You might also like
- Basic Cooling Water Management IIDocument32 pagesBasic Cooling Water Management IIDiaa GobranNo ratings yet
- Water Treatment Plant Performance Evaluations and OperationsFrom EverandWater Treatment Plant Performance Evaluations and OperationsNo ratings yet
- Water Treatment PlantDocument28 pagesWater Treatment PlantVuthpalachaitanya Krishna0% (1)
- List of SymbolsDocument11 pagesList of SymbolsKaarthic EmayNo ratings yet
- Dewatering sludge through filtration and drying bedsDocument46 pagesDewatering sludge through filtration and drying bedsClaudia AvramNo ratings yet
- Operation and Maintenance Guide for UF Membrane SystemsDocument6 pagesOperation and Maintenance Guide for UF Membrane SystemsLuis RamirezNo ratings yet
- Operation and Control of STPDocument11 pagesOperation and Control of STPHari Krishna.MNo ratings yet
- Microsoft Word - Festo Rain Water Harvesting Flow ChartDocument5 pagesMicrosoft Word - Festo Rain Water Harvesting Flow Chartjeykumar.BalannairNo ratings yet
- Filtration examples and calculationsDocument6 pagesFiltration examples and calculationsNico Aumento Jr.No ratings yet
- WT - Rapid Sand FiltrationDocument5 pagesWT - Rapid Sand FiltrationObester Mudazvose ChimhandambaNo ratings yet
- Filtration - Downstream ProcessingDocument28 pagesFiltration - Downstream Processingharijayaram100% (3)
- Multimedia Filtration: 3-Layer Water Filters Trap More ContaminantsDocument2 pagesMultimedia Filtration: 3-Layer Water Filters Trap More ContaminantsRavNo ratings yet
- Chapter 1 Basic Design ConsiderationDocument38 pagesChapter 1 Basic Design ConsiderationAce ThunderNo ratings yet
- Rapid Sand Filtration - 120227Document20 pagesRapid Sand Filtration - 120227smbawasainiNo ratings yet
- Gravity - Rapid Sand FiltrationDocument12 pagesGravity - Rapid Sand FiltrationBrudel_c100% (1)
- Bill of Quantities Sewage Treatment PlanDocument11 pagesBill of Quantities Sewage Treatment PlanMiguel ChanNo ratings yet
- Effluent Treatment Plant Tech Report for LAIL Sugar MillDocument28 pagesEffluent Treatment Plant Tech Report for LAIL Sugar MillGarad MadhukarNo ratings yet
- Lec4 Water and Wastewater TreatmentDocument54 pagesLec4 Water and Wastewater TreatmentKent Harry CumpioNo ratings yet
- MM Aqua Technologies LTD.: TubedekDocument47 pagesMM Aqua Technologies LTD.: TubedekSourabh Manuja100% (1)
- Daf PDFDocument10 pagesDaf PDFHRK65No ratings yet
- ClarifierDocument7 pagesClarifiersuleman205No ratings yet
- Tube Settler Application in 40 CharactersDocument10 pagesTube Settler Application in 40 CharactersIlu Singh100% (1)
- UASB-Process Design For Various Types of WastewatersDocument21 pagesUASB-Process Design For Various Types of WastewatersapitbhuNo ratings yet
- Design of Arraba Wastewater Treatment PlantDocument47 pagesDesign of Arraba Wastewater Treatment PlantMOHAMMED ABBAS NAJI MAALANo ratings yet
- Cyclic Activated Sludge TechnologyDocument8 pagesCyclic Activated Sludge TechnologyNavin GuptaNo ratings yet
- DM Plant Design CalculationDocument10 pagesDM Plant Design CalculationLutfur RahmanNo ratings yet
- Inclined Plate ClarifierDocument2 pagesInclined Plate ClarifierKelvin SiewNo ratings yet
- Filter Design ParameterDocument3 pagesFilter Design ParameteruemaaplNo ratings yet
- Today'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"Document57 pagesToday'S Topic "Cooling Water Treatement" "Condenser Leak Detection" "Chlorination Plant" AND "Effluent Treatment"saravan1891No ratings yet
