo ratings yet
- Engineering Design ProcessDocument24 pagesEngineering Design Processvenkyeee0% (1)
- Lecture 01 - Merged PDFDocument69 pagesLecture 01 - Merged PDFNeo TarunNo ratings yet
- Unit IVDocument65 pagesUnit IVNeo TarunNo ratings yet
- Chapter - 2: Dynamic Force AnalysisDocument39 pagesChapter - 2: Dynamic Force AnalysisNeo TarunNo ratings yet
- African Healthcare Setting VHF PDFDocument209 pagesAfrican Healthcare Setting VHF PDFWill TellNo ratings yet
- Vdocuments - MX - Control Systems by Nagrath Gopal Solution Manual PDFDocument128 pagesVdocuments - MX - Control Systems by Nagrath Gopal Solution Manual PDFPriyadarshini SahooNo ratings yet
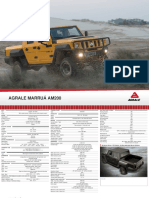
- Off Road and Military Vehicles Off Road Vehicles Agrale Marruaam200 1Document2 pagesOff Road and Military Vehicles Off Road Vehicles Agrale Marruaam200 1Victor SilvaNo ratings yet
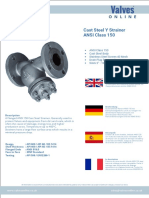
- Cast Steel y Strainer Ansi Class 150Document2 pagesCast Steel y Strainer Ansi Class 150aurinkokelloNo ratings yet
- Scania Rear View Mirror Removal and InstallationDocument8 pagesScania Rear View Mirror Removal and InstallationRuanNo ratings yet
- Build A Borz Practical Scrap Metal Small Arms Vol9Document23 pagesBuild A Borz Practical Scrap Metal Small Arms Vol9Gia Linh Văn100% (2)
- Project On Baggage Handling and AcceptanceDocument52 pagesProject On Baggage Handling and AcceptanceKiran Reddy50% (2)
- Rift Vally BC N RegularDocument308 pagesRift Vally BC N RegularCabdisacid yasinNo ratings yet
- Manual: KFD2-UT-E 1Document20 pagesManual: KFD2-UT-E 1Kyrie AbayaNo ratings yet
- Less Than 60 MilesDocument36 pagesLess Than 60 MilesDavid MckinleyNo ratings yet
- Introduction To Coal Handling PlantDocument12 pagesIntroduction To Coal Handling PlantPramod R BidveNo ratings yet
- Phases of Clinical Trials: OverlapDocument3 pagesPhases of Clinical Trials: OverlapMohammed El-GezeiryNo ratings yet
- HP DeskJet Report POM 20150413Document5 pagesHP DeskJet Report POM 20150413Carolina DelgadoNo ratings yet
- SP 5300DN SP 5310DN SÑljguideDocument32 pagesSP 5300DN SP 5310DN SÑljguidepaypkerry_179706015No ratings yet
- VW Golf 7 2015 Suspension Steering EngDocument375 pagesVW Golf 7 2015 Suspension Steering Engcloantaf100% (1)
- Fe412farm Module N Cost BenefitDocument34 pagesFe412farm Module N Cost BenefitYaswanth NaikNo ratings yet
- Attack TCSDocument93 pagesAttack TCSjosekinNo ratings yet
- Soal UAS Bahasa Inggris Kelas 2 SD Semester 1 (Ganjil) : A. Choose The Correct Answer by Crossing (X) A, B or C!Document7 pagesSoal UAS Bahasa Inggris Kelas 2 SD Semester 1 (Ganjil) : A. Choose The Correct Answer by Crossing (X) A, B or C!Hamizan ShopNo ratings yet
- Unit 07Document9 pagesUnit 07ZackNo ratings yet
- Week 05 - Mechanical Properties Part 1Document48 pagesWeek 05 - Mechanical Properties Part 1Dharshica MohanNo ratings yet
- Omron Photoelectric Sensor E3jk 5M1Document8 pagesOmron Photoelectric Sensor E3jk 5M1harishsharma22No ratings yet
- 3204-9-Resource Use and SustainabilityDocument25 pages3204-9-Resource Use and SustainabilityKezia NatashaNo ratings yet
- MAD Magazine 001Document36 pagesMAD Magazine 001ClarkcoffeyNo ratings yet
- Pol Science ProjectDocument18 pagesPol Science ProjectAnshu SharmaNo ratings yet
- Development Length ACI 318-14 v2.0Document5 pagesDevelopment Length ACI 318-14 v2.0Raymund Dale P. BallenasNo ratings yet
- Acute Pain - Mastectomy - Breast CADocument2 pagesAcute Pain - Mastectomy - Breast CAAngie MandeoyaNo ratings yet
- Audi SSP 822703 4 2 L v8 Fsi Engine VolkswagenDocument4 pagesAudi SSP 822703 4 2 L v8 Fsi Engine Volkswagenmiriam100% (34)
- Brazed Tool ArDocument5 pagesBrazed Tool ArRoni MustafiqNo ratings yet
- History of NanotechnologyDocument12 pagesHistory of NanotechnologyShubhangi RamtekeNo ratings yet
- Fiat Type 199 Punto Evo 3 PDFDocument9 pagesFiat Type 199 Punto Evo 3 PDFGestione SportivaNo ratings yet