You might also like
- Science and Engineering of Materials 7th Edition Askeland Solutions ManualDocument29 pagesScience and Engineering of Materials 7th Edition Askeland Solutions Manualcrapevioloush1o97% (32)
- Naval Reactor Handbook Vol 3Document523 pagesNaval Reactor Handbook Vol 3Peter AngeloNo ratings yet
- Hygroscopic (Osmotic) Blisters Tiny, Pin Head Size, Water Filled Blisters. Caused by Hygroscopic Salts (Iron Sulphates and Iron Chlorides)Document25 pagesHygroscopic (Osmotic) Blisters Tiny, Pin Head Size, Water Filled Blisters. Caused by Hygroscopic Salts (Iron Sulphates and Iron Chlorides)Usab GamalNo ratings yet
- Auxetic Materials - Seminar PresentationDocument30 pagesAuxetic Materials - Seminar PresentationSwaroop Somanna100% (1)
- Application of Essential Oils in Food SystemsDocument116 pagesApplication of Essential Oils in Food SystemsMădălina Ștefan100% (1)
- Seeing NPR Material From The Mechanic Point of ViewDocument14 pagesSeeing NPR Material From The Mechanic Point of View施元No ratings yet
- Modeling Hardness of Polycrystalline Materials and Bulk Metallic GlassesDocument8 pagesModeling Hardness of Polycrystalline Materials and Bulk Metallic Glassesprofs formationNo ratings yet
- 663 PDFDocument12 pages663 PDFAgustin Jose MarcuzziNo ratings yet
- Elastoplasticity of Auxetic Materials 2012 Computational Materials ScienceDocument5 pagesElastoplasticity of Auxetic Materials 2012 Computational Materials ScienceGowrish SarvanaNo ratings yet
- Seeing Auxetic Materials From The Mechanics Point of View: A Structural Review On The Negative Poisson's RatioDocument15 pagesSeeing Auxetic Materials From The Mechanics Point of View: A Structural Review On The Negative Poisson's RatiopakdeYPNo ratings yet
- 1 s2.0 S092150931200010X MainDocument7 pages1 s2.0 S092150931200010X MainEduardo Atem De CarvalhoNo ratings yet
- International Journal of Mechanical SciencesDocument9 pagesInternational Journal of Mechanical Sciencesali_biscoeatNo ratings yet
- Hamzehei 2022 Smart Mater. Struct. 31 035001Document21 pagesHamzehei 2022 Smart Mater. Struct. 31 035001Mr GillNo ratings yet
- 2017-Barthel - Plastic Response of Amorphous Silicates, From Atomistic Simulations To Experiments - A General Constitutive RelationDocument8 pages2017-Barthel - Plastic Response of Amorphous Silicates, From Atomistic Simulations To Experiments - A General Constitutive RelationDavid Hernández EscobarNo ratings yet
- A Refined Four Unknown Plate Theory ForDocument9 pagesA Refined Four Unknown Plate Theory ForgrygoriiNo ratings yet
- AuxeticCellularMaterials Areview SV622016 9 pp485 493Document9 pagesAuxeticCellularMaterials Areview SV622016 9 pp485 493bbarisyilmaz35No ratings yet
- Mechanical Behavior of Materials: Lecture 5: Plasticity by Dr. Yumna QureshiDocument31 pagesMechanical Behavior of Materials: Lecture 5: Plasticity by Dr. Yumna QureshiArslanNo ratings yet
- Experiments With Rings To Determine TheDocument6 pagesExperiments With Rings To Determine TheGm readsNo ratings yet
- Physica Status Solidi B - 2021 - DeValk - Poisson S Ratio and Modulus of Gyroid LatticesDocument6 pagesPhysica Status Solidi B - 2021 - DeValk - Poisson S Ratio and Modulus of Gyroid Latticesezbai Aparicio SandovalNo ratings yet
- 19 1 s2.0 S0264127522008802 MainDocument13 pages19 1 s2.0 S0264127522008802 MainVafa MirzaeiNo ratings yet
- Micromechanical Analysis of Damage in Satur - 2012 - International Journal of SoDocument10 pagesMicromechanical Analysis of Damage in Satur - 2012 - International Journal of SoPaulNo ratings yet
- Meta Materials Coef Poisson NegativoDocument17 pagesMeta Materials Coef Poisson Negativoauxi tiNo ratings yet
- Mazhnik 2019Document12 pagesMazhnik 2019moonstarNo ratings yet
