You might also like
- Mentoring QuotesDocument3 pagesMentoring QuotesrexNo ratings yet
- CK Worldwide - Tungsten SelectorDocument2 pagesCK Worldwide - Tungsten SelectorrexNo ratings yet
- Silkolene Pro RG2-SDSDocument6 pagesSilkolene Pro RG2-SDSrexNo ratings yet
- Specifications: UT100 Series Automobile MultimetersDocument1 pageSpecifications: UT100 Series Automobile MultimetersrexNo ratings yet
- UT216A UT216B UT216C English ManualDocument18 pagesUT216A UT216B UT216C English ManualrexNo ratings yet
- Service Data: Trimmer/BrushcutterDocument7 pagesService Data: Trimmer/BrushcutterrexNo ratings yet
- CS-510 Service DataDocument5 pagesCS-510 Service DatarexNo ratings yet
- Cummins Catalog 1960 IndexedDocument18 pagesCummins Catalog 1960 IndexedrexNo ratings yet
- WBM1964 1 PDFDocument68 pagesWBM1964 1 PDFrexNo ratings yet
- WBM1964 4 PDFDocument68 pagesWBM1964 4 PDFrexNo ratings yet
- Gasoline Guidelines-1 PDFDocument4 pagesGasoline Guidelines-1 PDFrexNo ratings yet
- Us2267719 Swingline PatenteDocument13 pagesUs2267719 Swingline PatenterexNo ratings yet
- Spare Parts List: Chain Saws 372 XP X-TORQ From 2013-09Document34 pagesSpare Parts List: Chain Saws 372 XP X-TORQ From 2013-09rexNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Wwii TictactoeDocument2 pagesWwii Tictactoeapi-557780348No ratings yet
- Soil NailingDocument6 pagesSoil Nailingvinodreddy146No ratings yet
- To Find Fatty Material of Different Soap SamplesDocument17 pagesTo Find Fatty Material of Different Soap SamplesRohan Singh0% (2)
- Gomez-Acevedo 2010 Neotropical Mutualism Between Acacia and Pseudomyrmex Phylogeny and Divergence TimesDocument16 pagesGomez-Acevedo 2010 Neotropical Mutualism Between Acacia and Pseudomyrmex Phylogeny and Divergence TimesTheChaoticFlameNo ratings yet
- 385C Waw1-Up PDFDocument4 pages385C Waw1-Up PDFJUNA RUSANDI SNo ratings yet
- Dominion Wargame RulesDocument301 pagesDominion Wargame Rules4544juutf100% (4)
- Cetie Guide No1 EngDocument55 pagesCetie Guide No1 EngJose Manuel Sepulveda RomanNo ratings yet
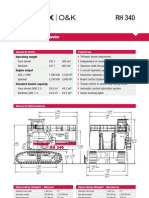
- Hydraulic Mining ExcavatorDocument8 pagesHydraulic Mining Excavatorasditia_07100% (1)
- Business-Communication Solved MCQs (Set-3)Document8 pagesBusiness-Communication Solved MCQs (Set-3)Pavan Sai Krishna KottiNo ratings yet
- GE 7 ReportDocument31 pagesGE 7 ReportMark Anthony FergusonNo ratings yet
- Grade 9 Science Biology 1 DLPDocument13 pagesGrade 9 Science Biology 1 DLPManongdo AllanNo ratings yet
- Marketing Channels: A Strategic Tool of Growing Importance For The Next MillenniumDocument59 pagesMarketing Channels: A Strategic Tool of Growing Importance For The Next MillenniumAnonymous ibmeej9No ratings yet
- Practising Modern English For Life Sciences Students Caiet Exercitii-1Document77 pagesPractising Modern English For Life Sciences Students Caiet Exercitii-1Robert BobiaNo ratings yet
- Chemistry Investigatory Project (R)Document23 pagesChemistry Investigatory Project (R)BhagyashreeNo ratings yet
- The Mane Reason - UNDERSTANDING CONSUMER BEHAVIOUR TOWARDS NATURAL HAIR PRODUCTS IN GHANADocument68 pagesThe Mane Reason - UNDERSTANDING CONSUMER BEHAVIOUR TOWARDS NATURAL HAIR PRODUCTS IN GHANAYehowadah OddoyeNo ratings yet
- JFC 180BBDocument2 pagesJFC 180BBnazmulNo ratings yet
- Lab Report SBK Sem 3 (Priscilla Tuyang)Document6 pagesLab Report SBK Sem 3 (Priscilla Tuyang)Priscilla Tuyang100% (1)
- Draft PDFDocument166 pagesDraft PDFashwaq000111No ratings yet
- Smart Gas Leakage Detection With Monitoring and Automatic Safety SystemDocument4 pagesSmart Gas Leakage Detection With Monitoring and Automatic Safety SystemYeasin Arafat FahadNo ratings yet
- Convection Transfer EquationsDocument9 pagesConvection Transfer EquationsA.N.M. Mominul Islam MukutNo ratings yet
- Binary OptionsDocument24 pagesBinary Optionssamsa7No ratings yet
- UNCITRAL Guide United Nations Commission On International Trade LawDocument56 pagesUNCITRAL Guide United Nations Commission On International Trade Lawsabiont100% (2)
- BLP#1 - Assessment of Community Initiative (3 Files Merged)Document10 pagesBLP#1 - Assessment of Community Initiative (3 Files Merged)John Gladhimer CanlasNo ratings yet
- TraceDocument5 pagesTraceNorma TellezNo ratings yet
- Brigade Product Catalogue Edition 20 EnglishDocument88 pagesBrigade Product Catalogue Edition 20 EnglishPelotudoPeloteroNo ratings yet
- Network Fundamentas ITEC90Document5 pagesNetwork Fundamentas ITEC90Psychopomp PomppompNo ratings yet
- 5 Minute Pediatric ConsultDocument5 pages5 Minute Pediatric Consultajescool0% (4)
- Exotic DVM 11 3 CompleteDocument12 pagesExotic DVM 11 3 CompleteLuc CardNo ratings yet
- Iphone and Ipad Development TU GrazDocument2 pagesIphone and Ipad Development TU GrazMartinNo ratings yet
- 1916 South American Championship Squads - WikipediaDocument6 pages1916 South American Championship Squads - WikipediaCristian VillamayorNo ratings yet