You might also like
- 5077 - Phase 1Document4 pages5077 - Phase 1BeantickNo ratings yet
- Heat Exchangers: WO# PE# Equipment Description WO# DescriptionDocument2 pagesHeat Exchangers: WO# PE# Equipment Description WO# DescriptionBeantickNo ratings yet
- By Rajindra Benny at 9:59 Am, Mar 06, 2023Document3 pagesBy Rajindra Benny at 9:59 Am, Mar 06, 2023BeantickNo ratings yet
- 5926 - 01 - 2022 - 03 - Water - Tanks - 4#Document1 page5926 - 01 - 2022 - 03 - Water - Tanks - 4#BeantickNo ratings yet
- Mail Rajindra Benny Akash BalchanDocument2 pagesMail Rajindra Benny Akash BalchanBeantickNo ratings yet
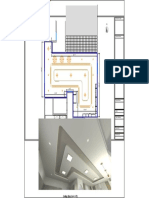
- Ceiling Size ViewsDocument1 pageCeiling Size ViewsBeantickNo ratings yet
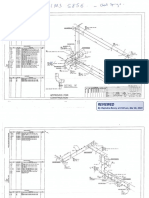
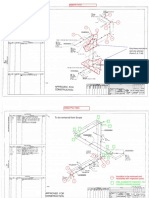
- Approved For Construction: Only Areas Encircled in Red To Be Actioned (Points 5, 6, 7 &8)Document21 pagesApproved For Construction: Only Areas Encircled in Red To Be Actioned (Points 5, 6, 7 &8)BeantickNo ratings yet
- Question 36 Begins The Closed Book Portion of This ExamDocument25 pagesQuestion 36 Begins The Closed Book Portion of This ExamBeantickNo ratings yet
- 2201J IR SurveyDocument5 pages2201J IR SurveyBeantickNo ratings yet
- JayseearrDocument1 pageJayseearrBeantickNo ratings yet
- Aims 5006 - UtDocument17 pagesAims 5006 - UtBeantickNo ratings yet
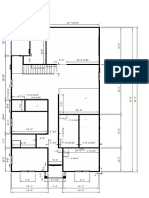
- Top Floor Plan To Mark Decking r2Document1 pageTop Floor Plan To Mark Decking r2BeantickNo ratings yet
- Open Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedDocument16 pagesOpen Book API 510 Practice Exam B Do Not Mark On Your Exam, Use The Answer Sheets ProvidedBeantickNo ratings yet
- NDE MatrixDocument1 pageNDE MatrixBeantickNo ratings yet
- Exercise Questions For Section VIII Div.1Document13 pagesExercise Questions For Section VIII Div.1BeantickNo ratings yet
- Title: Identification of Gram Positive Organisms Using Various Techniques and Tests. ObjectivesDocument20 pagesTitle: Identification of Gram Positive Organisms Using Various Techniques and Tests. ObjectivesBeantickNo ratings yet
- Figure 7-1 Essential Cell Biology (© Garland Science 2010)Document32 pagesFigure 7-1 Essential Cell Biology (© Garland Science 2010)BeantickNo ratings yet
- Intermittent Fasting: A Heart Healthy Dietary Pattern?: ReviewDocument7 pagesIntermittent Fasting: A Heart Healthy Dietary Pattern?: ReviewBeantickNo ratings yet
- Quarterly Sales Report: Item Code Item Price Quantity Sales CommissionDocument2 pagesQuarterly Sales Report: Item Code Item Price Quantity Sales CommissionBeantickNo ratings yet
- Property Sales Ealing, Greater London 2014-2016: ID Price Paid Deed Date Year Sold Month Sold Postcode Property TypeDocument4 pagesProperty Sales Ealing, Greater London 2014-2016: ID Price Paid Deed Date Year Sold Month Sold Postcode Property TypeBeantickNo ratings yet
- Name: Amanda Ramlakhan ID: 00049631 Class: Immunology Lab Lecturer: Dr. S.Suepaul Lab Number 2Document12 pagesName: Amanda Ramlakhan ID: 00049631 Class: Immunology Lab Lecturer: Dr. S.Suepaul Lab Number 2BeantickNo ratings yet