- Composites: Part B: Hadj Youzera, Sid Ahmed Meftah, Noël Challamel, Abdelouahed TounsiDocument8 pagesComposites: Part B: Hadj Youzera, Sid Ahmed Meftah, Noël Challamel, Abdelouahed TounsiSalaheddine LaibNo ratings yet
- 10.1016@j.compositesb.2020.108117 MMMDocument12 pages10.1016@j.compositesb.2020.108117 MMMdahoulamin26No ratings yet
- International Journal of Solids and Structures: Jean-Marc Pipard, Tudor Balan, Farid Abed-Meraim, Xavier LemoineDocument10 pagesInternational Journal of Solids and Structures: Jean-Marc Pipard, Tudor Balan, Farid Abed-Meraim, Xavier LemoineChiheb BaNo ratings yet
- PhysRevB 80 132104 09 PDFDocument4 pagesPhysRevB 80 132104 09 PDFJuan Pablo GiraldoNo ratings yet
- Mashat2020 PDFDocument15 pagesMashat2020 PDFAssia Ben AhmedNo ratings yet
- Duc2017 PDFDocument30 pagesDuc2017 PDFHaythem FarragNo ratings yet
- 10.1016 J.jeurceramsoc.2016.08.014 Spherical Indentation For Brittle Fracture Toughness Evaluation by Considering Kinked Cone CrackDocument11 pages10.1016 J.jeurceramsoc.2016.08.014 Spherical Indentation For Brittle Fracture Toughness Evaluation by Considering Kinked Cone Crackhamid rezaNo ratings yet
- Three-Point Bending of Heat-Treatable Aluminum Alloys: Influence of Microstructure and Texture On Bendability and Fracture BehaviorDocument13 pagesThree-Point Bending of Heat-Treatable Aluminum Alloys: Influence of Microstructure and Texture On Bendability and Fracture BehaviorEmir AvcıoğluNo ratings yet
- Fast Inverse Estimation of 9 Poroelastic MaterialDocument7 pagesFast Inverse Estimation of 9 Poroelastic Material林宇宣No ratings yet
- Graphite Nodule Morphology As An Indicator of The Local Complex Strain State in Ductile Cast IronDocument9 pagesGraphite Nodule Morphology As An Indicator of The Local Complex Strain State in Ductile Cast IronIsabelNo ratings yet
- JClub 3 BH HEDMDocument17 pagesJClub 3 BH HEDMsunanthaNo ratings yet
- European Journal of Mechanics A/Solids: Binglei Wang, Shenjie Zhou, Junfeng Zhao, Xi ChenDocument8 pagesEuropean Journal of Mechanics A/Solids: Binglei Wang, Shenjie Zhou, Junfeng Zhao, Xi ChenVarun JainNo ratings yet
- Stress Concentration Factor of Foamed Materials UsDocument5 pagesStress Concentration Factor of Foamed Materials UsAxel DorianNo ratings yet
- 1 s2.0 S0264127519304745 MainDocument12 pages1 s2.0 S0264127519304745 MainrohanNo ratings yet
- 2011 - On The Capability of Micromechanics Models Capture The Auxetic Behavior Fibers Particles RF Compo MaterialsDocument10 pages2011 - On The Capability of Micromechanics Models Capture The Auxetic Behavior Fibers Particles RF Compo MaterialsSubramani PichandiNo ratings yet
- Composite Structures: H. Arvin, M. Sadighi, A.R. OhadiDocument13 pagesComposite Structures: H. Arvin, M. Sadighi, A.R. Ohadiعمرو دراغمةNo ratings yet
- Safe Equilibrium and Crack Growth in Inhomogeneous Materials As A Variational ProblemDocument24 pagesSafe Equilibrium and Crack Growth in Inhomogeneous Materials As A Variational ProblemAmina DinariNo ratings yet
- J Tafmec 2012 08 006Document6 pagesJ Tafmec 2012 08 006yazhiniezhilarasanNo ratings yet
- Amit Acharya 4Document6 pagesAmit Acharya 4Disha ChatterjeeNo ratings yet
- Curvatures 3 PDFDocument13 pagesCurvatures 3 PDFAforfuyenNo ratings yet
- Shear Modulus of Conventional and Auxetic Open-Cell FoamDocument8 pagesShear Modulus of Conventional and Auxetic Open-Cell FoamKang ZhangNo ratings yet
- Foldable and Extremely Scratch-Resistant Hard Coating MaterialsDocument12 pagesFoldable and Extremely Scratch-Resistant Hard Coating MaterialsAtulNo ratings yet
- 2023 OkewaleDocument11 pages2023 OkewalensanieleNo ratings yet
- Hassani 1Document11 pagesHassani 1EliasNo ratings yet
- Esm 2017 4Document20 pagesEsm 2017 4RamancoronaNo ratings yet
- Shear Strength of Jumunjin Sand According To Relative DensityDocument11 pagesShear Strength of Jumunjin Sand According To Relative DensityTrung Trị LêNo ratings yet