- Manual ENG - Kristal 600ER0820 V1.3b (221110)Document49 pagesManual ENG - Kristal 600ER0820 V1.3b (221110)merifie renegado67% (3)
- GE EDI O&M Manual - 10jul06Document14 pagesGE EDI O&M Manual - 10jul06Geancarlo GutierrezNo ratings yet
- Rapid Mix Design Calculation 1Document4 pagesRapid Mix Design Calculation 1Yang Ching HianNo ratings yet
- Design Basis: M/S Space Combine Kind Attn: Mr. Arun VishwakarmaDocument6 pagesDesign Basis: M/S Space Combine Kind Attn: Mr. Arun Vishwakarmabyajaytyagi2266No ratings yet
- 4.introduction To The Design and Process Calculations (542089)Document35 pages4.introduction To The Design and Process Calculations (542089)ahmed salamNo ratings yet
- Ultra Pure WaterDocument6 pagesUltra Pure Watergauravgarg115No ratings yet
- Sand Filtration Units150Document3 pagesSand Filtration Units150Smriti PrasadNo ratings yet
- GPSX - Techref 01Document372 pagesGPSX - Techref 01felixNo ratings yet
- 40 KLD MBR QuoteDocument15 pages40 KLD MBR QuoteV Narasimha RajuNo ratings yet
- HYDRAcap MAX Presentation - Abril 2012Document32 pagesHYDRAcap MAX Presentation - Abril 2012PC VSNo ratings yet
- Effluent Treatment Plant - Process Flow DiagramDocument45 pagesEffluent Treatment Plant - Process Flow DiagramAmarnath PNo ratings yet
- M13 - L17 Grit ChamberDocument6 pagesM13 - L17 Grit ChamberBerliana Cahya Ningtias0% (1)
- Design of Water Treatment PlantDocument85 pagesDesign of Water Treatment Plantjobya_4No ratings yet
- Membrane Treatment Processes Offer Versatility and Physical Barrier for Contaminant RemovalDocument8 pagesMembrane Treatment Processes Offer Versatility and Physical Barrier for Contaminant RemovalbazediNo ratings yet
- Scale Up of Paddle DryerDocument4 pagesScale Up of Paddle DryerRavindra V. Lakhapati100% (1)
- All About WastewatertreatmentDocument383 pagesAll About WastewatertreatmentLucian Apostu100% (2)
- Plant Capacity: 15 MGD Technology: Moving Bed Biological Reactor (MBBR)Document12 pagesPlant Capacity: 15 MGD Technology: Moving Bed Biological Reactor (MBBR)Dev Kumar DwivediNo ratings yet
- Mixed Bed Resin Loading ProcedureDocument2 pagesMixed Bed Resin Loading ProcedurePramudito Aji WicaksonoNo ratings yet
- ActivateSludgeVS Membrane Reactor SLIDEDocument36 pagesActivateSludgeVS Membrane Reactor SLIDEsebascian100% (1)
- Gravity SettlingDocument10 pagesGravity SettlingNithinKallayil100% (1)
- Tank sizing design calculations and ratio checksDocument2 pagesTank sizing design calculations and ratio checksaike_5No ratings yet
- Final Project Content PDFDocument24 pagesFinal Project Content PDFRahul SinghNo ratings yet
- Cost Analysis of Activated Sludge ProcessDocument19 pagesCost Analysis of Activated Sludge ProcessDevendra Sharma100% (1)
- CH 4 Sewage TreatmentDocument134 pagesCH 4 Sewage TreatmentGetu BogaleNo ratings yet
- ETP Design CalculationDocument6 pagesETP Design Calculationmanuel.hernandez100% (2)
- Design, Estimation and Costing of Sewage Treatment PlantDocument12 pagesDesign, Estimation and Costing of Sewage Treatment Plantadarsh s100% (1)
- CIP Procedure of RO MembraneDocument2 pagesCIP Procedure of RO MembraneTanzila SiddiquiNo ratings yet
- MF Uf NFDocument69 pagesMF Uf NFNguyen Huu HieuNo ratings yet
- Design of Each Process of ETPDocument9 pagesDesign of Each Process of ETPFaisal Sr. ExecutiveNo ratings yet