- Excel Skills For Business: Essentials: Week 6: ChartsDocument3 pagesExcel Skills For Business: Essentials: Week 6: ChartsBeantickNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Mbeya University of Science and TecnologyDocument8 pagesMbeya University of Science and TecnologyVuluwa GeorgeNo ratings yet
- CV LeTranNguyen enDocument4 pagesCV LeTranNguyen enLe Tran NguyenNo ratings yet
- Long PassagesDocument12 pagesLong PassagesAml AmlNo ratings yet
- Chemistry Project Paper ChromatographyDocument20 pagesChemistry Project Paper ChromatographyAmrita SNo ratings yet
- Floor DiaphragmDocument24 pagesFloor DiaphragmChristian LeobreraNo ratings yet
- Missing Person ProjectDocument9 pagesMissing Person ProjectLaiba WaheedNo ratings yet
- Final ExaminationDocument15 pagesFinal ExaminationMAY ANN CATIPONNo ratings yet
- 1.1. CHILLER 1.2. Centrifugal: 5.2.hrizontalDocument2 pages1.1. CHILLER 1.2. Centrifugal: 5.2.hrizontalShah ArafatNo ratings yet
- Chuck Eesley - Recommended ReadingDocument7 pagesChuck Eesley - Recommended ReadinghaanimasoodNo ratings yet
- Definition, Scope and Nature of EconomicsDocument29 pagesDefinition, Scope and Nature of EconomicsShyam Sunder BudhwarNo ratings yet
- COCapplication08rev Working SampleDocument34 pagesCOCapplication08rev Working SampleTanya HerreraNo ratings yet
- Straightforward Pre-Intermediate Progress Test 4: Language Section VocabularyDocument8 pagesStraightforward Pre-Intermediate Progress Test 4: Language Section VocabularyStrange BrawlerNo ratings yet
- Kelley DavisDocument3 pagesKelley Davisapi-626701108No ratings yet
- Nguyen Ngoc-Phu's ResumeDocument2 pagesNguyen Ngoc-Phu's ResumeNgoc Phu NguyenNo ratings yet
- Neal Peres Da CostaDocument507 pagesNeal Peres Da CostaNoMoPoMo576100% (1)
- Theoretical Grammar of EnglishDocument132 pagesTheoretical Grammar of EnglishMisarabbit NguyenNo ratings yet
- Week 14 Report2Document27 pagesWeek 14 Report2Melaku DesalegneNo ratings yet
- Rail Inspection Vehicle Using Ir Sensor and Spot Marking SystemDocument63 pagesRail Inspection Vehicle Using Ir Sensor and Spot Marking SystemNarayananNanuNo ratings yet
- Loading and Hauling Dump Truck: DumperDocument2 pagesLoading and Hauling Dump Truck: DumperRJNo ratings yet
- Translated Copy of Jurnal B.inggris 41117110162 Aditya NurfajriDocument16 pagesTranslated Copy of Jurnal B.inggris 41117110162 Aditya Nurfajriaditya estimatorNo ratings yet
- Certification Roadmap 11-30-16Document1 pageCertification Roadmap 11-30-16Cristian Gavilanes MontoyaNo ratings yet
- Recruitment and SelectionDocument50 pagesRecruitment and SelectionAmrita BhatNo ratings yet
- Load Dwe Eigh Ing D Devi Ice: For R Elev Vators SDocument28 pagesLoad Dwe Eigh Ing D Devi Ice: For R Elev Vators SNaren AnandNo ratings yet
- Risk LogDocument1 pageRisk LogOzu HedwigNo ratings yet
- Layers of The EarthDocument26 pagesLayers of The EarthLoo DrBrad100% (1)
- Smartor manualENDocument148 pagesSmartor manualENPP043100% (1)
- Literature 101 Assignment: Step 1: Graphic OrganizerDocument2 pagesLiterature 101 Assignment: Step 1: Graphic OrganizercatarinaNo ratings yet
- Perkins - General Ti BulletinDocument65 pagesPerkins - General Ti BulletinUTEL CARTERNo ratings yet
- Intro To Geometric Design and Vertical AlignmentDocument25 pagesIntro To Geometric Design and Vertical AlignmentAhsan ArfanNo ratings yet
- Maximus MHX DatasheetDocument5 pagesMaximus MHX Datasheetjulya julyaNo ratings yet