- Generalization of Hill's Yield Criterion To Tension-Compression Asymmetry MaterialsDocument10 pagesGeneralization of Hill's Yield Criterion To Tension-Compression Asymmetry Materialspraveen bavanaNo ratings yet
- (3 - 4) A General Analytical Model Based On Elastic Foundation Beam TheoryDocument14 pages(3 - 4) A General Analytical Model Based On Elastic Foundation Beam Theoryshahbazbegian.uniNo ratings yet
- Positesb 2021 108612 PDFDocument11 pagesPositesb 2021 108612 PDFFanxu KongNo ratings yet
- Study of Materials Properties Made of Steel, Stainless Steel, Aluminium, and Concrete While Applying The Total Load To The GeometryDocument4 pagesStudy of Materials Properties Made of Steel, Stainless Steel, Aluminium, and Concrete While Applying The Total Load To The GeometryResearch ParkNo ratings yet
- PoissonsRatio At200 NatureMater 2011Document1 pagePoissonsRatio At200 NatureMater 2011Hongda ZhangNo ratings yet
- Adv Funct Materials - 2018 - Guo - Recent Progress in Applications of The Cold Sintering Process For Ceramic PolymerDocument15 pagesAdv Funct Materials - 2018 - Guo - Recent Progress in Applications of The Cold Sintering Process For Ceramic Polymerrajaram huptaNo ratings yet
- Inovative Fibre - Auxetic FibreDocument18 pagesInovative Fibre - Auxetic Fibresaharkaramit1100% (1)
- International Journal of Solids and Structures: Lei Zhou, Shibin Wang, Linan Li, Huixin Wei, Anna DaiDocument8 pagesInternational Journal of Solids and Structures: Lei Zhou, Shibin Wang, Linan Li, Huixin Wei, Anna Daivicky prasadNo ratings yet
- Blending Stiffness and Strength Disorder Can Stabilize FractureDocument9 pagesBlending Stiffness and Strength Disorder Can Stabilize Fracturejzam1919No ratings yet
- The Formation and Stretching of Bi-Material Shaped Charge JetsDocument5 pagesThe Formation and Stretching of Bi-Material Shaped Charge JetsSantosh IngoleNo ratings yet
- International Journal of Mechanical Sciences: Chong Li, Hui-Shen Shen, Hai Wang, Zhefeng YuDocument10 pagesInternational Journal of Mechanical Sciences: Chong Li, Hui-Shen Shen, Hai Wang, Zhefeng Yuali_biscoeatNo ratings yet
- Casting Defects in Structural Components Are They All Dangerous A 3D StudyDocument14 pagesCasting Defects in Structural Components Are They All Dangerous A 3D StudyVictor RodriguesNo ratings yet
- Spherical-Tip Indentation of Viscoelastic Material: L. Cheng, X. Xia, L.E. Scriven, W.W. GerberichDocument14 pagesSpherical-Tip Indentation of Viscoelastic Material: L. Cheng, X. Xia, L.E. Scriven, W.W. Gerberichtantai2004No ratings yet
- HAY Mechanical and GeometryDocument11 pagesHAY Mechanical and GeometryTehseen MarwatNo ratings yet
- Ballistic Impact Response of Elastomer Retrofi - 2023 - International Journal ofDocument22 pagesBallistic Impact Response of Elastomer Retrofi - 2023 - International Journal ofRodrigoNo ratings yet
- Anti Blast Properties of 6063 T5 Aluminum Alloy Circular Tub - 2021 - Thin WalleDocument19 pagesAnti Blast Properties of 6063 T5 Aluminum Alloy Circular Tub - 2021 - Thin WalleRodrigoNo ratings yet
- Auxetic Cellular Structures Through Selective Electron-Beam MeltingDocument4 pagesAuxetic Cellular Structures Through Selective Electron-Beam MeltingRodrigoNo ratings yet
- Modeling of Uniaxial Compression in A 3D Periodic Re-Entrant Lattice StructureDocument10 pagesModeling of Uniaxial Compression in A 3D Periodic Re-Entrant Lattice StructureRodrigoNo ratings yet
- Additive Manufacturing of Metal Cellular Structures: Design and FabricationDocument8 pagesAdditive Manufacturing of Metal Cellular Structures: Design and FabricationRodrigoNo ratings yet
- Effect of The Tilt Angle of Natural Convection in A Solar Collector With Internal Longitudinal FinsDocument5 pagesEffect of The Tilt Angle of Natural Convection in A Solar Collector With Internal Longitudinal FinsInternational Journal of Science and Engineering InvestigationsNo ratings yet