- Organic Matter in WastewaterDocument1 pageOrganic Matter in WastewaterAhmed WagihNo ratings yet
- Atv121 PE 500-5000Document22 pagesAtv121 PE 500-5000Ahmed WagihNo ratings yet
- German Atv-Dvwk Rules and StandardsDocument25 pagesGerman Atv-Dvwk Rules and StandardsMehmet Emre Bastopcu100% (1)
- Quick Biological Treatment EstimateDocument1 pageQuick Biological Treatment EstimateAhmed WagihNo ratings yet
- Osmotic PressureDocument6 pagesOsmotic PressureAhmed WagihNo ratings yet
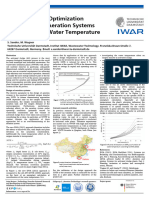
- Sander Wagner Poster Fine Bubble Aeration Systems Depending On Water Temperature Iwa Conf. Essen 2014Document1 pageSander Wagner Poster Fine Bubble Aeration Systems Depending On Water Temperature Iwa Conf. Essen 2014Ahmed WagihNo ratings yet
- Chitosan Oil Mill IndustryDocument20 pagesChitosan Oil Mill IndustryAhmed WagihNo ratings yet
- Clarifier CalculationsDocument118 pagesClarifier CalculationsChemtech IndiaNo ratings yet
- F229 KbiDocument1 pageF229 KbiAhmed WagihNo ratings yet
- F225 OtiDocument1 pageF225 OtiAhmed WagihNo ratings yet
- F225 OtiDocument1 pageF225 OtiAhmed WagihNo ratings yet
- F225 OtiDocument1 pageF225 OtiAhmed WagihNo ratings yet
- Atv M 209e Aeration PDFDocument53 pagesAtv M 209e Aeration PDFanass yousfiiNo ratings yet
- MW Agenda PrintDocument2 pagesMW Agenda PrintAhmed WagihNo ratings yet
- Tube Settler - CalculationDocument3 pagesTube Settler - CalculationJai Kumar88% (16)
- F203 SSCDocument1 pageF203 SSCAhmed WagihNo ratings yet
- 11.15 Tech 1Document5 pages11.15 Tech 1Ahmed WagihNo ratings yet
- Performance Analysis of Air-Lift Pump Design: at Pennsylvania State Univ On March 5, 2016 Downloaded FromDocument7 pagesPerformance Analysis of Air-Lift Pump Design: at Pennsylvania State Univ On March 5, 2016 Downloaded FromAhmed WagihNo ratings yet
- Request For Quotation Local Purchase Section: RFQ NumberDocument2 pagesRequest For Quotation Local Purchase Section: RFQ NumberAhmed WagihNo ratings yet
- Equipment Types Adv. and Disadv.Document2 pagesEquipment Types Adv. and Disadv.Ahmed WagihNo ratings yet
- Disc Diffuser O & M Manual20040804Document10 pagesDisc Diffuser O & M Manual20040804Ahmed WagihNo ratings yet
- Disc Diffuser Technical Reference20040804Document4 pagesDisc Diffuser Technical Reference20040804Ahmed WagihNo ratings yet
- SSOTE% - Research ResultsDocument24 pagesSSOTE% - Research ResultsAhmed WagihNo ratings yet
- Air CalculationsDocument4 pagesAir CalculationsSerkan YukselNo ratings yet
- Wsec 2017 Fs 024 MRRDC LSF Aeration Design FinalDocument6 pagesWsec 2017 Fs 024 MRRDC LSF Aeration Design FinalSupatmono NAINo ratings yet
- Mle - BNRDocument4 pagesMle - BNRAhmed WagihNo ratings yet
- Primary Sedimentation: Assist. Prof. Dr. Neslihan SemerciDocument9 pagesPrimary Sedimentation: Assist. Prof. Dr. Neslihan SemerciAhmed WagihNo ratings yet
- Sept AgeDocument7 pagesSept AgeMalek Abou HarbNo ratings yet
- Wastewater Technology Fact SheetDocument5 pagesWastewater Technology Fact SheetEnrique MartinezNo ratings yet
- Amine Expert CompanyDocument2 pagesAmine Expert CompanyWajid NizamiNo ratings yet
- Denso Fiber Form Pile Jacket - InddDocument4 pagesDenso Fiber Form Pile Jacket - InddbozarromegustaNo ratings yet
- Aquamax Basecoat Series 500: Waterborne Basecoat For 2-3 Stage FinishesDocument3 pagesAquamax Basecoat Series 500: Waterborne Basecoat For 2-3 Stage FinishesYoussef LfarissiNo ratings yet