- Adsorption of CO On LTA Zeolite Adsorbents: An IR InvestigationDocument7 pagesAdsorption of CO On LTA Zeolite Adsorbents: An IR InvestigationDian Tetep DayenNo ratings yet
- KROMA Automatic Clinical Chemistry Analyzer 150 T - H - LINEAR CHEMICALS - PDF Catalogs - Technical DocumentationDocument1 pageKROMA Automatic Clinical Chemistry Analyzer 150 T - H - LINEAR CHEMICALS - PDF Catalogs - Technical Documentationhenok derejeNo ratings yet
- Cliq Cliqsmart Ap Technical Data SheetDocument2 pagesCliq Cliqsmart Ap Technical Data SheetSuravi BhaskarNo ratings yet
- Moringa Oleifera Seed As Antibacterial Agent in Water TreatmentDocument6 pagesMoringa Oleifera Seed As Antibacterial Agent in Water TreatmentStephen MooreNo ratings yet
- TS 15280Document1 pageTS 15280GiveawayNo ratings yet
- UnfinishedDocument8 pagesUnfinishedDaniel TorralbaNo ratings yet
- Material Safety Data Sheet 2Document1 pageMaterial Safety Data Sheet 2hafiz azamNo ratings yet
- ENITV21D 1 Intervention For ChemistryDocument8 pagesENITV21D 1 Intervention For ChemistryMateo HernandezNo ratings yet
- Aqueous Ammonia Process For CO2 Capture: IOP Conference Series: Earth and Environmental ScienceDocument2 pagesAqueous Ammonia Process For CO2 Capture: IOP Conference Series: Earth and Environmental Sciencetariq fareedNo ratings yet
- Environmental Studies: by Prof. Sanjukta MistriDocument10 pagesEnvironmental Studies: by Prof. Sanjukta MistriramNo ratings yet
- Cogeneration or Combined Heat and Power (CHP) Is The Use of A Power (CCHP) Refers To The Simultaneous Generation of Electricity and Useful Heating and CoolingDocument14 pagesCogeneration or Combined Heat and Power (CHP) Is The Use of A Power (CCHP) Refers To The Simultaneous Generation of Electricity and Useful Heating and CoolingakmohideenNo ratings yet
- Experiment 1: Determination of Corrosion Rate of Metals: ObjectiveDocument3 pagesExperiment 1: Determination of Corrosion Rate of Metals: Objective041Mir QazimNo ratings yet
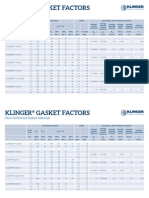
- Klinger Gasket FactorsDocument3 pagesKlinger Gasket FactorsGeorge TanasescuNo ratings yet
- Assembly of Very Fine Pitches Infrared Focal Plane Array With Indium Micro BallsDocument6 pagesAssembly of Very Fine Pitches Infrared Focal Plane Array With Indium Micro BallsaaronNo ratings yet
- Ga Enu PDFDocument185 pagesGa Enu PDFFebriyono Ade PutraNo ratings yet
- 3.05 Ionic Bonding and Ionic CompoundsDocument3 pages3.05 Ionic Bonding and Ionic CompoundsIBRAHIM ABOU EL NAAJNo ratings yet
- Temperature and Concentration Dependence of Density of Model Liquid FoodsDocument21 pagesTemperature and Concentration Dependence of Density of Model Liquid FoodsJorge VillalbaNo ratings yet
- Structure of LeavesDocument7 pagesStructure of Leaves门门No ratings yet
- Mobil Chassis Grease LBZDocument1 pageMobil Chassis Grease LBZtribolasNo ratings yet
- Contents: PERRY'S CHEMICAL ENGINEER'S HANDBOOKDocument2 pagesContents: PERRY'S CHEMICAL ENGINEER'S HANDBOOKAnonim Player0% (1)
- Roadmark India: Manufacturing Unit: Plot No. 8, Kadipur Industrial Area, Gurugram, Haryana - 122001Document1 pageRoadmark India: Manufacturing Unit: Plot No. 8, Kadipur Industrial Area, Gurugram, Haryana - 122001ptk94287No ratings yet
- Bioactive Materials: Presented By-Dr Kajal Bhayani Mds 1 YearDocument78 pagesBioactive Materials: Presented By-Dr Kajal Bhayani Mds 1 YearVidhi ThakurNo ratings yet
- Biotech Math Problems Part1 AnswersDocument5 pagesBiotech Math Problems Part1 AnswersAmanpreet ManderNo ratings yet
- Specifications: Specifications & Material Safety Data Sheet Xyz General Cleaner LemonDocument3 pagesSpecifications: Specifications & Material Safety Data Sheet Xyz General Cleaner LemonnicholasyudhistiraNo ratings yet