- Analytical Test ProcedureDocument48 pagesAnalytical Test Procedureamirul IslamNo ratings yet
- AERO PRE GCAQE2017 CabinAirAndEngineOil 17-09-19Document72 pagesAERO PRE GCAQE2017 CabinAirAndEngineOil 17-09-19arda akkayaNo ratings yet
- Allelopathic Influence of Mango (Mangifera Indica) Leaves Extract On The Germination Rate of Selected Home-Grown Garden CropsDocument35 pagesAllelopathic Influence of Mango (Mangifera Indica) Leaves Extract On The Germination Rate of Selected Home-Grown Garden Cropsangel winerNo ratings yet
- M. Pharm SyllabusDocument64 pagesM. Pharm SyllabusNirali DongaNo ratings yet
- Periodic Table Properties QuestionsDocument34 pagesPeriodic Table Properties QuestionskumarvaradarajanNo ratings yet
- Bottled Water Should Be BannedDocument8 pagesBottled Water Should Be BannedSafayet AzizNo ratings yet
- B.Sc. SY Chemistry (Sem)Document15 pagesB.Sc. SY Chemistry (Sem)omkarNo ratings yet
- 3 Sri+endang+done+17-22Document6 pages3 Sri+endang+done+17-22namain ecaaNo ratings yet
- Laboratory Safety in The Clinical Microscopy SectionDocument6 pagesLaboratory Safety in The Clinical Microscopy SectionFarida WongNo ratings yet
- VRLA - Operating Instruction - Engl (Incluyento S100L, Solo Inglés... )Document7 pagesVRLA - Operating Instruction - Engl (Incluyento S100L, Solo Inglés... )David MonederoNo ratings yet
- ASTM E407-07 Standard Practice For Microetching Metals and AlloysDocument22 pagesASTM E407-07 Standard Practice For Microetching Metals and AlloysRifqiMahendraPutra100% (3)
- Metallurgy TheoryDocument26 pagesMetallurgy TheoryGOURISH AGRAWALNo ratings yet
- 1108apni KakshaDocument10 pages1108apni KakshaOjasNo ratings yet
- Swertia Chirata 2Document14 pagesSwertia Chirata 2Piks DhNo ratings yet
- Notice Caution Warning 56c180f209c1cDocument9 pagesNotice Caution Warning 56c180f209c1cmarioNo ratings yet
- First Summative Test in Science 6Document2 pagesFirst Summative Test in Science 6John Amper PesanoNo ratings yet
- PEXAL and MIXAL Pipes, The Solution For Floor Heating SystemsDocument5 pagesPEXAL and MIXAL Pipes, The Solution For Floor Heating Systemsvalentinlupascu33No ratings yet
- 2016 Practice Qs For BMS1021 Wk1-6 PDFDocument29 pages2016 Practice Qs For BMS1021 Wk1-6 PDFaskldhfdasjkNo ratings yet
- Basic Forming Questions and Answers - SanfoundryDocument4 pagesBasic Forming Questions and Answers - SanfoundryrahmaNo ratings yet
- SHAPE0043 ShapeShell Data SheetDocument2 pagesSHAPE0043 ShapeShell Data SheetDPMAchmad Faisal SaniNo ratings yet
- Lesson 4: Leadership and The YouthDocument7 pagesLesson 4: Leadership and The Youthciedelle arandaNo ratings yet
- Engineering ChemistryDocument4 pagesEngineering ChemistrySaha naNo ratings yet
- Jeffrey C. May - My House Is Killing Me! - The Home Guide For Families With Allergies and Asthma-The Johns Hopkins University Press (2001)Document353 pagesJeffrey C. May - My House Is Killing Me! - The Home Guide For Families With Allergies and Asthma-The Johns Hopkins University Press (2001)Jose Malaga100% (1)
- Wa0036.Document2 pagesWa0036.GMHSS VehariNo ratings yet
- Opuntia Mucilage Role in Lime Mortar PerformanceDocument8 pagesOpuntia Mucilage Role in Lime Mortar PerformanceDawit SolomonNo ratings yet
- Distribution of a Solute Between Immiscible SolventsDocument6 pagesDistribution of a Solute Between Immiscible SolventsKuo Sarong67% (6)
- Ferric Chloride ProductionDocument3 pagesFerric Chloride ProductionamalinaNo ratings yet